
一种连续退火炉板温控制方法.pdf

一吃****成益

1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连续退火炉板温控制方法.pdf
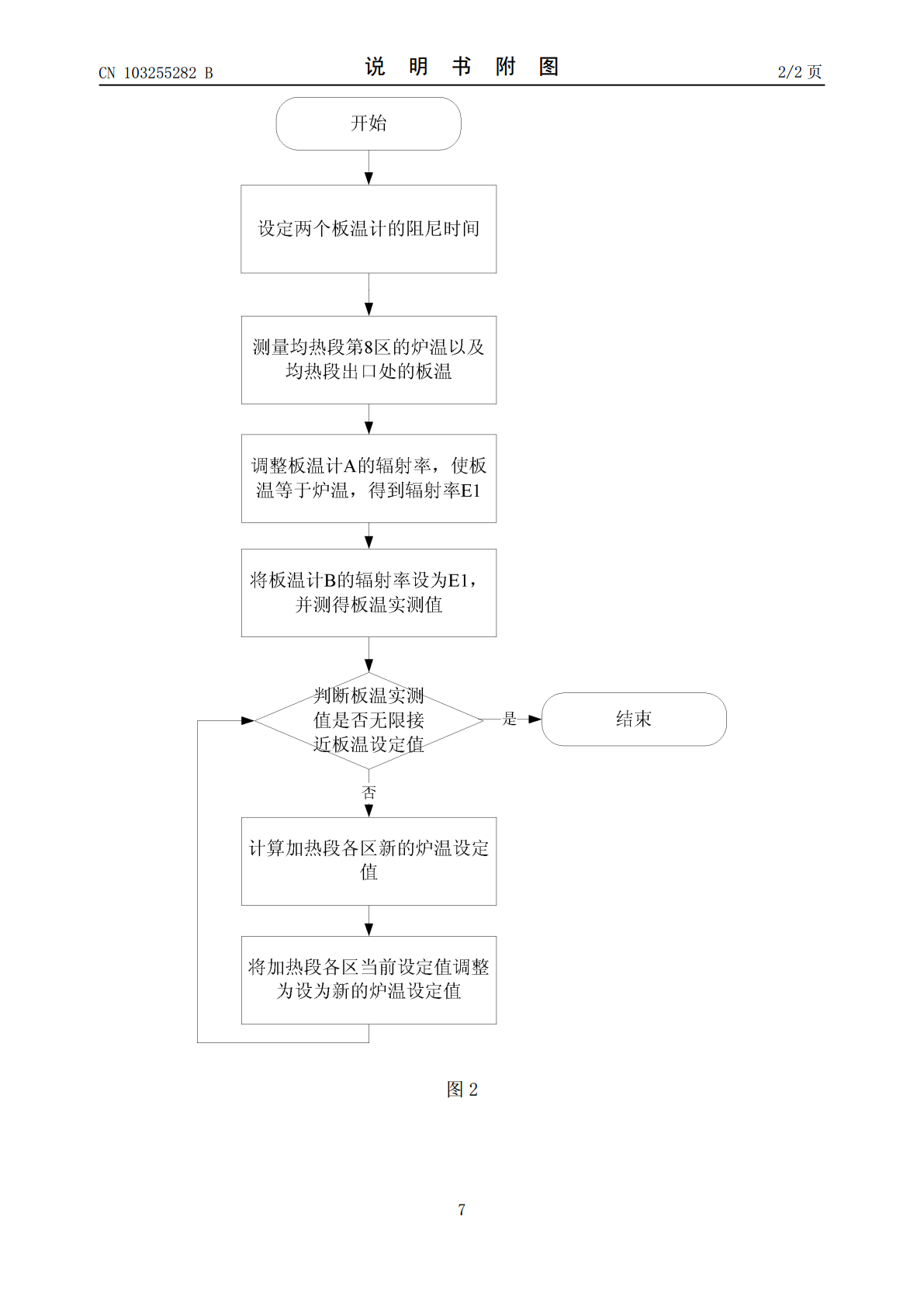
本发明公开了连续退火炉板温控制方法,该板温控制方法通过调节均热段出口板温,使其与均热段最后一个区的炉温相等,从而得到辐射率;然后利用所得辐射率测得加热段出口板温实测值,再采用炉温PID闭环控制方法以使所得的板温实测值与板温设定值无限接近,从而实现对板温的精确控制。在实际运用中,稳态时板温控制精度均在±10℃以内,使得温度控制的针对性更强,从而保证了产品的质量。
一种连续退火炉的控制方法.pdf
本发明公开了一种连续退火炉的控制方法,解决了现有技术中成品性能在很多方面不能满足用户的需求的问题,以及现有生产工艺对炉辊碳套的损伤较大,难以保证长时间稳定生产的技术问题。该控制方法应用于一由无氧化加热段、第一辐射管加热段、第一均热段、第二辐射管加热段和第二均热段依次连通的五段式连续退火炉,第一均热段设置有一加湿器,第一气体输入口通过加湿器与第一均热段连通,第二气体输入口直接与第一均热段连通;在第一时间段内,控制无氧化加热段的焦炉煤气明火加热炉处于关闭状态;在第一时间段内,控制通过第二气体输入口向第一均热段

一种控制板带钢连续退火炉碳套辊结瘤的方法.pdf
本发明提供一种控制板带钢连续退火炉碳套辊结瘤的方法,对钢带表面清洗烘干后,在接触炉辊一面喷淋或涂敷温度50-100℃的饱和NaCl水溶液并烘干,按照常规工艺进行退火处理,使微小熔融液滴状的NaCl均匀填充在石墨碳套辊高温下产生的微小孔隙中;出炉后对钢带表面进行干刷或喷淋、刷洗及清理操作。NaCl不仅起到了润滑作用,减少钢带及碳套辊之间摩擦力,而且填充碳套辊表面的微小孔隙,起到预防和控制碳套辊表面结瘤的作用,从而可延长碳套辊更换周期一倍以上,极大减少钢带表面划伤及硌印缺陷,提高钢板的表面质量,减少磨辊次数,
一种冷轧热镀锌退火炉板温协调控制系统及方法.pdf
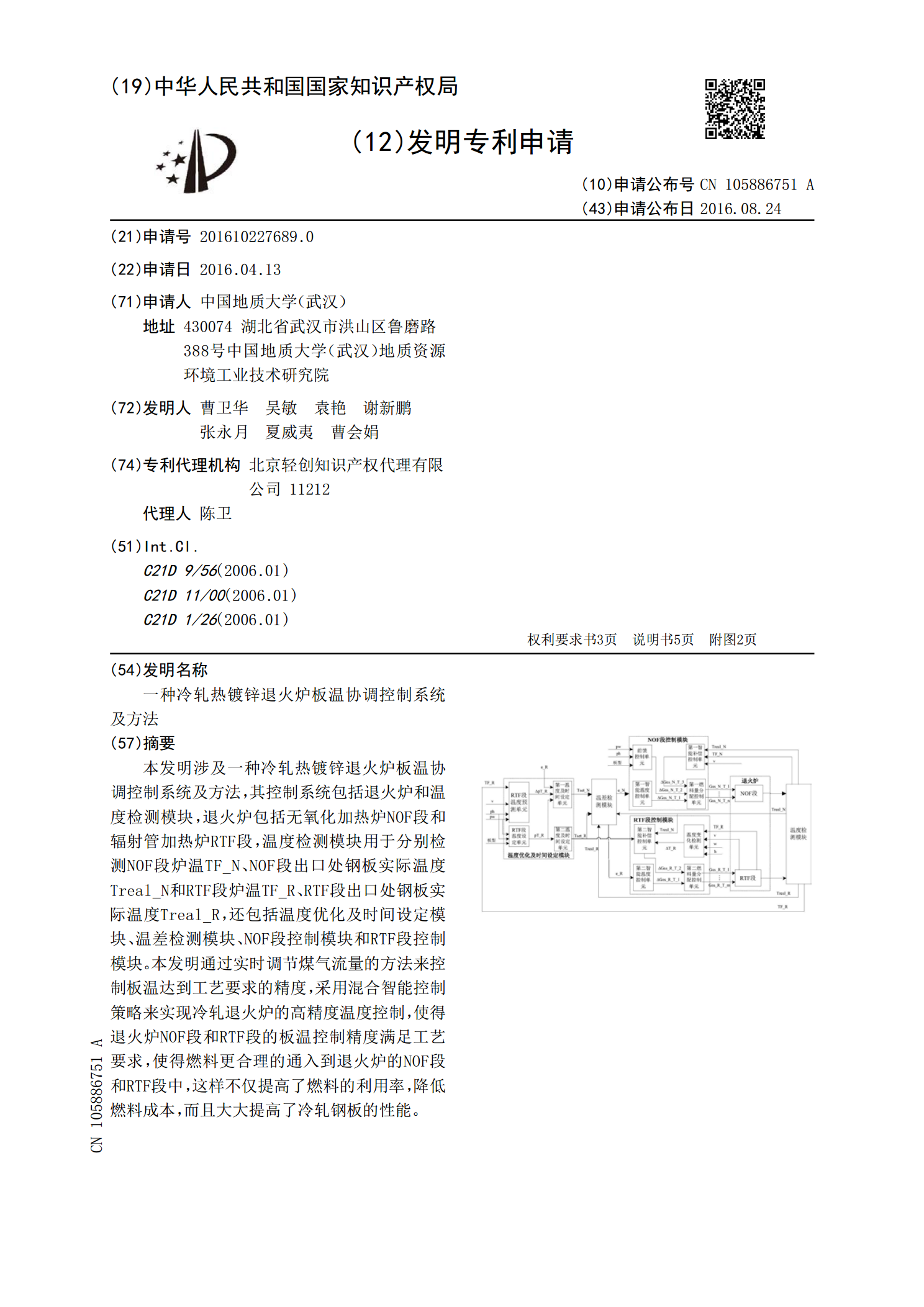
本发明涉及一种冷轧热镀锌退火炉板温协调控制系统及方法,其控制系统包括退火炉和温度检测模块,退火炉包括无氧化加热炉NOF段和辐射管加热炉RTF段,温度检测模块用于分别检测NOF段炉温TF_N、NOF段出口处钢板实际温度Treal_N和RTF段炉温TF_R、RTF段出口处钢板实际温度Treal_R,还包括温度优化及时间设定模块、温差检测模块、NOF段控制模块和RTF段控制模块。本发明通过实时调节煤气流量的方法来控制板温达到工艺要求的精度,采用混合智能控制策略来实现冷轧退火炉的高精度温度控制,使得退火炉NOF段
一种冷轧热镀锌退火炉板温协调控制系统及方法.pdf
本发明涉及一种冷轧热镀锌退火炉板温协调控制系统及方法,其控制系统包括退火炉和温度检测模块,退火炉包括无氧化加热炉NOF段和辐射管加热炉RTF段,温度检测模块用于分别检测NOF段炉温TF_N、NOF段出口处钢板实际温度Treal_N和RTF段炉温TF_R、RTF段出口处钢板实际温度Treal_R,还包括温度优化及时间设定模块、温差检测模块、NOF段控制模块和RTF段控制模块。本发明通过实时调节煤气流量的方法来控制板温达到工艺要求的精度,采用混合智能控制策略来实现冷轧退火炉的高精度温度控制,使得退火炉NOF段