
一种用耐高温材料制成的铸造浇铸模具工艺.pdf

一吃****书竹

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用耐高温材料制成的铸造浇铸模具工艺.pdf
一种用耐高温材料制成的铸造浇铸模具工艺,其工艺过程是:1、按产品的技术文件设计金属型具生产出用耐高温的材料制成的浇铸壳型和用覆膜砂制成的浇铸壳型芯;2、每种半成品浇铸型完成后,通过人工组壳,合芯等程序来完成浇铸前的成品耐高温泥型;3、将耐高温材料制成的浇铸泥型用卡具固定在浇铸池内准备浇铸。4、通过中频电炉将生铁熔炼成铁水,并将铁水浇铸在预先固定好的耐高温材料制成泥型内完成产品;5、铸件毛坯完成后,需要打掉浇口和冒口,经过打磨喷砂,化验,检验成合格产品。本发明的工艺不用埋砂浇铸,即环保卫生,无污染,又节约费
利用热模具浇铸的铸造工艺.pdf
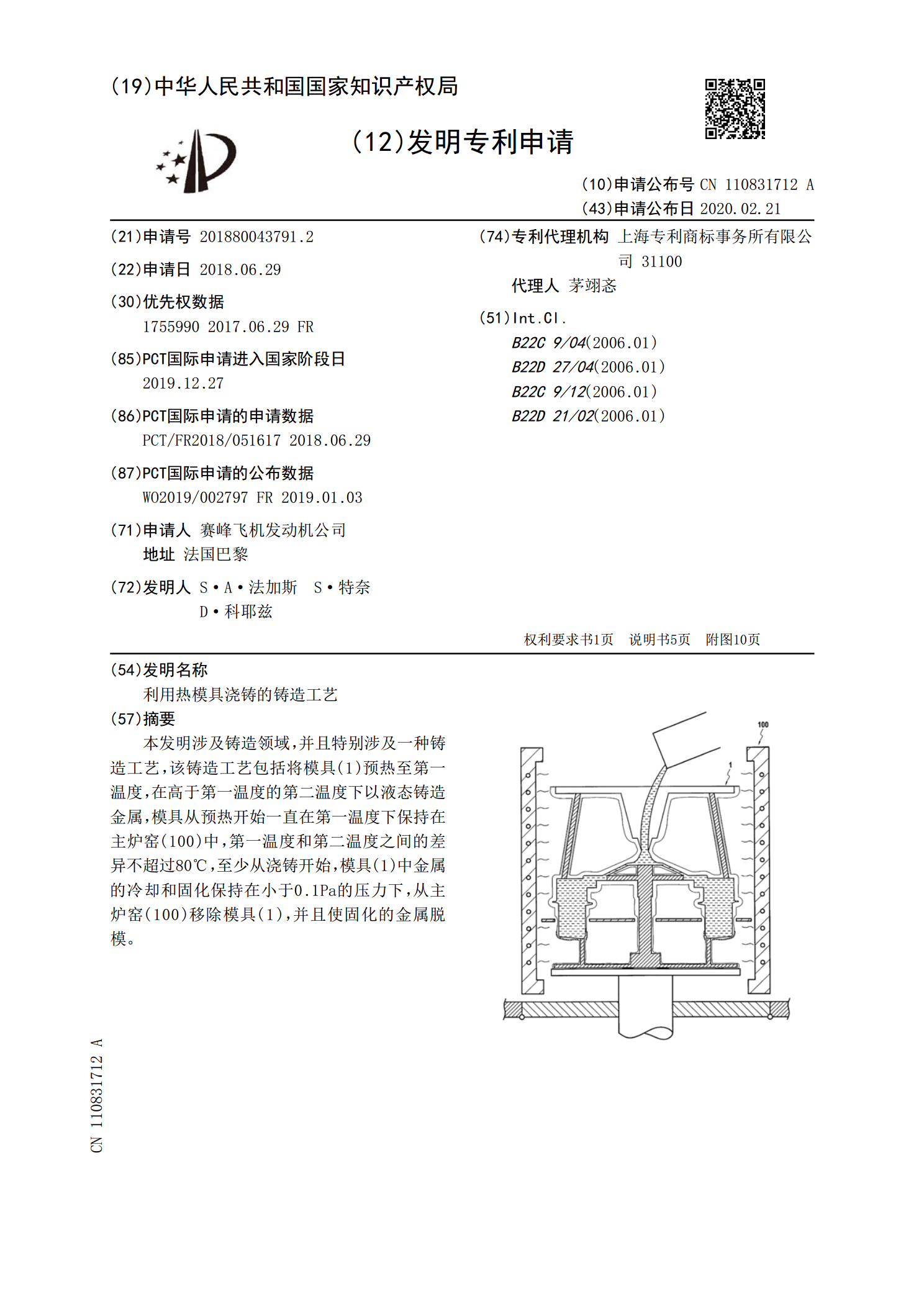
本发明涉及铸造领域,并且特别涉及一种铸造工艺,该铸造工艺包括将模具(1)预热至第一温度,在高于第一温度的第二温度下以液态铸造金属,模具从预热开始一直在第一温度下保持在主炉窑(100)中,第一温度和第二温度之间的差异不超过80℃,至少从浇铸开始,模具(1)中金属的冷却和固化保持在小于0.1Pa的压力下,从主炉窑(100)移除模具(1),并且使固化的金属脱模。
一种箱体铸造用浇铸工艺.pdf
本发明公开了一种箱体铸造用浇铸工艺,括熔炼步骤,浇灌步骤,冷却成形步骤和脱模步骤,工艺步骤:通过电磁吸盘吸取将铁合金原料,进而将铁合金原料投入金属熔炼炉中,将金属熔炼炉内部的温度加热到1500℃使铁合金原料融化为液体,然后通过真空保温管将金属熔液导出有益效果:本发明采用与风电齿轮箱的箱体形状相同的箱体模具对浇铸的箱体进行限制,进而使的沉入冷却池中的箱体模具可以有效的将箱体的热量通过较薄的外壁传导在水中,通过水流的温度吸收想退的温度,进而快速的使箱体快速的冷却,大大的减少制造一个风电齿轮箱箱体花费的时间,大
一种浇铸用模具.pdf
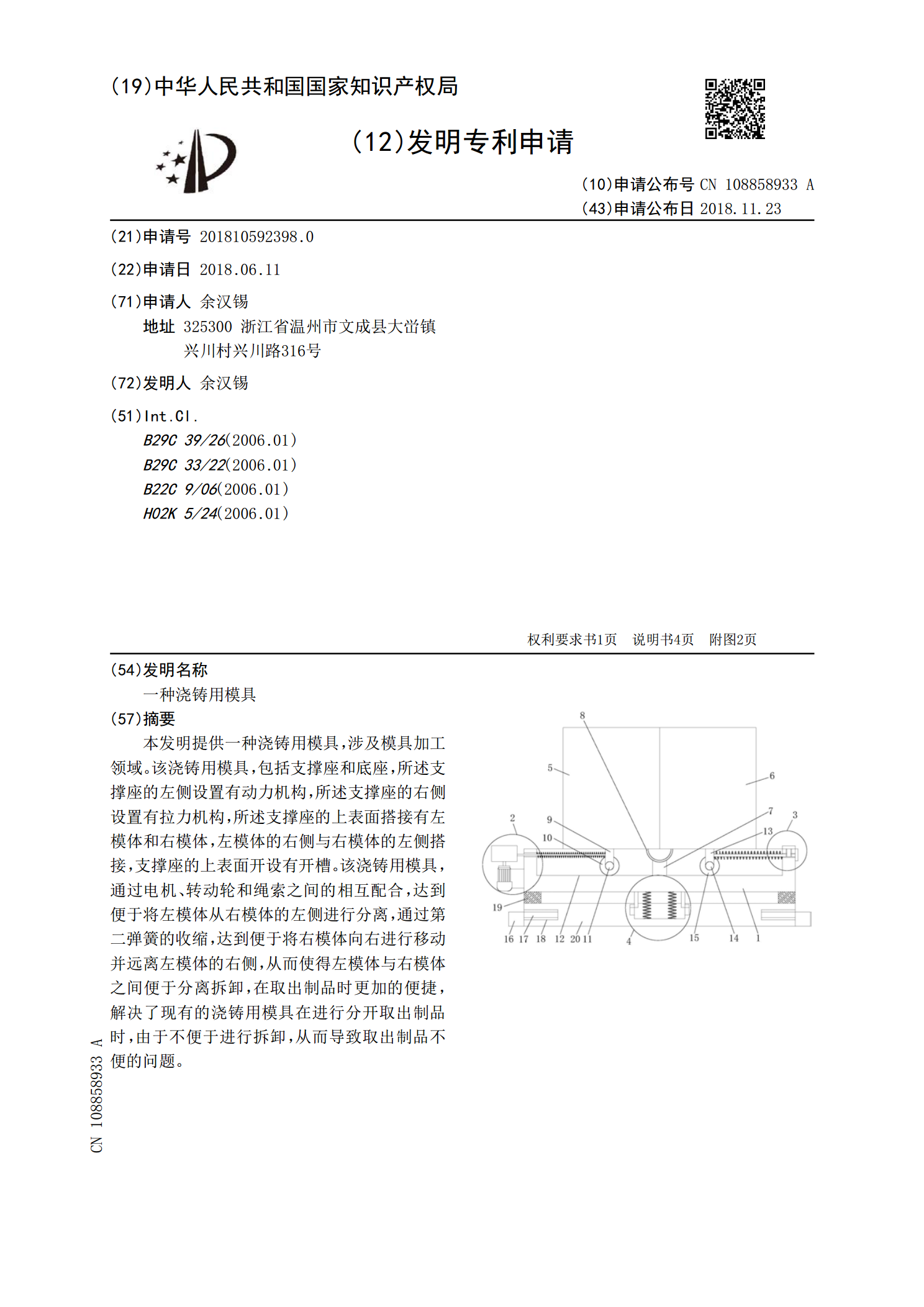
本发明提供一种浇铸用模具,涉及模具加工领域。该浇铸用模具,包括支撑座和底座,所述支撑座的左侧设置有动力机构,所述支撑座的右侧设置有拉力机构,所述支撑座的上表面搭接有左模体和右模体,左模体的右侧与右模体的左侧搭接,支撑座的上表面开设有开槽。该浇铸用模具,通过电机、转动轮和绳索之间的相互配合,达到便于将左模体从右模体的左侧进行分离,通过第二弹簧的收缩,达到便于将右模体向右进行移动并远离左模体的右侧,从而使得左模体与右模体之间便于分离拆卸,在取出制品时更加的便捷,解决了现有的浇铸用模具在进行分开取出制品时,由于
一种飞轮浇铸用模具.pdf
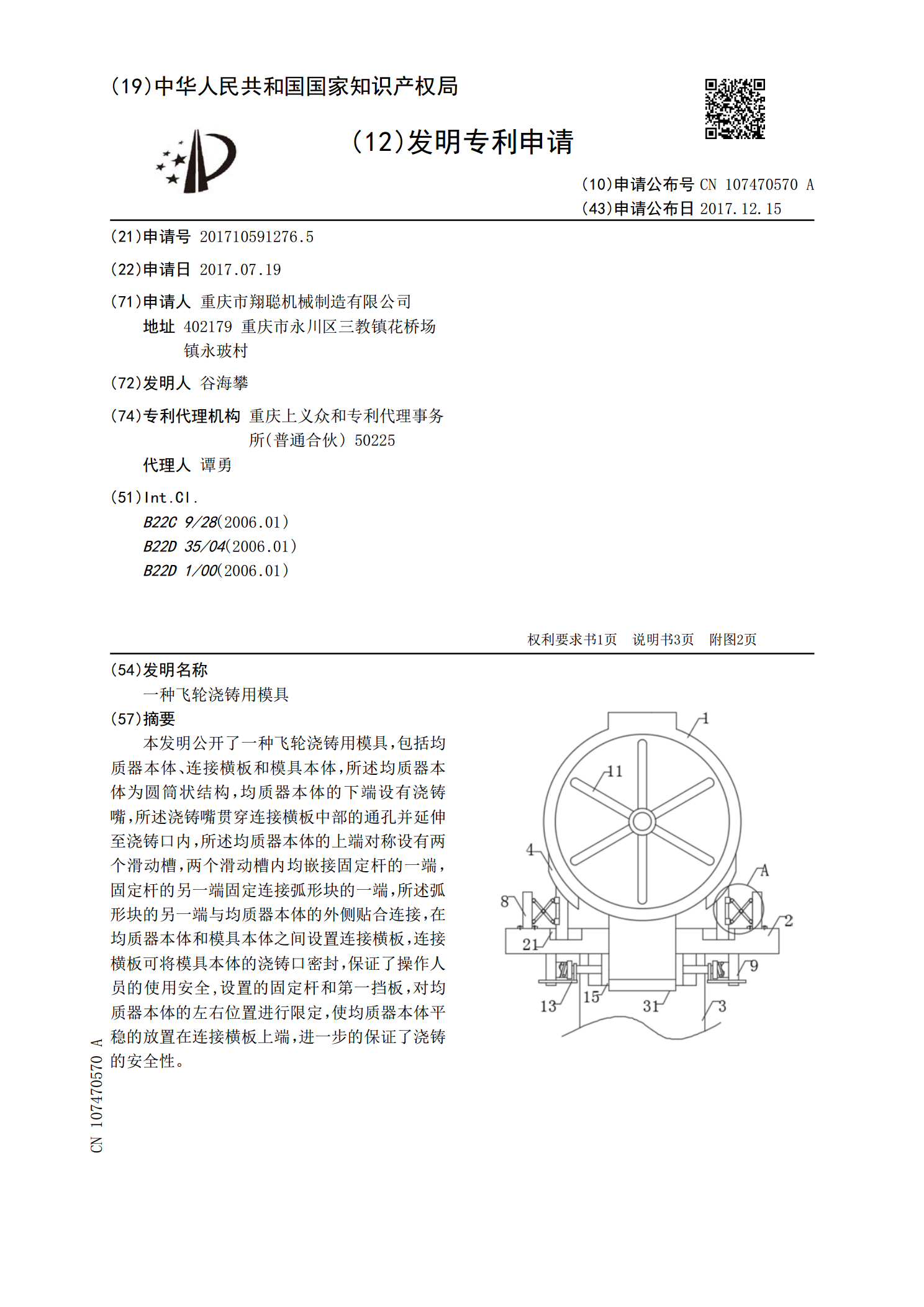
本发明公开了一种飞轮浇铸用模具,包括均质器本体、连接横板和模具本体,所述均质器本体为圆筒状结构,均质器本体的下端设有浇铸嘴,所述浇铸嘴贯穿连接横板中部的通孔并延伸至浇铸口内,所述均质器本体的上端对称设有两个滑动槽,两个滑动槽内均嵌接固定杆的一端,固定杆的另一端固定连接弧形块的一端,所述弧形块的另一端与均质器本体的外侧贴合连接,在均质器本体和模具本体之间设置连接横板,连接横板可将模具本体的浇铸口密封,保证了操作人员的使用安全,设置的固定杆和第一挡板,对均质器本体的左右位置进行限定,使均质器本体平稳的放置在连