
高速钢复合轧辊的制造方法.pdf

景福****90

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高速钢复合轧辊的制造方法.pdf
本发明公开了一种高速钢复合轧辊的制造方法,包括以下步骤:根据需要熔炼的高速钢轧辊的成分要求将原料置于中频感应炉中进行熔炼;炉前处理;采用三层复合及离心工艺浇注轧辊;粗加工;热处理;精加工;其中,所述熔炼包括外层钢液冶炼、中间层金属液熔化和芯部铁水熔化,所述热处理包括淬火和回火工艺,所述回火工艺为400-450℃保温10-15小时,再随炉冷却至100℃以下后出炉空冷。通过上述方式,本发明能够解决外层和芯部不同材质之间难以结合的问题,实现中间层的过渡结合,具有极好的耐磨性及较高的硬度,可保证辊面质量。
高钒高速钢复合轧辊的制造方法.pdf
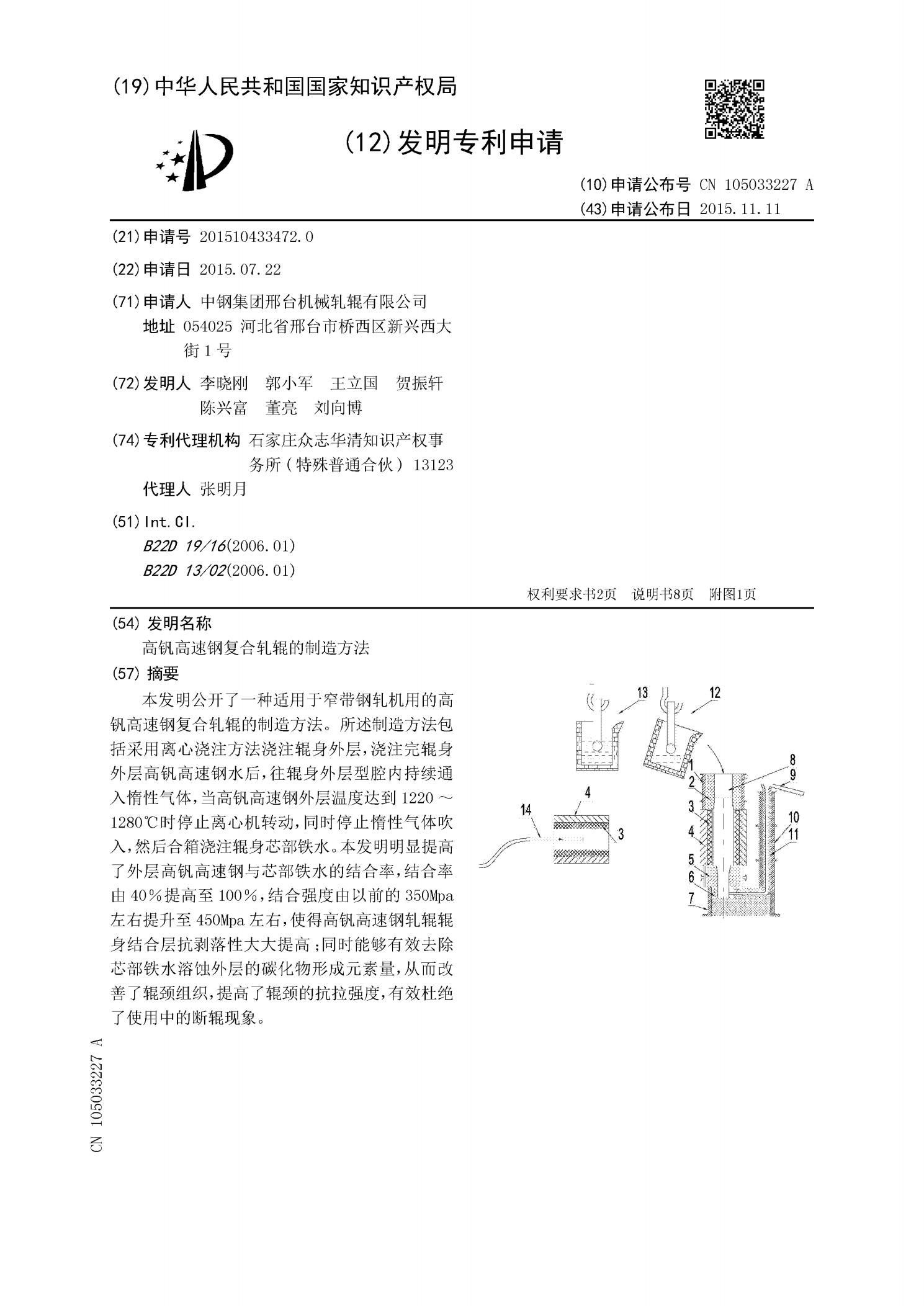
本发明公开了一种适用于窄带钢轧机用的高钒高速钢复合轧辊的制造方法。所述制造方法包括采用离心浇注方法浇注辊身外层,浇注完辊身外层高钒高速钢水后,往辊身外层型腔内持续通入惰性气体,当高钒高速钢外层温度达到1220~1280℃时停止离心机转动,同时停止惰性气体吹入,然后合箱浇注辊身芯部铁水。本发明明显提高了外层高钒高速钢与芯部铁水的结合率,结合率由40%提高至100%,结合强度由以前的350Mpa左右提升至450Mpa左右,使得高钒高速钢轧辊辊身结合层抗剥落性大大提高;同时能够有效去除芯部铁水溶蚀外层的碳化物形
一种高硼高速钢离心复合轧辊的制造方法.pdf
一种高硼高速钢离心复合轧辊的制造方法,属于轧钢技术领域包括造型、熔炼、浇注、开箱、热处理,在高速钢外层铁水出炉前,向熔炼炉内加入硼铁,出炉时加入一定量的氮化合金剂,外层浇注一段时间后浇入一次芯,待合箱后再浇入芯部铁水。本申请的制造工艺降低了劳动强度,节约生产成本;高速钢轧辊基体强度提高;克服了传统高速钢轧辊在棒材切分机架的使用问题,适应了棒材切分机架轧制环境。
高速钢复合轧辊及其制备方法.pdf
本发明公开了一种高速钢复合轧辊,包括外层和辊芯,所述外层的化学组成成分(质量分数,%)是:0.5-0.8C,1.5-1.8B,8.0-11.0Cr,4.0-5.5Mo,1.0-1.2V,2.0-2.5Al,0.1-0.4Ni,0.04-0.08Mg,0.06-0.15Ti,Si<0.7,Mn<0.4,S<0.04,P<0.05,余量为Fe;所述辊芯是球墨铸铁。本发明还公开了上述复合轧辊的制备方法:将复合轧辊外层和辊芯分别用电炉熔炼,采用离心铸造方法复合成形。该复合轧辊取消高温热处理,工艺简便,能耗低。轧辊
复合变质处理高速钢轧辊制备方法.pdf
复合变质处理高速钢轧辊制备方法,属于轧钢技术领域。在中频感应电炉内熔炼高速钢轧辊材料,并将炉内钢水的化学组成及其质量分数控制在2.32‑2.49%C,4.17‑4.33%W,4.80‑4.98%Mo,9.63‑9.85%Cr,0.48‑0.66%Mn,0.57‑0.81%Si,