
无缝钢管轧管机芯棒的预热方法.pdf

是你****优呀


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

无缝钢管轧管机芯棒的预热方法.pdf
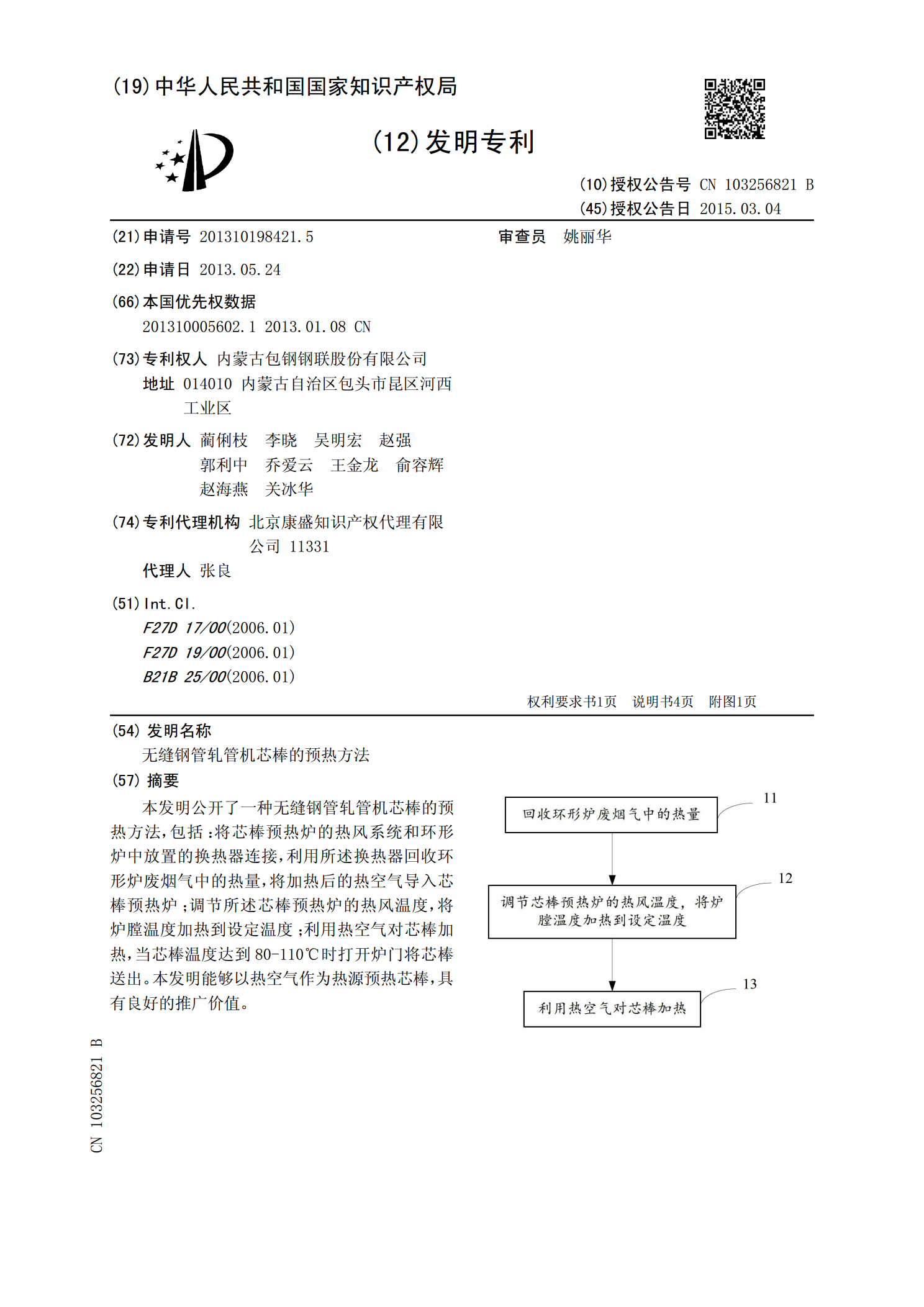
本发明公开了一种无缝钢管轧管机芯棒的预热方法,包括:将芯棒预热炉的热风系统和环形炉中放置的换热器连接,利用所述换热器回收环形炉废烟气中的热量,将加热后的热空气导入芯棒预热炉;调节所述芯棒预热炉的热风温度,将炉膛温度加热到设定温度;利用热空气对芯棒加热,当芯棒温度达到80‑110℃时打开炉门将芯棒送出。本发明能够以热空气作为热源预热芯棒,具有良好的推广价值。
无缝钢管轧管机芯棒的预热方法.pdf
本发明公开了一种无缝钢管轧管机芯棒的预热方法,包括:将芯棒预热炉的热风系统和环形炉中放置的换热器连接,利用所述换热器回收环形炉废烟气中的热量,将加热后的热空气导入芯棒预热炉;调节所述芯棒预热炉的热风温度,将炉膛温度加热到设定温度;利用热空气对芯棒加热,当芯棒温度达到80-110℃时打开炉门将芯棒送出。本发明能够以热空气作为热源预热芯棒,具有良好的推广价值。

多排辊轧管机芯棒断裂原因的研究.docx
多排辊轧管机芯棒断裂原因的研究多排辊轧管机是一种广泛应用于金属管材加工领域的设备,其核心部件是机芯棒。然而,在使用过程中,机芯棒可能会发生断裂,严重影响机器的正常运行和生产效率。因此,研究多排辊轧管机芯棒断裂的原因具有重要意义。一、多排辊轧管机芯棒断裂的常见原因1.材料强度不足:机芯棒作为重要部件,需要具备足够的材料强度,以承受高负荷和剧烈的冲击。如果材料的强度不足,就容易导致机芯棒断裂。2.缺陷和裂纹:机芯棒在制造过程中,可能存在不良的制造工艺或材料缺陷,例如夹杂物、气泡等。这些缺陷会使机芯棒的结构不均
连轧管机芯棒用钢及其制备工艺.pdf
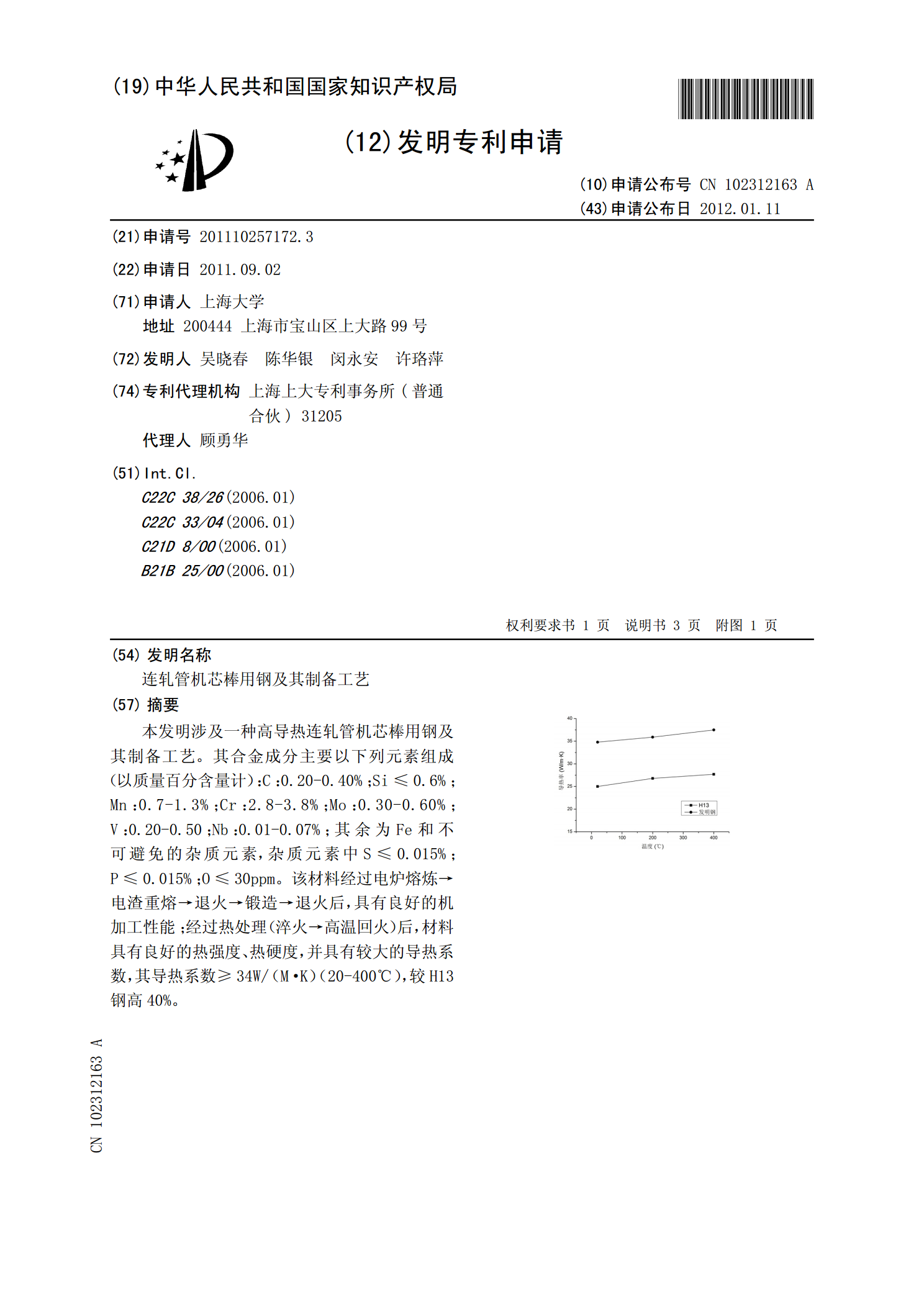
本发明涉及一种高导热连轧管机芯棒用钢及其制备工艺。其合金成分主要以下列元素组成(以质量百分含量计):C:0.20-0.40%;Si≤0.6%;Mn:0.7-1.3%;Cr:2.8-3.8%;Mo:0.30-0.60%;V:0.20-0.50;Nb:0.01-0.07%;其余为Fe和不可避免的杂质元素,杂质元素中S≤0.015%;P≤0.015%;O≤30ppm。该材料经过电炉熔炼→电渣重熔→退火→锻造→退火后,具有良好的机加工性能;经过热处理(淬火→高温回火)后,材料具有良好的热强度、热硬度,并具有较大的

多排辊轧管机芯棒表面磨损的研究.docx
多排辊轧管机芯棒表面磨损的研究多排辊轧管机芯棒表面磨损的研究摘要:随着工业的发展和技术的进步,轧管机在钢铁行业中扮演着重要的角色。多排辊轧管机是一种常用的设备,用于制造高质量的管材。然而,机芯棒表面磨损是多排辊轧管机中常见的问题,它会降低机器的效率并导致管材质量下降。本文通过对多排辊轧管机机芯棒表面磨损现象进行详细研究,提出了一些解决方法和改进措施,以提高机器的使用寿命和生产效率。引言:多排辊轧管机是一种广泛应用于钢铁行业的设备,它通过多个辊轮的旋转运动将金属坯料轧制成所需的管材。在这个过程中,机芯棒是关