
铝硅合金轧制系统及轧制方法.pdf

小沛****文章


1/9

2/9
3/9
4/9

5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝硅合金轧制系统及轧制方法.pdf
铝硅合金轧制系统及轧制方法。4004铝硅合金由粗大板片状的硅晶粒和铝基体组成,热轧过程铸锭发生复杂塑性变形,由于硅晶粒对铝基体的割裂作用,导致板带边部出现裂纹现象,经过进一步加工,板带产生裂边缺陷,限制了铝硅合金的发展。本发明的组成包括:子轧制系统A(6),所述的子轧制系统A由加热炉(1)、输送带(2)、轧机(4)组成,所述的加热炉通过所述的输送带与所述的轧机的轧辊(3)连接。本发明用于4004铝硅合金的轧制。

减少铝硅合金气孔缺陷的轧制设备及轧制方法.pdf
本发明涉及一种减少铝硅合金气孔缺陷的轧制设备及方法。现有的轧制方法不能很好的解决内部气孔缺陷。本发明组成包括:轧制装置,所述的轧制装置由加热炉(1)、传送带(2)、轧机(3)、合金参数检测装置、工件选择装置组成(4),所述的加热炉(1)与所述的传送带(2)连接,所述的传送带(2)与所述的轧机(3)的轧辊连接,所述的轧辊安装有合金参数检测装置,所述的轧机(3)与工件选择装置(4)连接。本发明用于测试轧制工艺参数和气孔缺陷的关系,实现提高产品质量,提高企业效益。

一种铝锂合金及轧制方法.pdf
本发明属于金属材料工程领域,涉及一种铝锂合金材料及其轧制方法。其合金成分的质量分数为Cu:3%~4.2%;Mg0.2%~1.4%;Li:0.6%~1.5%;Ag:0~1%;Zr:0.06%~0.15%;Mn:0.2%~0.6%;Zn:0~0.8%;Si≤0.08%;Fe≤0.10%;其它杂质单个≤0.05%;其它杂质总量≤0.15%,余量为Al。轧制的步骤如下:均匀化处理;轧制。本发明提出了一种铝锂合金材料及轧制方法,能避免临界饱和合金元素会产生大量晶界沉淀相,造成大量原始晶界残留,提高了高向延伸率,满
铝轧制油雾回收系统的开车控制方法.pdf
本发明公开了一种铝轧制油雾回收系统的开车控制方法。该方法包括排油启动过程的控制、抽真空启动过程的控制、循环启动过程的控制,加热启动过程的控制以及回流启动过程的控制,按如下顺序进行:1)排油启动;2)当成品罐中轧制油液位小于30%液位时,抽真空启动;3)当解吸塔内的真空度小于5000Pa时,循环启动;4)当解吸塔内的真空度小于1000Pa时,加热启动;5)当成品罐中轧制油液位大于50%液位时,回流启动,系统进入运行状态。本发明通过采用先启动排油的方法,避免了热状态下开车失败的现象;采用先抽真空然后循环和加热
宽幅钛合金厚板轧制方法.pdf
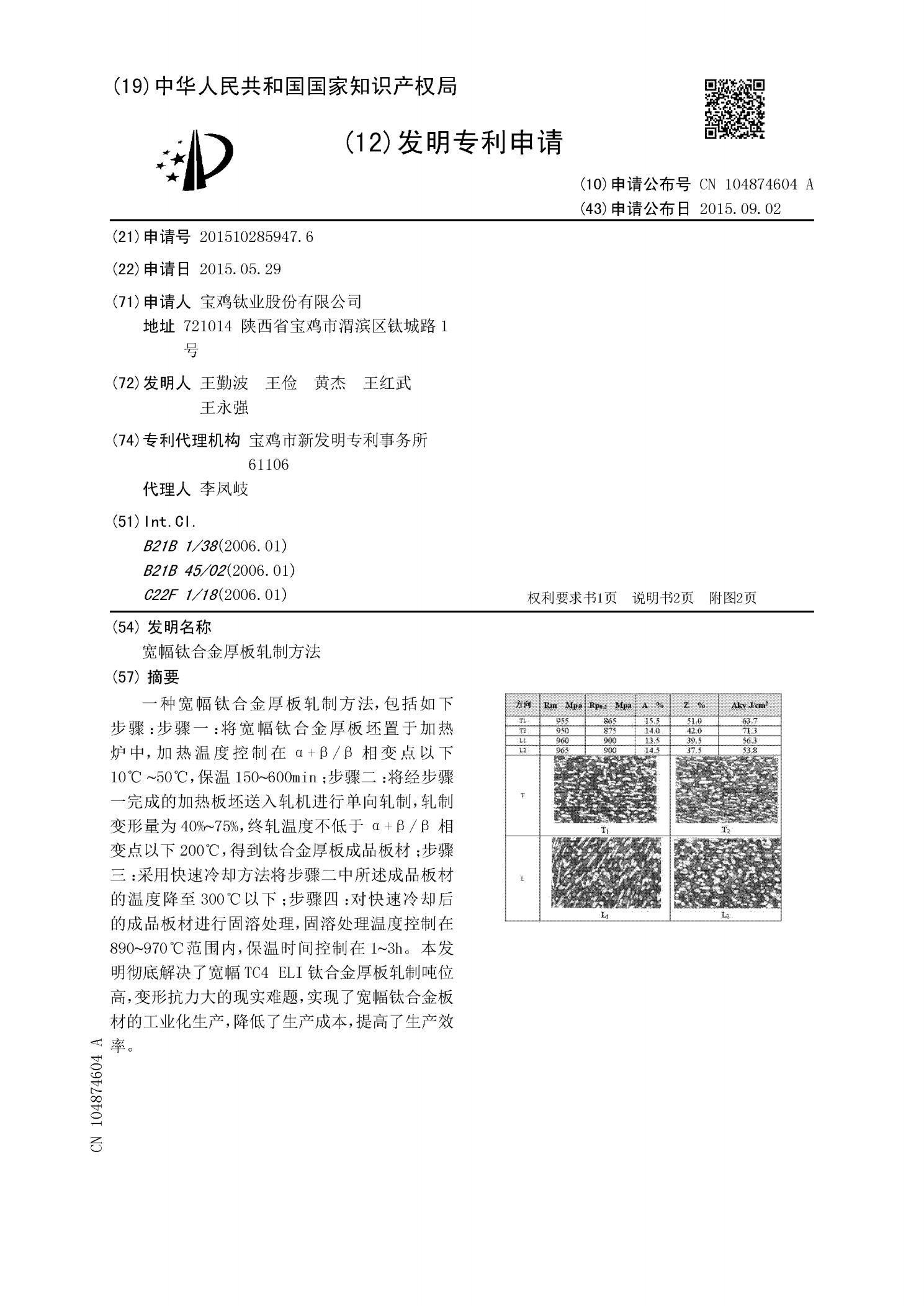
一种宽幅钛合金厚板轧制方法,包括如下步骤:步骤一:将宽幅钛合金厚板坯置于加热炉中,加热温度控制在α+β/β相变点以下10℃~50℃,保温150~600min;步骤二:将经步骤一完成的加热板坯送入轧机进行单向轧制,轧制变形量为40%~75%,终轧温度不低于α+β/β相变点以下200℃,得到钛合金厚板成品板材;步骤三:采用快速冷却方法将步骤二中所述成品板材的温度降至300℃以下;步骤四:对快速冷却后的成品板材进行固溶处理,固溶处理温度控制在890~970℃范围内,保温时间控制在1~3h。本发明彻底解决了宽幅T