
减少铝硅合金气孔缺陷的轧制设备及轧制方法.pdf

冷霜****魔王


1/8
2/8
3/8
4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

减少铝硅合金气孔缺陷的轧制设备及轧制方法.pdf
本发明涉及一种减少铝硅合金气孔缺陷的轧制设备及方法。现有的轧制方法不能很好的解决内部气孔缺陷。本发明组成包括:轧制装置,所述的轧制装置由加热炉(1)、传送带(2)、轧机(3)、合金参数检测装置、工件选择装置组成(4),所述的加热炉(1)与所述的传送带(2)连接,所述的传送带(2)与所述的轧机(3)的轧辊连接,所述的轧辊安装有合金参数检测装置,所述的轧机(3)与工件选择装置(4)连接。本发明用于测试轧制工艺参数和气孔缺陷的关系,实现提高产品质量,提高企业效益。
铝硅合金轧制系统及轧制方法.pdf
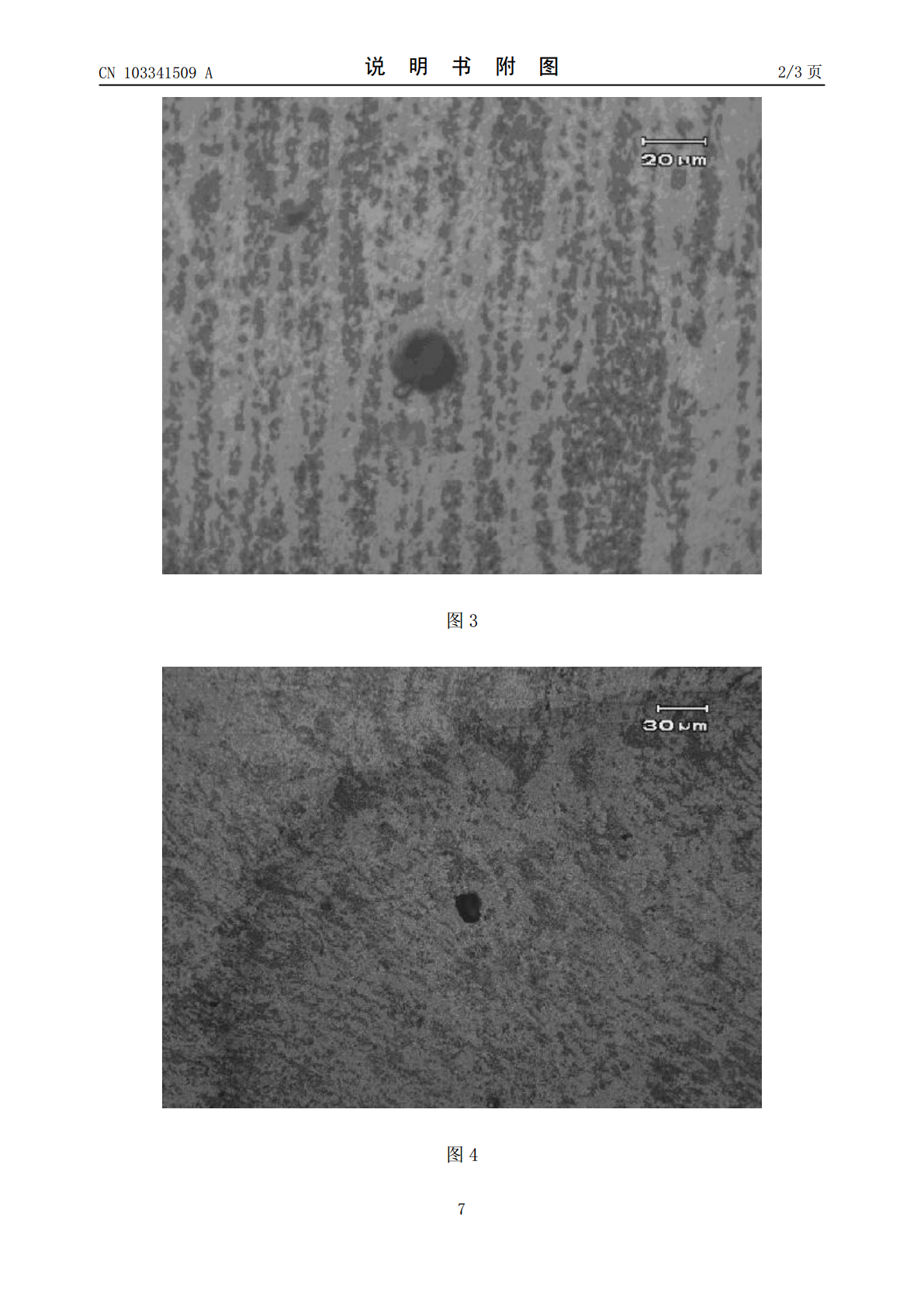
铝硅合金轧制系统及轧制方法。4004铝硅合金由粗大板片状的硅晶粒和铝基体组成,热轧过程铸锭发生复杂塑性变形,由于硅晶粒对铝基体的割裂作用,导致板带边部出现裂纹现象,经过进一步加工,板带产生裂边缺陷,限制了铝硅合金的发展。本发明的组成包括:子轧制系统A(6),所述的子轧制系统A由加热炉(1)、输送带(2)、轧机(4)组成,所述的加热炉通过所述的输送带与所述的轧机的轧辊(3)连接。本发明用于4004铝硅合金的轧制。

一种铝锂合金及轧制方法.pdf
本发明属于金属材料工程领域,涉及一种铝锂合金材料及其轧制方法。其合金成分的质量分数为Cu:3%~4.2%;Mg0.2%~1.4%;Li:0.6%~1.5%;Ag:0~1%;Zr:0.06%~0.15%;Mn:0.2%~0.6%;Zn:0~0.8%;Si≤0.08%;Fe≤0.10%;其它杂质单个≤0.05%;其它杂质总量≤0.15%,余量为Al。轧制的步骤如下:均匀化处理;轧制。本发明提出了一种铝锂合金材料及轧制方法,能避免临界饱和合金元素会产生大量晶界沉淀相,造成大量原始晶界残留,提高了高向延伸率,满
合金板材轧制设备.pdf
本发明公开了一种合金板材轧制设备,包括机架,自上而下水平可转动支承于所述机架的上支承辊、上中间辊、上工作辊、下工作辊、下中间辊和下支承辊,用于驱动所述上工作辊和下工作辊同步反向转动的驱动装置,以及用于驱动所述上中间辊和下中间辊沿轴向移动的中间辊横移驱动机构;所述驱动装置包括主驱动电机,副驱动电机以及用于将所述主驱动电机和副驱动电机的动力耦合后输出至工作辊的动力耦合装置;所述上工作辊和下工作辊之间通过相互啮合的传动齿轮副实现同步反向转动;本设备解决现有板材轧机轧辊驱动动力不足,工作轧辊轧制时挠度过大的问题。

高合金难变形无缝钢管的穿孔轧制设备和穿孔轧制方法.pdf
本发明提供一种高合金难变形无缝钢管的穿孔轧制设备和穿孔轧制方法,该穿孔轧制设备包括:加热炉,对管坯和一次穿孔后的毛管进行加热;穿孔机,对加热后的管坯进行一次穿孔或者对一次穿孔后的毛管进行二次穿孔;和轧管机,对二次穿孔后的毛管进行减壁延伸的轧制,穿孔机配备有两种顶头,分别是水冷钢顶头和钼基顶头,在穿孔机进行一次穿孔时采用钼基顶头,进行二次穿孔时采用水冷钢顶头。通过采用基于本发明的高合金难变形无缝钢管的穿孔轧制设备和穿孔轧制方法,成功实现了轧制高合金无缝钢管;且顶头寿命得到了很大的提高,每个钼基顶头平均可轧制