
钢绞线断丝修补工艺.pdf

Ke****67

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢绞线断丝修补工艺.pdf
本发明公开了钢绞线断丝修补工艺,该钢绞线断丝修补工艺,用于断裂处位于中频炉前的修补工艺,包括以下步骤:关闭中频炉—利用点焊的方法,将断开的钢丝焊接于钢束上—开启中频炉,使修补段通过中频炉—截去修补段。本发明的钢绞线断丝修补工艺,采用点焊的方法代替扎丝,使修复后的钢绞线的修复处能够从中频炉中穿过,继续进行稳定化处理,减少了废料的产生,提高了成材率。

钢绞线断丝检测装置.pdf
本发明涉及一种钢绞线断丝检测装置,主要用于钢绞线生产过程中工字轮放线时发生断丝的检测。包括压线轮(2)、支撑轮(3)、限位开关(4)、小船支架(5)、无线发射装置(6)和无线接收装置,所述压线轮(2)呈悬臂状转动连接在小船支架(5)上,支撑轮(3)固定连接在小船支架(5)上,压线轮(2)压在工字轮放线出口处(1)的钢丝上,支撑轮(3)支撑在工字轮放线出口处(1)的钢丝上,限位开关(4)固定设置在小船支架(5)上,限位开关(4)在所述小船支架(5)上的位置与压线轮(2)下落位置相对应,无线发射装置

预应力钢绞线断丝、滑丝的处理.doc
。-可编辑修改-预应力钢绞线断丝、滑丝的处理新桥预应力钢绞线施工过程中,由于操作失误或千斤顶压力不准确或锚具安装误差、预应力钢绞线夹片质量差等原因,有时会发生断丝和滑丝的情况,当断丝或滑丝数不超过规范值时,可采用超张拉方式补足应力,若超过规范值必须卸锚,更换钢束。对此处理时必须慎重,我们必须质量和安全。、补足应力处理:根据断丝数确定应力损失值,通过提高其它钢丝应力补足断丝造成的应力损失,但在任何情况下都不得使新桥预应力钢绞线达到0.8Rb,否则必须更换钢束。(2)、更换钢束的处理方法:①、丝束放松。将千斤
钢绞线断丝固定监测装置.pdf
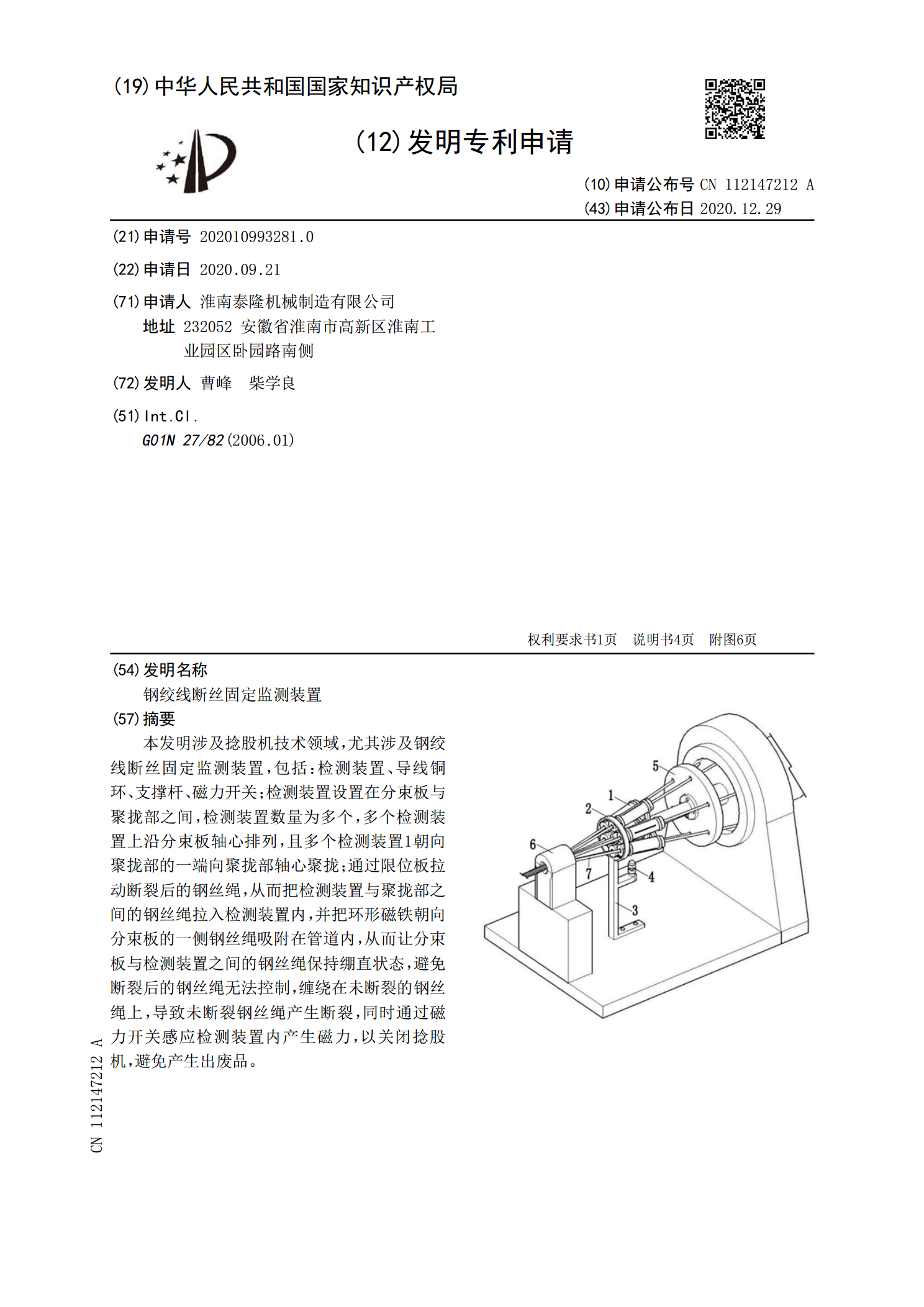
本发明涉及捻股机技术领域,尤其涉及钢绞线断丝固定监测装置,包括:检测装置、导线铜环、支撑杆、磁力开关;检测装置设置在分束板与聚拢部之间,检测装置数量为多个,多个检测装置上沿分束板轴心排列,且多个检测装置1朝向聚拢部的一端向聚拢部轴心聚拢;通过限位板拉动断裂后的钢丝绳,从而把检测装置与聚拢部之间的钢丝绳拉入检测装置内,并把环形磁铁朝向分束板的一侧钢丝绳吸附在管道内,从而让分束板与检测装置之间的钢丝绳保持绷直状态,避免断裂后的钢丝绳无法控制,缠绕在未断裂的钢丝绳上,导致未断裂钢丝绳产生断裂,同时通过磁力开关感
两丝型预应力钢绞线.pdf
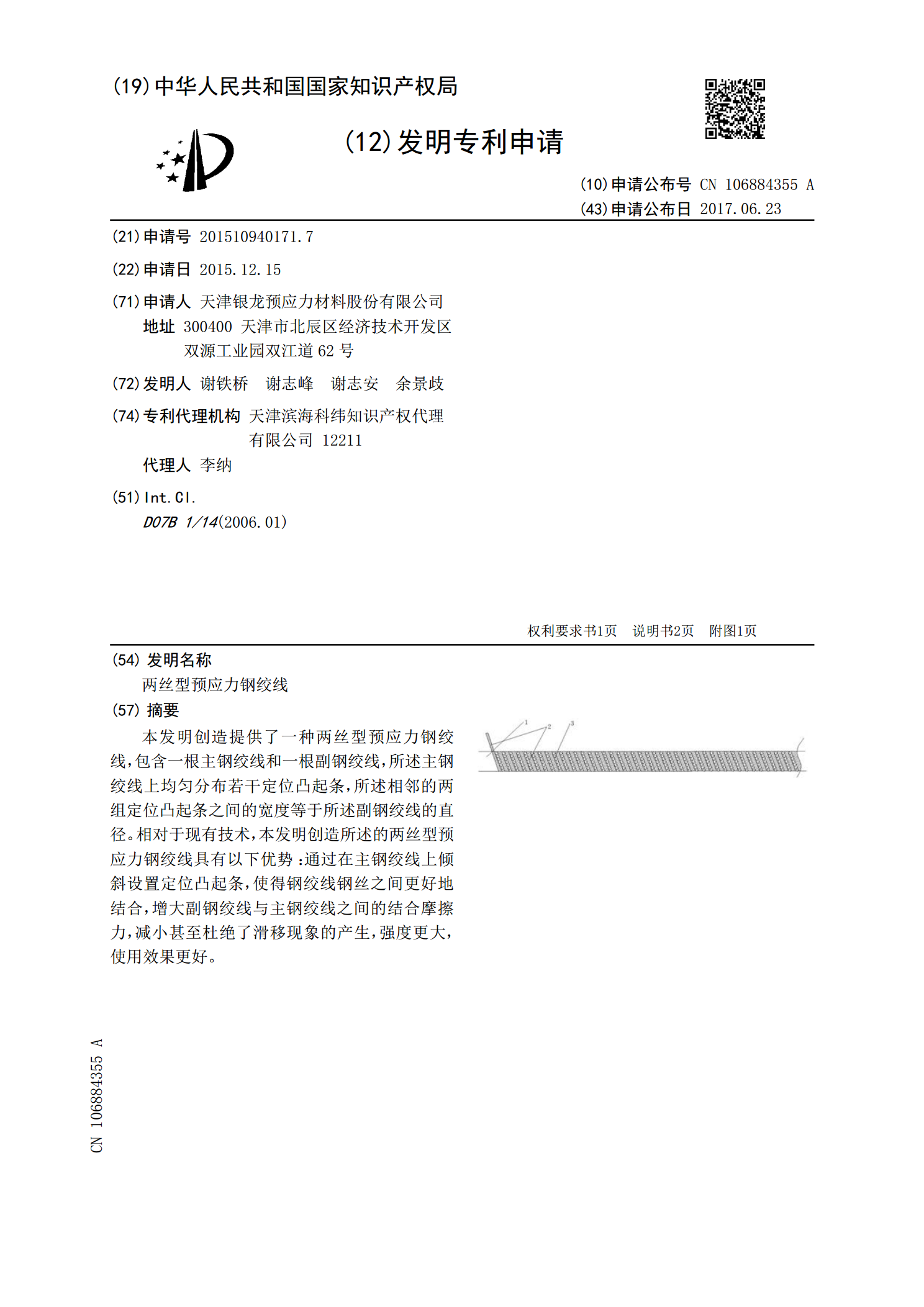
本发明创造提供了一种两丝型预应力钢绞线,包含一根主钢绞线和一根副钢绞线,所述主钢绞线上均匀分布若干定位凸起条,所述相邻的两组定位凸起条之间的宽度等于所述副钢绞线的直径。相对于现有技术,本发明创造所述的两丝型预应力钢绞线具有以下优势:通过在主钢绞线上倾斜设置定位凸起条,使得钢绞线钢丝之间更好地结合,增大副钢绞线与主钢绞线之间的结合摩擦力,减小甚至杜绝了滑移现象的产生,强度更大,使用效果更好。