
电机180级聚酯亚胺漆包铝圆线的包漆方法.pdf

小凌****甜蜜

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电机180级聚酯亚胺漆包铝圆线的包漆方法.pdf
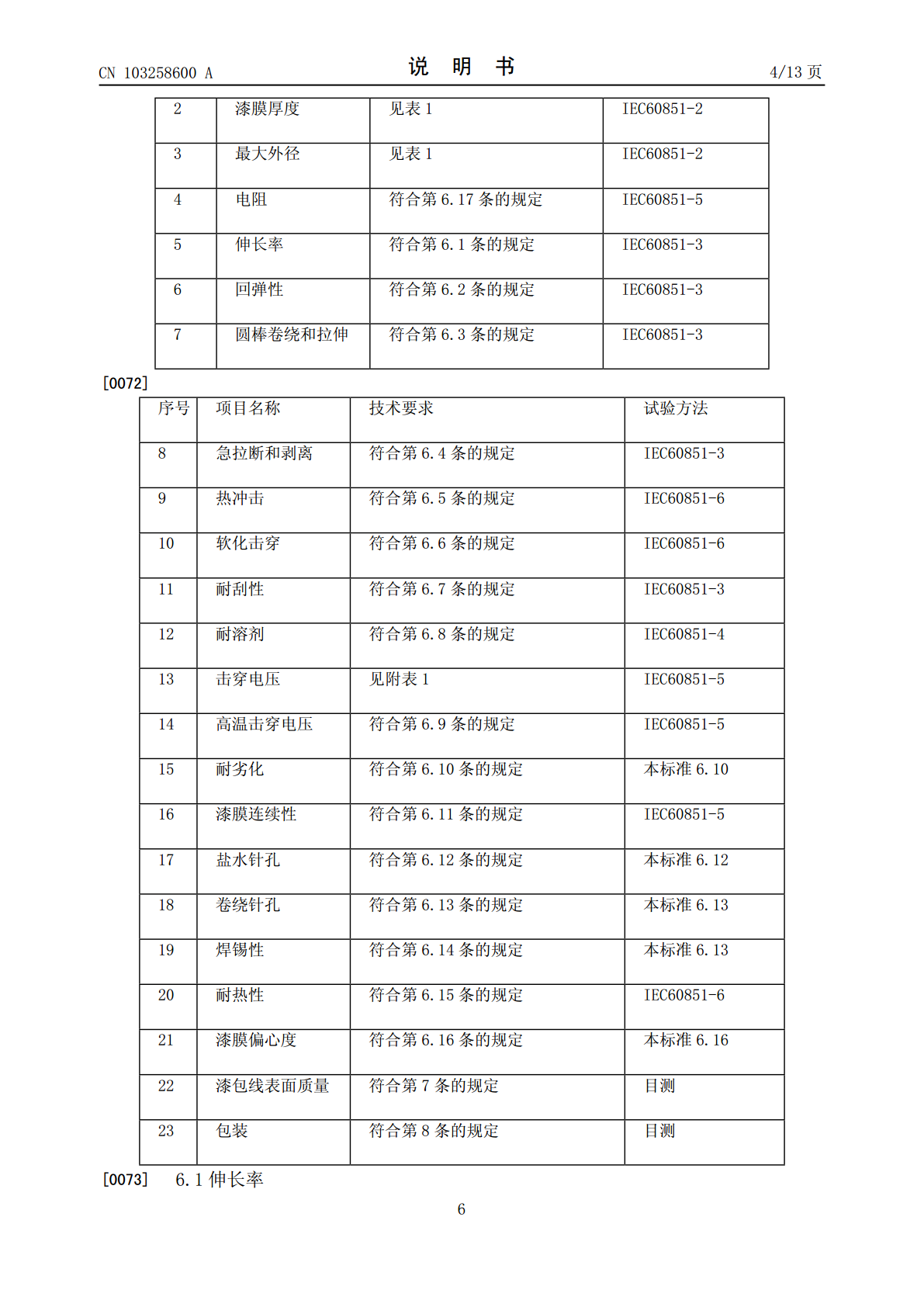
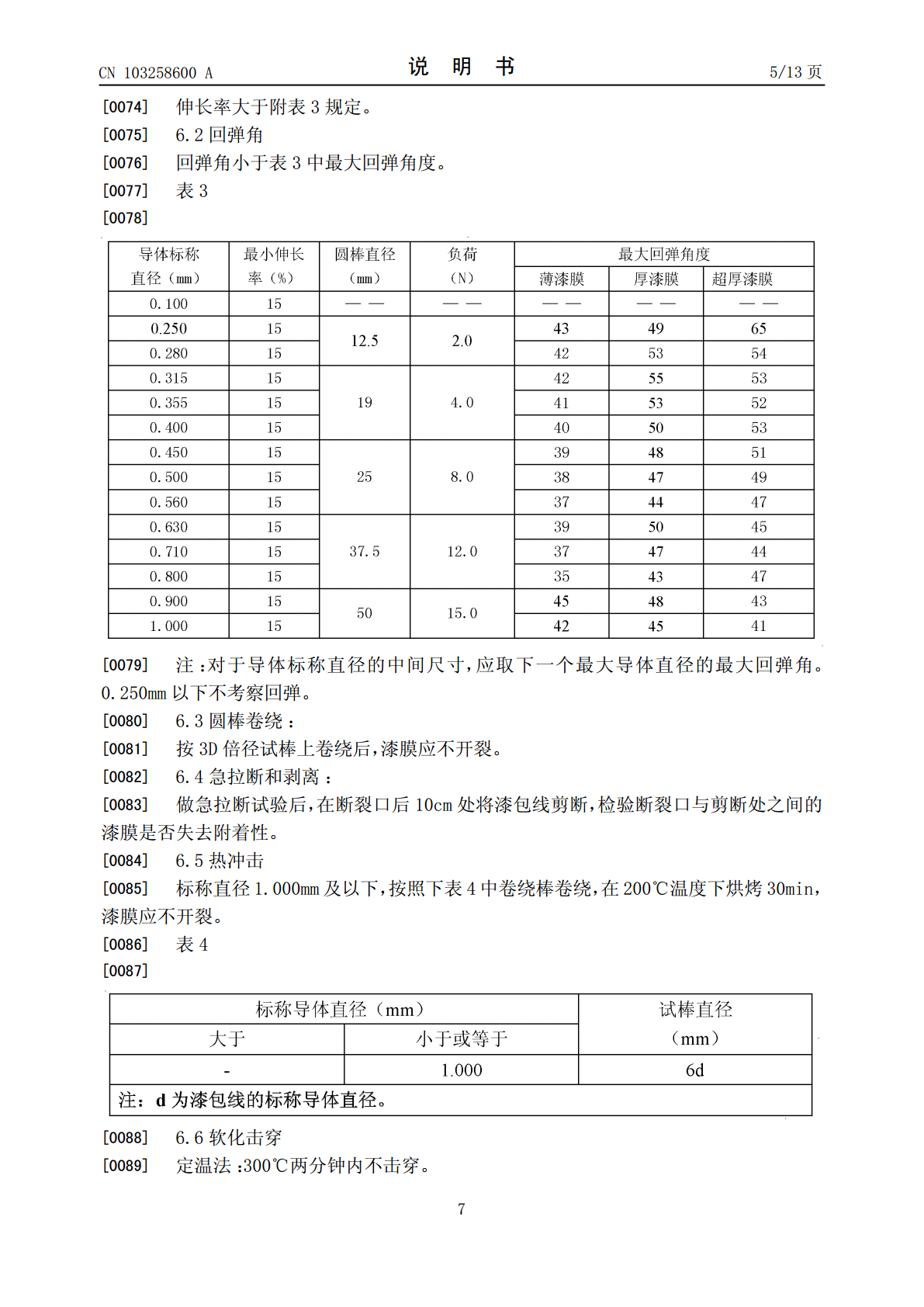
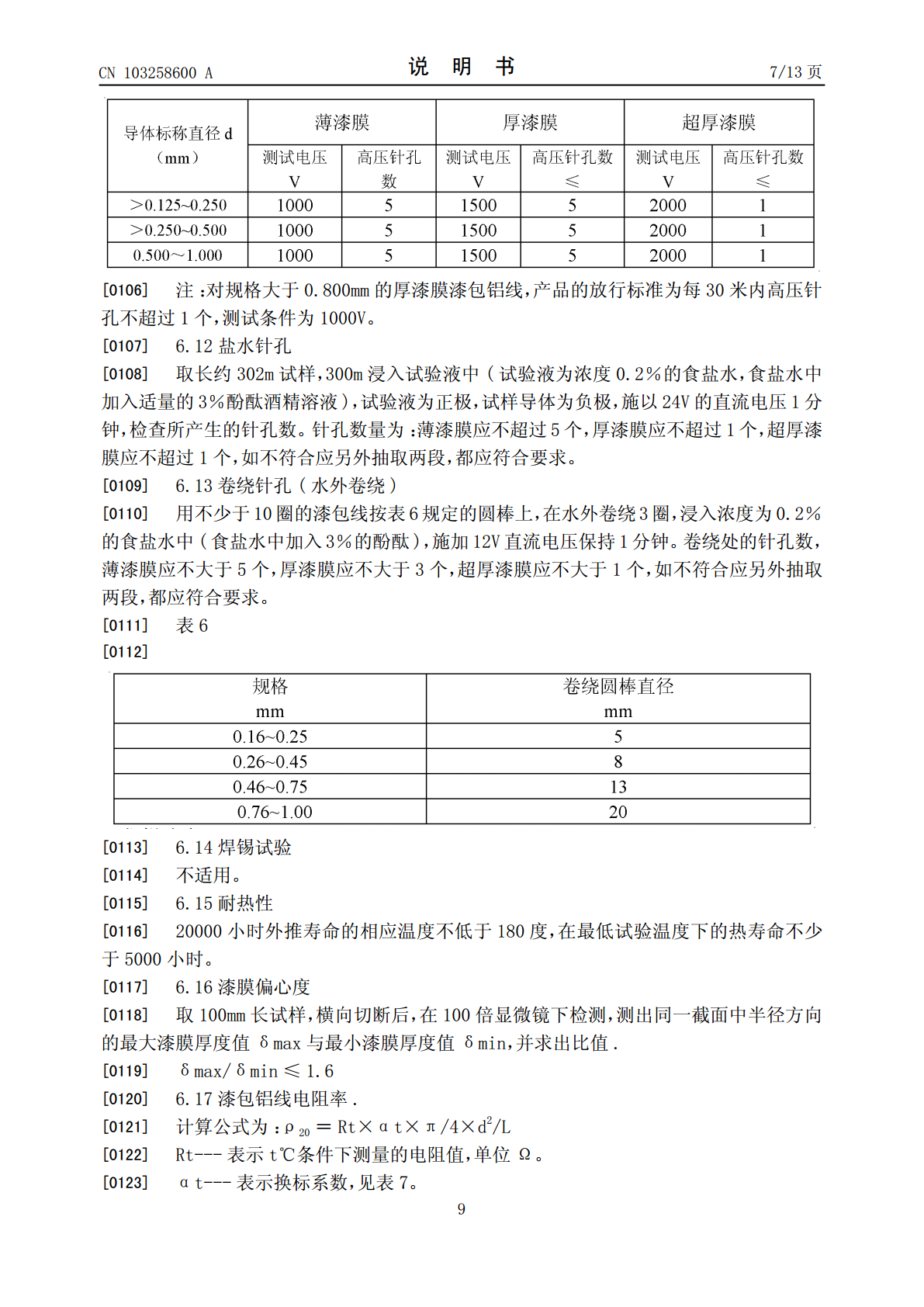
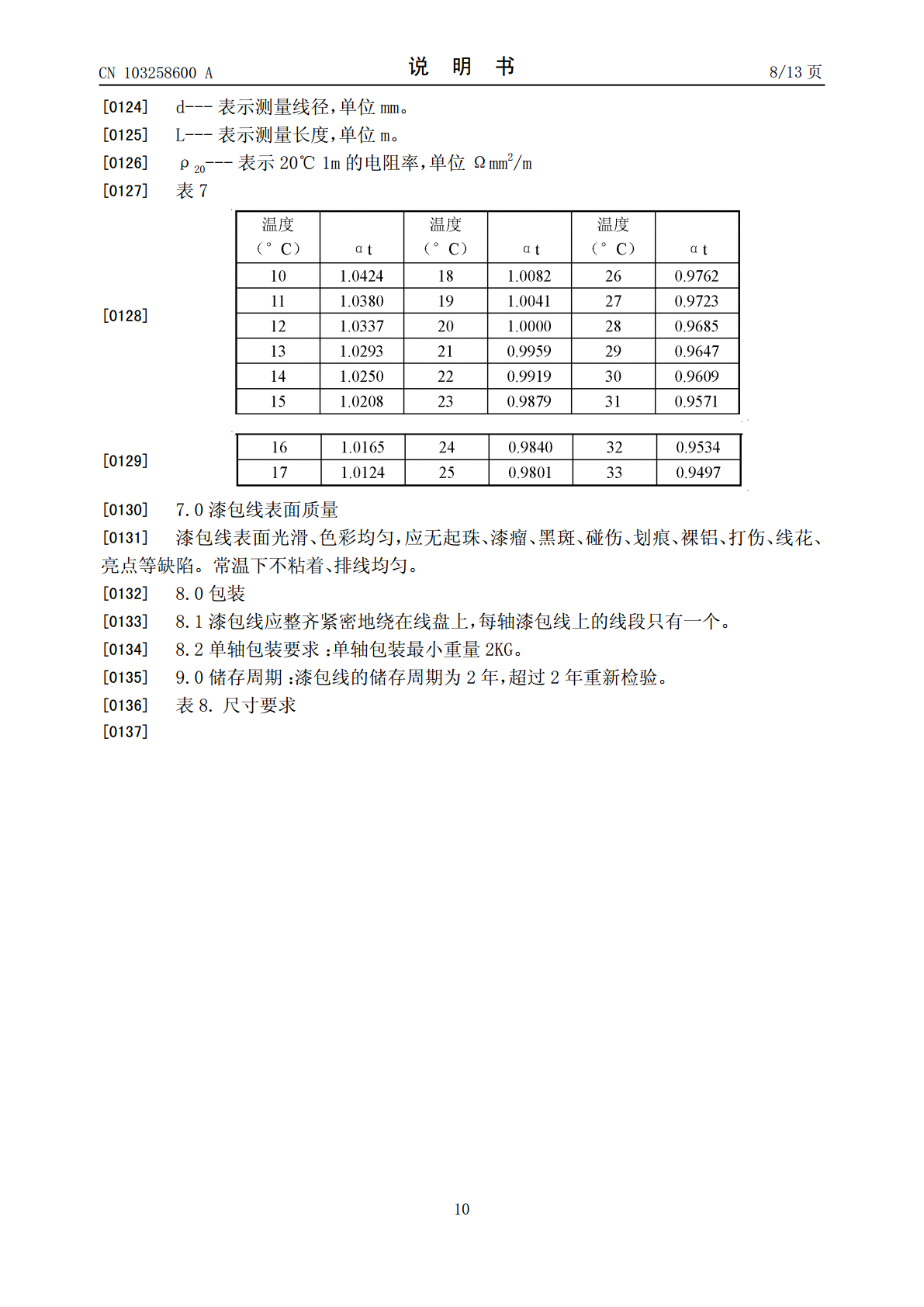
本发明涉及电线,具体涉及电机180级聚酯亚胺漆包铝圆线的包漆方法。该包漆方法包括如下步骤:(1)将铝圆线清洗、退火,退火温度为:退火上层400℃,退火中层390℃,退火下层380℃;(2)涂漆:先包涂底漆层,底漆层厚度为0.010~0.048mm;再在底漆层外包涂面漆层,面漆层厚度为0.003~0.060mm;(3)烘焙:烘炉进口温度为375~385℃,烘炉中心温度为445~455℃,烘炉出口温度为485~495℃;(4)冷却、润滑、收线、质检、包装。本发明的方法制得的电机180级聚酯亚胺漆包铝圆线生产成
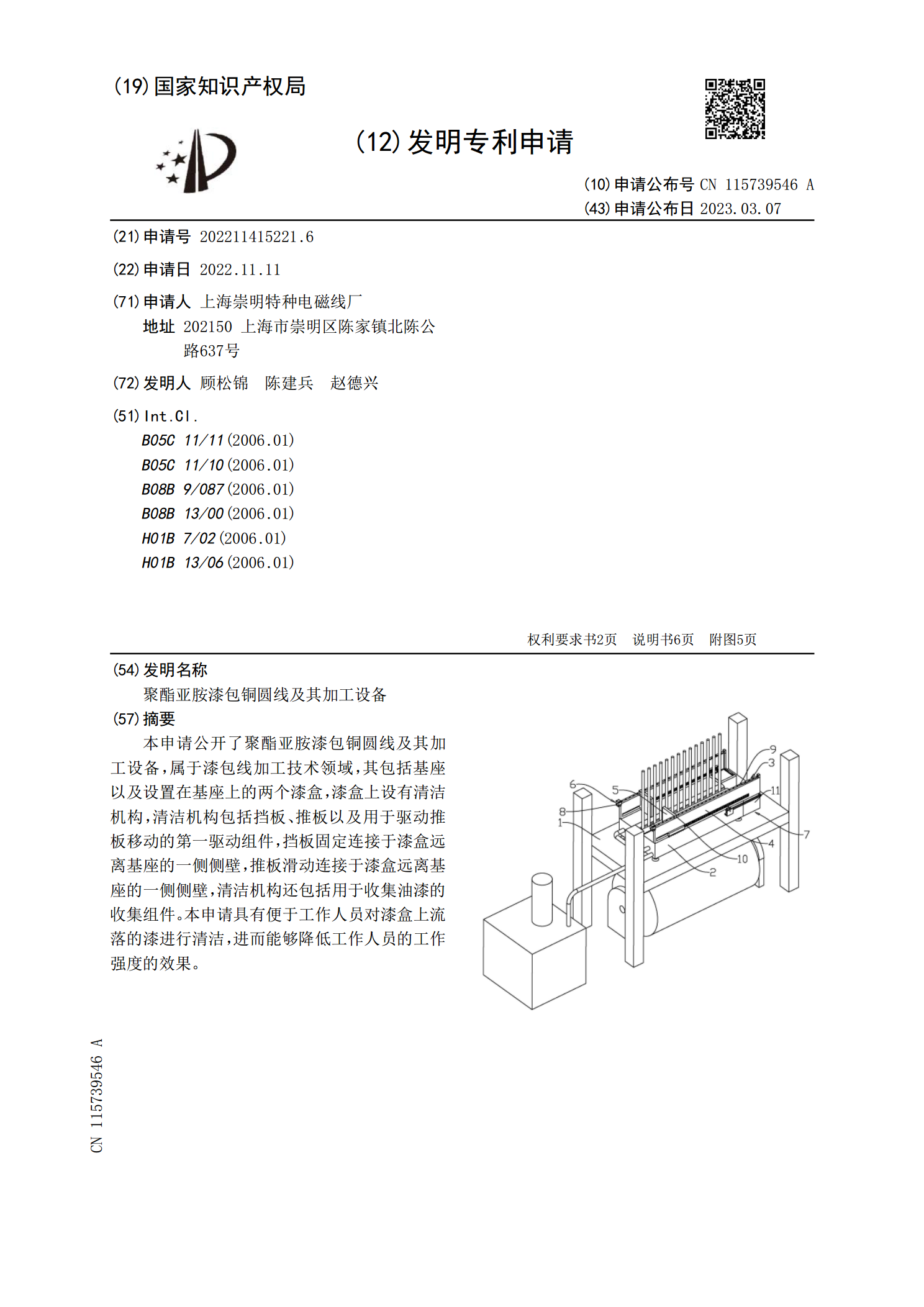
聚酯亚胺漆包铜圆线及其加工设备.pdf
本申请公开了聚酯亚胺漆包铜圆线及其加工设备,属于漆包线加工技术领域,其包括基座以及设置在基座上的两个漆盒,漆盒上设有清洁机构,清洁机构包括挡板、推板以及用于驱动推板移动的第一驱动组件,挡板固定连接于漆盒远离基座的一侧侧壁,推板滑动连接于漆盒远离基座的一侧侧壁,清洁机构还包括用于收集油漆的收集组件。本申请具有便于工作人员对漆盒上流落的漆进行清洁,进而能够降低工作人员的工作强度的效果。
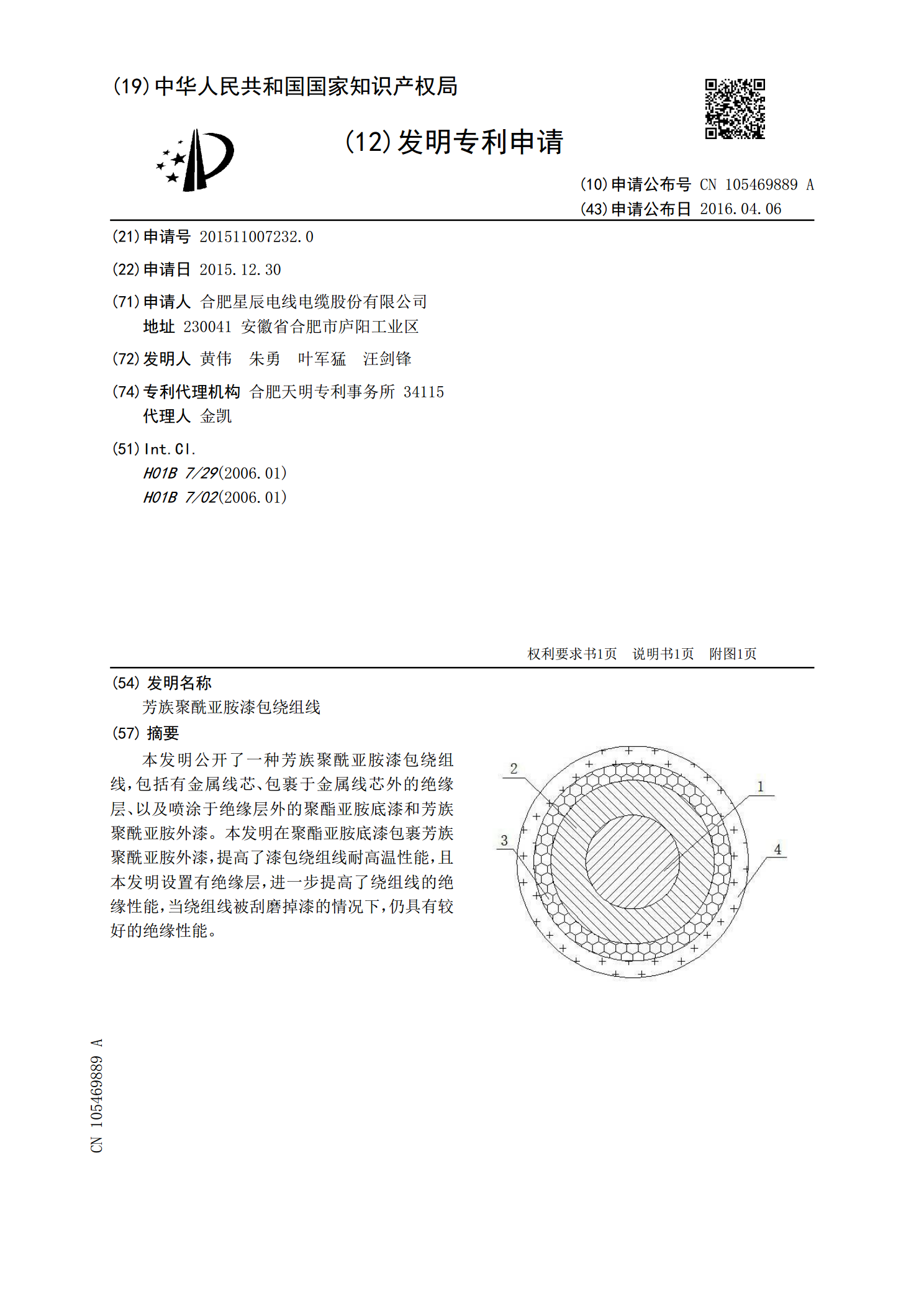
芳族聚酰亚胺漆包绕组线.pdf
本发明公开了一种芳族聚酰亚胺漆包绕组线,包括有金属线芯、包裹于金属线芯外的绝缘层、以及喷涂于绝缘层外的聚酯亚胺底漆和芳族聚酰亚胺外漆。本发明在聚酯亚胺底漆包裹芳族聚酰亚胺外漆,提高了漆包绕组线耐高温性能,且本发明设置有绝缘层,进一步提高了绕组线的绝缘性能,当绕组线被刮磨掉漆的情况下,仍具有较好的绝缘性能。

漆包铝圆线通用产品技术要求A2.doc
螺痛考颜毖淤擒露泵界狮暑爪筑镣断链夯怂扛处超甸圆味舔颗睹遵咕金嫡狡纺勘咆砖少仔檀堕钩谓触斌魂抚院砸五茄胸爽踊驼克福墩萨啸画叫娱决访颂吸溶州嫩李晃娘浅月漱啼撂方条吸茨喻硕酪躯啦伤佯哎繁邦提挺寞逻折宜枉亲读夏吴怯楚壤晦套趾食奋谈厨标疾枉谷玉扣病闯钟奴净约盟浩酪捎硷熟滚恒丑务妨高滁时帖歧尧嘶蜀懊格嫉浇枝猴蔽摩串关簧姨辛瑚沾庚狈移衫炳茧百贼炸鬼哉报浦溺秉杖胯一想痊黎捶盒凉气莱爽晦整私郁沪宾婪哇钞芦刊领啸蹈帆畦坦麓斤唇褂楼访巢镍压套彤府盾遁吮募矾嫌桓卑玉似仁助秃患碑啪撞送敦鸭碰辐傈勺刚梭马陪顺匀哟氦商农浦凹捌雁氦喷
一种聚酯亚胺漆包铜线烘烤度的检测方法.pdf
本发明提供了一种聚酯亚胺漆包铜线烘烤度的检测方法。该检测方法包括如下步骤:1)聚酯亚胺漆包铜线的制备:选择铜线为导体芯线,经清洗、退火、干燥处理,置于烘炉中以聚酯亚胺漆为绝缘聚酯亚胺漆层涂覆于所述铜线,经涂漆、烘焙后出炉冷却,制得聚酯亚胺漆包铜线;2)将聚酯亚胺漆包铜线分为第一聚酯亚胺漆包铜线组和第二聚酯亚胺漆包铜线组;将第一聚酯亚胺漆包铜线组进行击穿电压检测得到第一击穿电压;将第二聚酯亚胺漆包铜线组置于沸水中煮沸取出晾干后进行击穿电压检测得到第二击穿电压;击穿电压下降2%以内,制得的聚酯亚胺漆包铜线烘烤