
一种金属工件真空热浸镀铝或铝合金的方法及其装置.pdf

是你****噩呀

1/9
2/9
3/9
4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属工件真空热浸镀铝或铝合金的方法及其装置.pdf
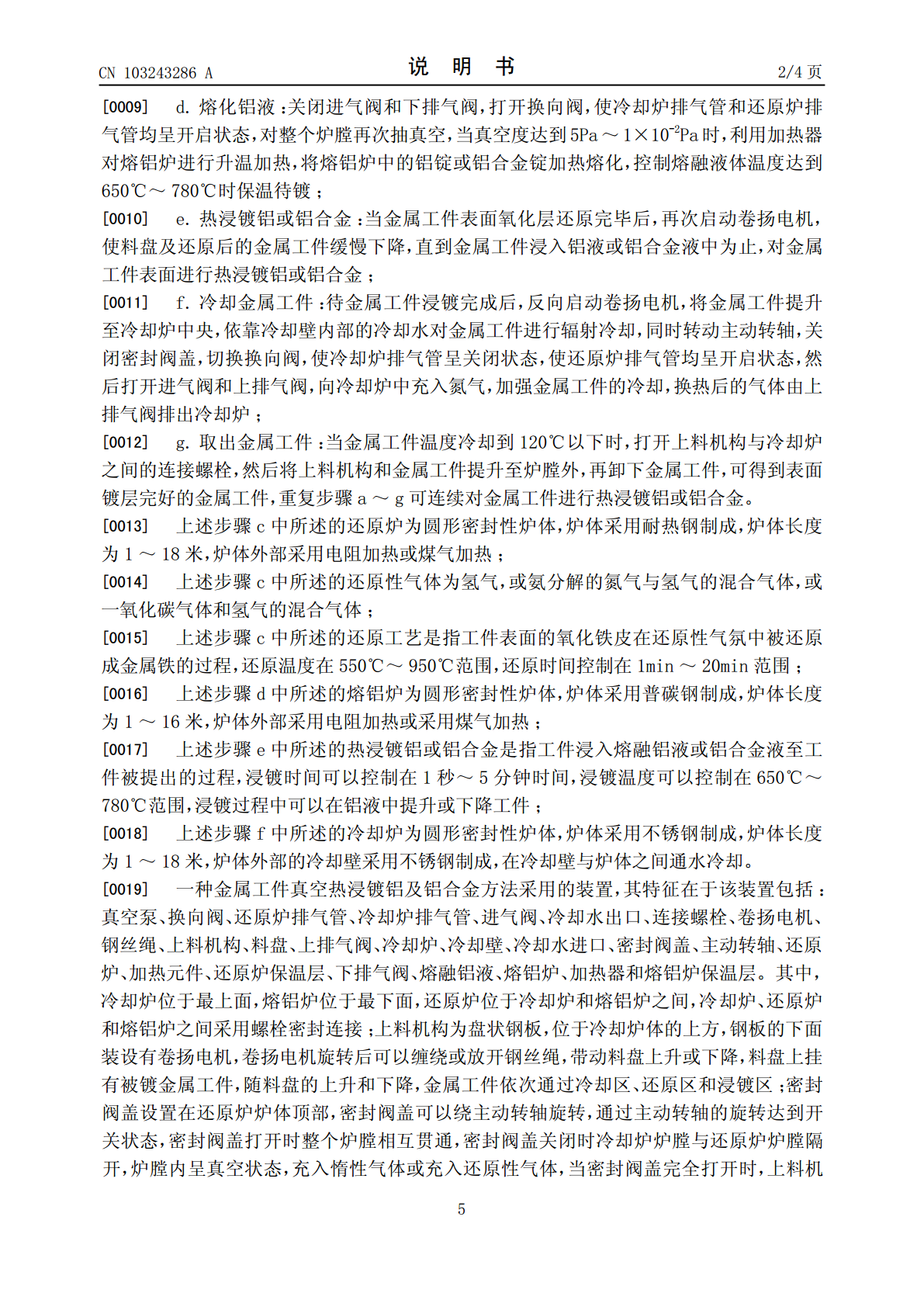
本发明公开了一种金属工件真空热浸镀铝或铝合金的方法及其装置,能够有效提高金属工件的使用寿命。该方法步骤包括:上料、抽真空扫炉、金属工件还原、熔化铝液、热浸镀铝或铝合金、冷却金属工件和取出金属工件;该装置包括:真空泵、换向阀、还原炉排气管、冷却炉排气管、进气阀、冷却水出口、连接螺栓、卷扬电机、钢丝绳、上料机构、料盘、上排气阀、冷却炉、冷却壁、冷却水进口、密封阀盖、主动转轴、还原炉、加热元件、还原炉保温层、下排气阀、熔融铝液、熔铝炉、加热器和熔铝炉保温层。采用本发明可以消除漏镀缺陷,提高浸镀速度;浸镀过程中可
一种还原热浸镀铝装置及其方法.pdf
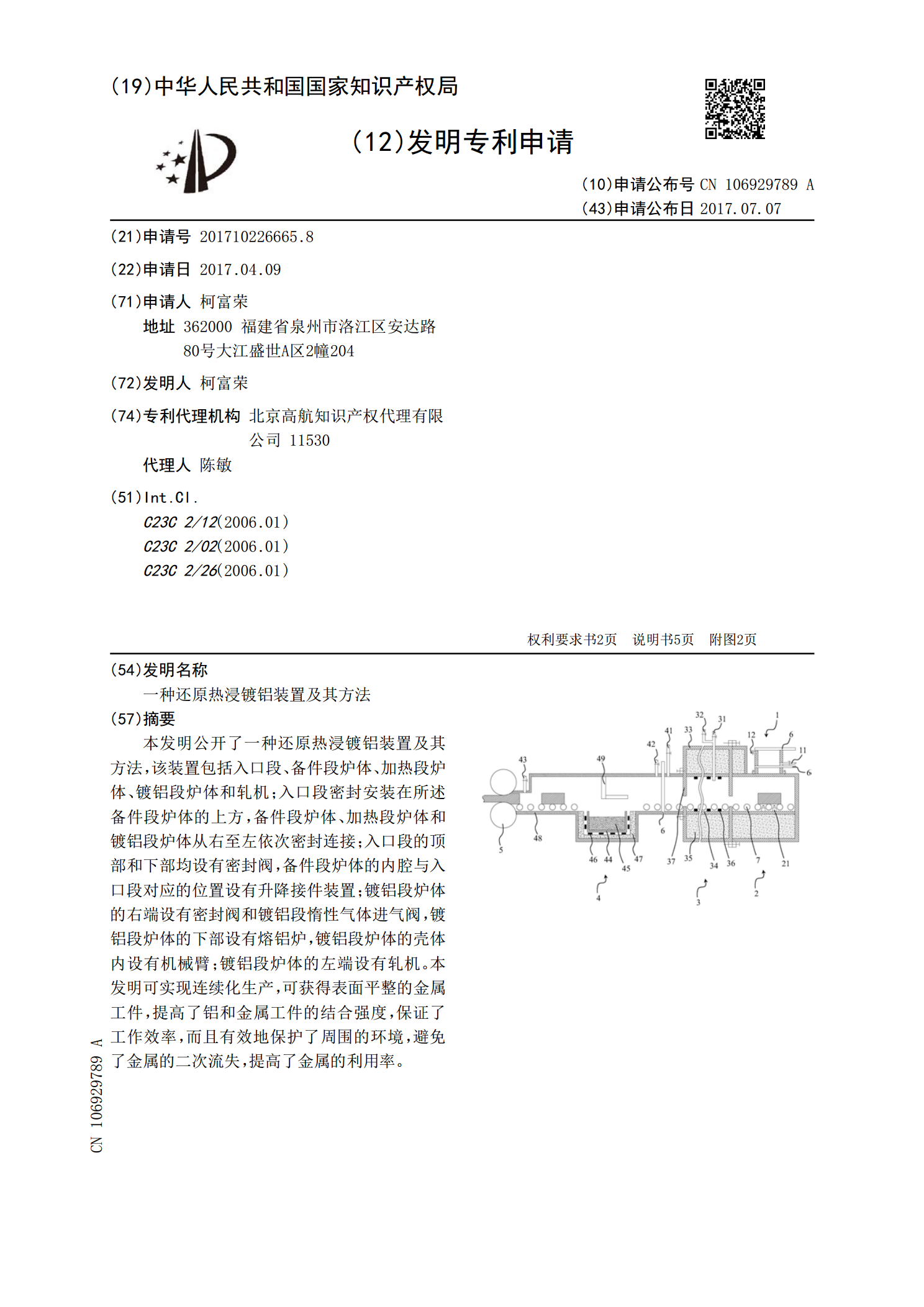
本发明公开了一种还原热浸镀铝装置及其方法,该装置包括入口段、备件段炉体、加热段炉体、镀铝段炉体和轧机;入口段密封安装在所述备件段炉体的上方,备件段炉体、加热段炉体和镀铝段炉体从右至左依次密封连接;入口段的顶部和下部均设有密封阀,备件段炉体的内腔与入口段对应的位置设有升降接件装置;镀铝段炉体的右端设有密封阀和镀铝段惰性气体进气阀,镀铝段炉体的下部设有熔铝炉,镀铝段炉体的壳体内设有机械臂;镀铝段炉体的左端设有轧机。本发明可实现连续化生产,可获得表面平整的金属工件,提高了铝和金属工件的结合强度,保证了工作效率,
一种热浸镀铝法连续制备耐腐蚀工字钢的方法及其装置.pdf
本发明公开了一种热浸镀铝法连续制备耐腐蚀工字钢的方法及其装置,该方法室将工字钢基体在该装置中自下往上通过融化的加有稀土的高纯铝的熔池中,保持熔融液体在熔点以上的温度范围内,利用熔液的粘性和表面张力作用下在工字钢基体表面覆盖上一层铝镀层,然后利用气刀工艺对热浸镀层进行喷吹和减厚,最后通过在热处理炉经过热处理后得到镀层与工字钢基体结合力良好的耐蚀性工字钢。利用工字钢快速通过高纯铝加适量稀土熔液热浸镀上一层铝镀层,然后经过热处理工艺来获得具有优异耐蚀性能的工字钢,具有操作简单、高效、可连续制备的特点,因此可大幅
一种热浸镀铝锌机构.pdf
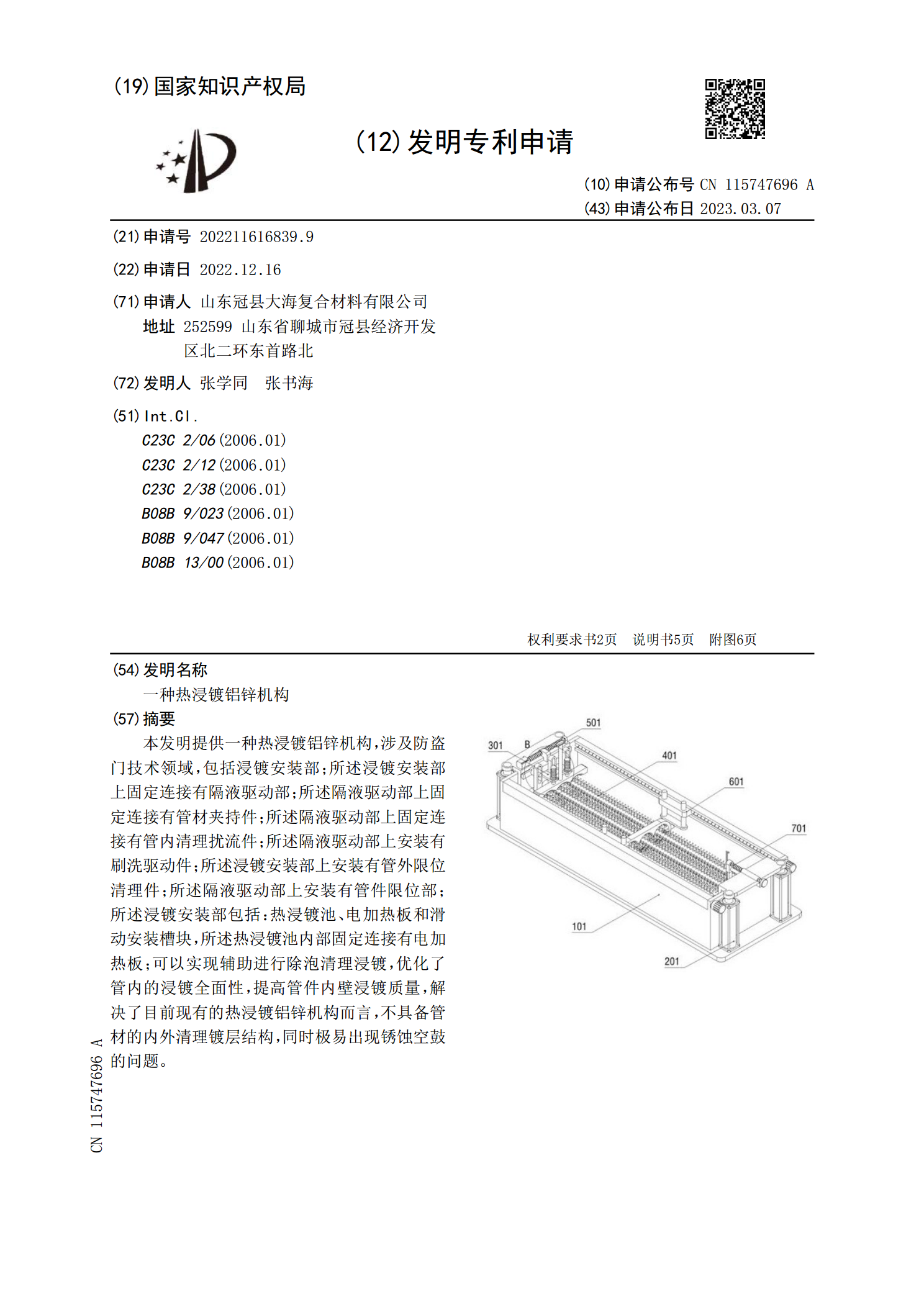
本发明提供一种热浸镀铝锌机构,涉及防盗门技术领域,包括浸镀安装部;所述浸镀安装部上固定连接有隔液驱动部;所述隔液驱动部上固定连接有管材夹持件;所述隔液驱动部上固定连接有管内清理扰流件;所述隔液驱动部上安装有刷洗驱动件;所述浸镀安装部上安装有管外限位清理件;所述隔液驱动部上安装有管件限位部;所述浸镀安装部包括:热浸镀池、电加热板和滑动安装槽块,所述热浸镀池内部固定连接有电加热板;可以实现辅助进行除泡清理浸镀,优化了管内的浸镀全面性,提高管件内壁浸镀质量,解决了目前现有的热浸镀铝锌机构而言,不具备管材的内外清
一种连续热浸镀铝锌锌锅加热装置.pdf
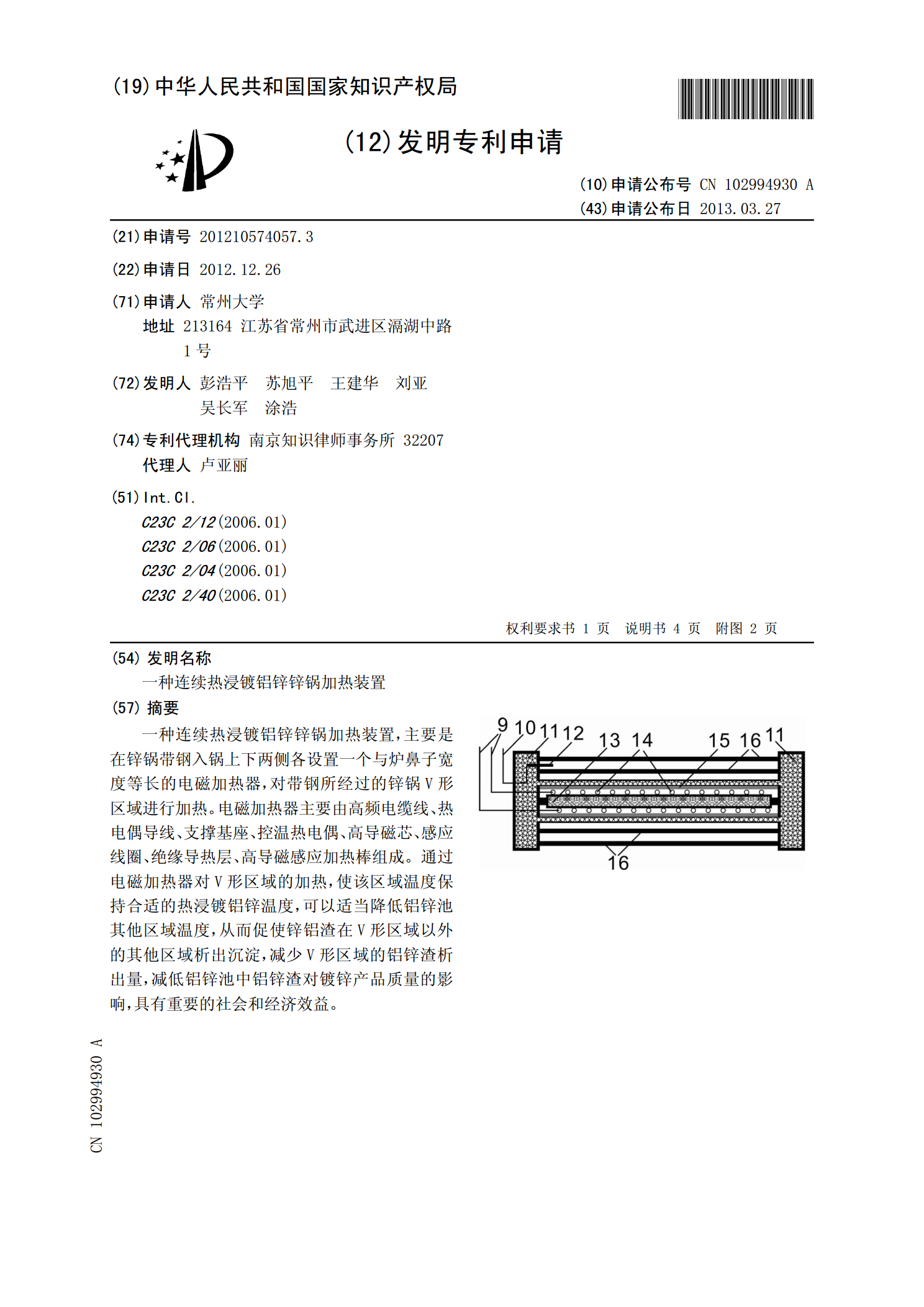
一种连续热浸镀铝锌锌锅加热装置,主要是在锌锅带钢入锅上下两侧各设置一个与炉鼻子宽度等长的电磁加热器,对带钢所经过的锌锅V形区域进行加热。电磁加热器主要由高频电缆线、热电偶导线、支撑基座、控温热电偶、高导磁芯、感应线圈、绝缘导热层、高导磁感应加热棒组成。通过电磁加热器对V形区域的加热,使该区域温度保持合适的热浸镀铝锌温度,可以适当降低铝锌池其他区域温度,从而促使锌铝渣在V形区域以外的其他区域析出沉淀,减少V形区域的铝锌渣析出量,减低铝锌池中铝锌渣对镀锌产品质量的影响,具有重要的社会和经济效益。