
钢化炉对流加热系统.pdf

邻家****文章


1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢化炉对流加热系统.pdf
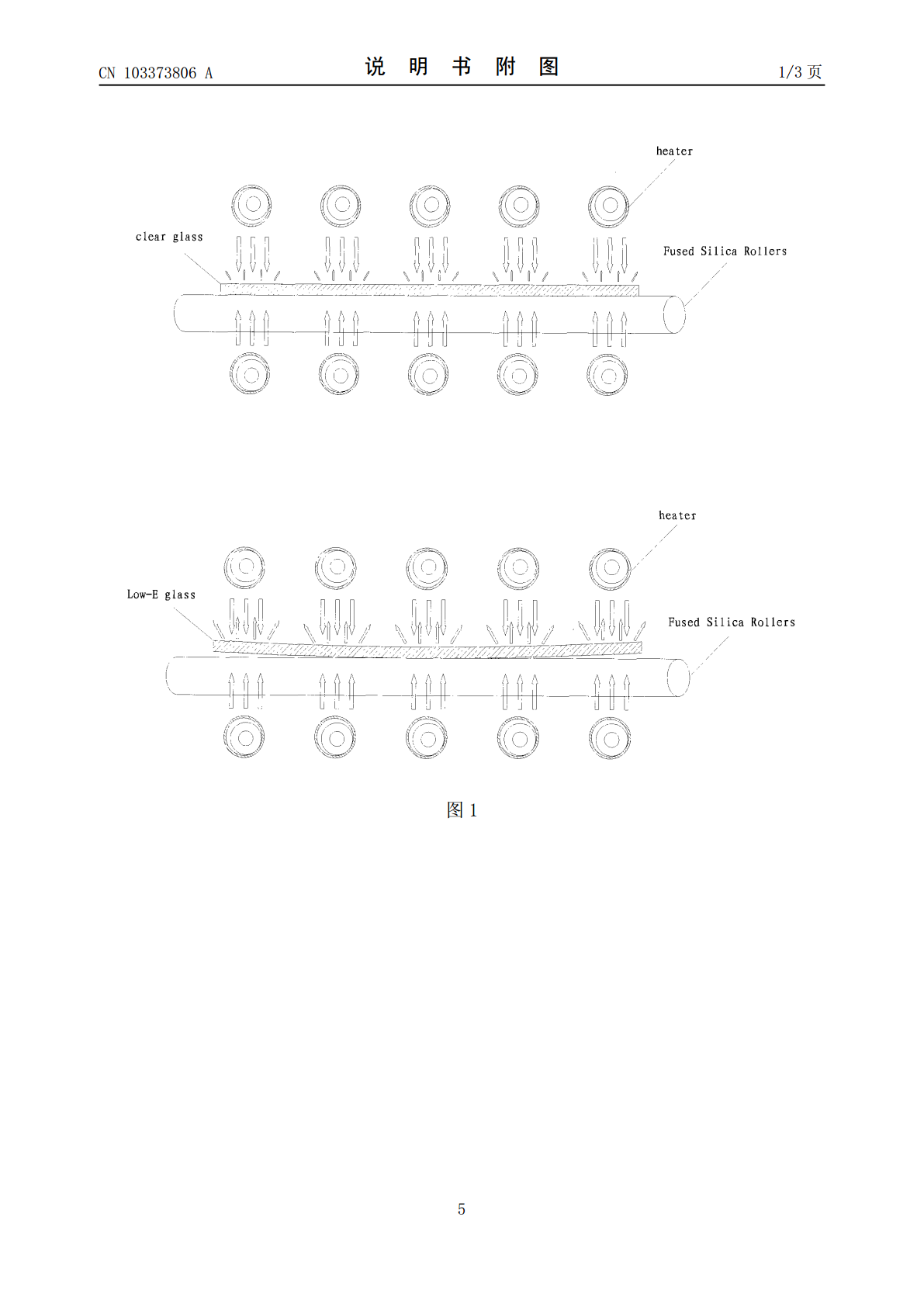
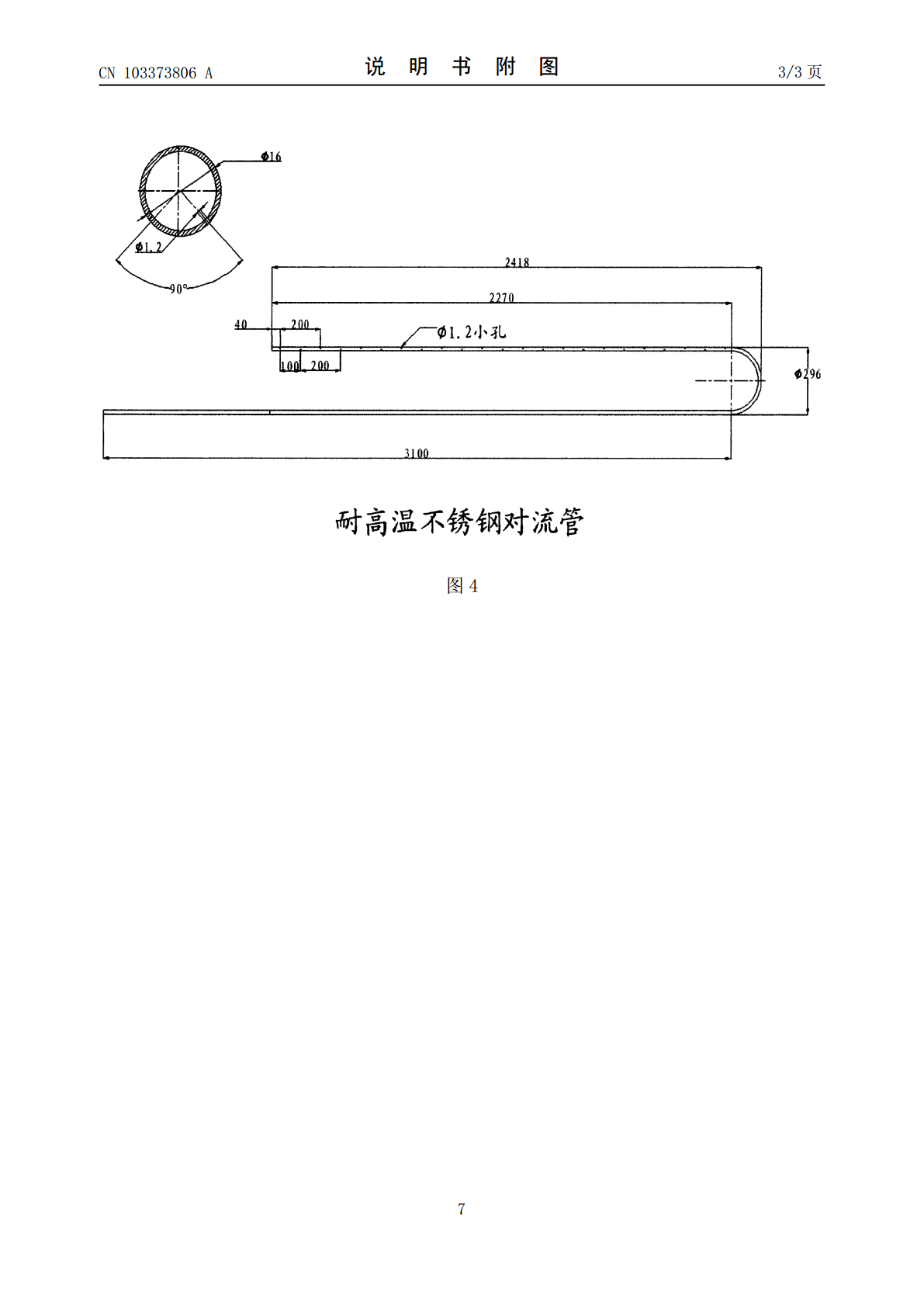
本发明提供一种钢化炉对流加热系统,其特征在于,包括依序相连的空气压缩机、储气罐、精密过滤器A、冷冻式干燥机、精密过滤器B、精密调压阀、气动球阀、电气比例阀、分流管和对流管,以及固定支架。本发明的目的在于提供一种钢化炉对流加热系统,能高效、高质量加工低辐射(LOW-E)镀膜等玻璃。
玻璃钢化炉热气对流加热设备.pdf
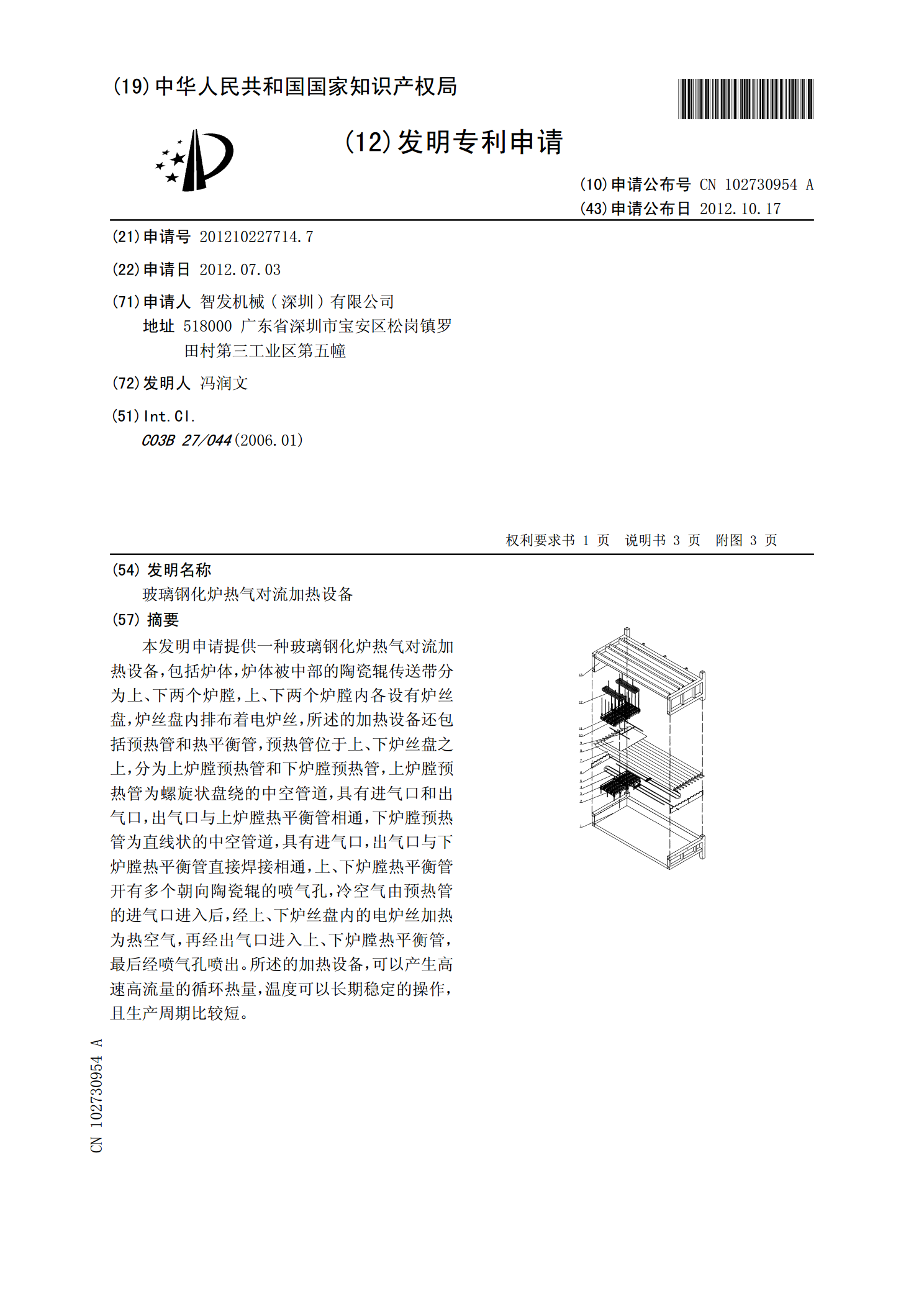
本发明申请提供一种玻璃钢化炉热气对流加热设备,包括炉体,炉体被中部的陶瓷辊传送带分为上、下两个炉膛,上、下两个炉膛内各设有炉丝盘,炉丝盘内排布着电炉丝,所述的加热设备还包括预热管和热平衡管,预热管位于上、下炉丝盘之上,分为上炉膛预热管和下炉膛预热管,上炉膛预热管为螺旋状盘绕的中空管道,具有进气口和出气口,出气口与上炉膛热平衡管相通,下炉膛预热管为直线状的中空管道,具有进气口,出气口与下炉膛热平衡管直接焊接相通,上、下炉膛热平衡管开有多个朝向陶瓷辊的喷气孔,冷空气由预热管的进气口进入后,经上、下炉丝盘内的电
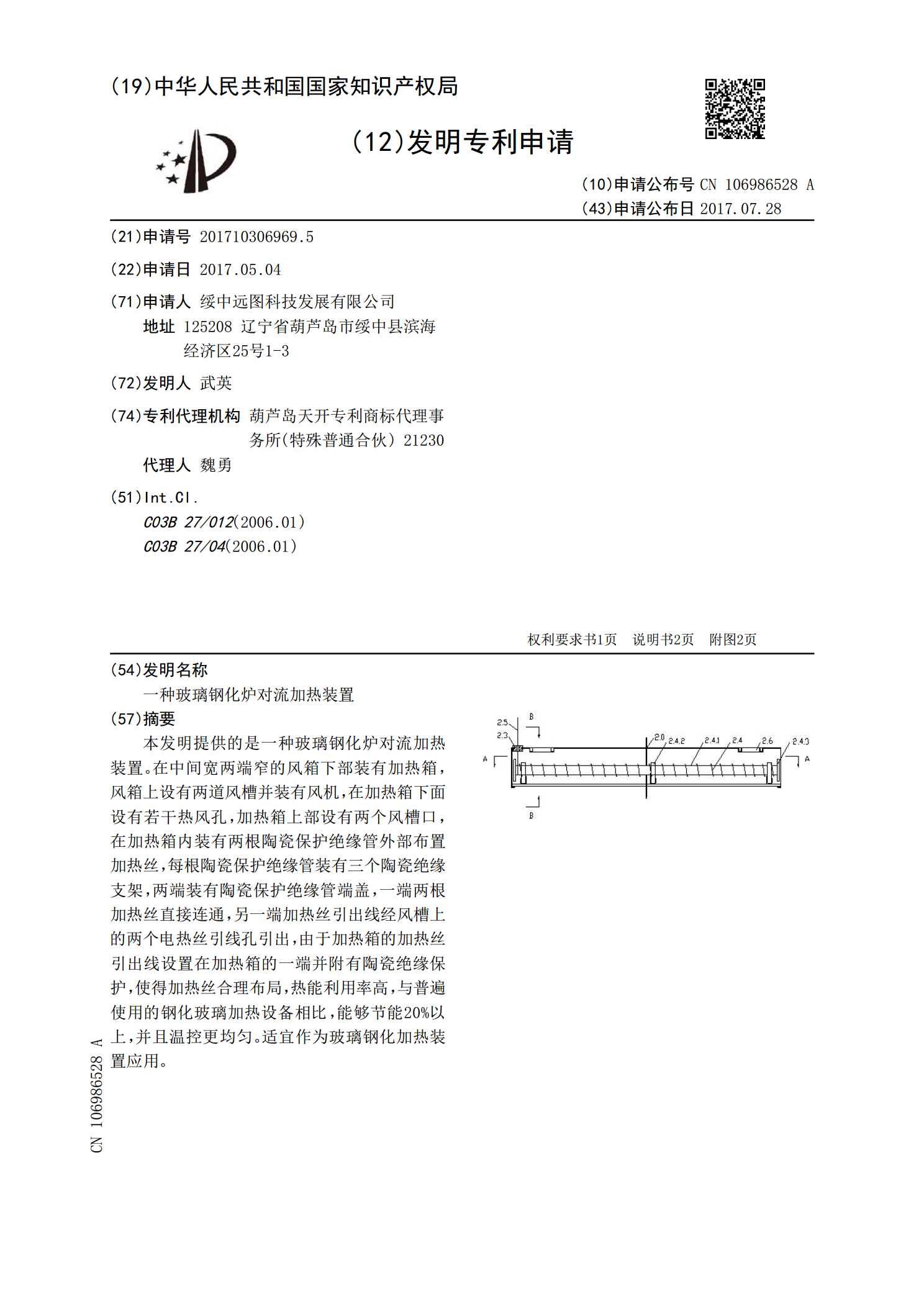
一种玻璃钢化炉对流加热装置.pdf
本发明提供的是一种玻璃钢化炉对流加热装置。在中间宽两端窄的风箱下部装有加热箱,风箱上设有两道风槽并装有风机,在加热箱下面设有若干热风孔,加热箱上部设有两个风槽口,在加热箱内装有两根陶瓷保护绝缘管外部布置加热丝,每根陶瓷保护绝缘管装有三个陶瓷绝缘支架,两端装有陶瓷保护绝缘管端盖,一端两根加热丝直接连通,另一端加热丝引出线经风槽上的两个电热丝引线孔引出,由于加热箱的加热丝引出线设置在加热箱的一端并附有陶瓷绝缘保护,使得加热丝合理布局,热能利用率高,与普遍使用的钢化玻璃加热设备相比,能够节能20%以上,并且温控
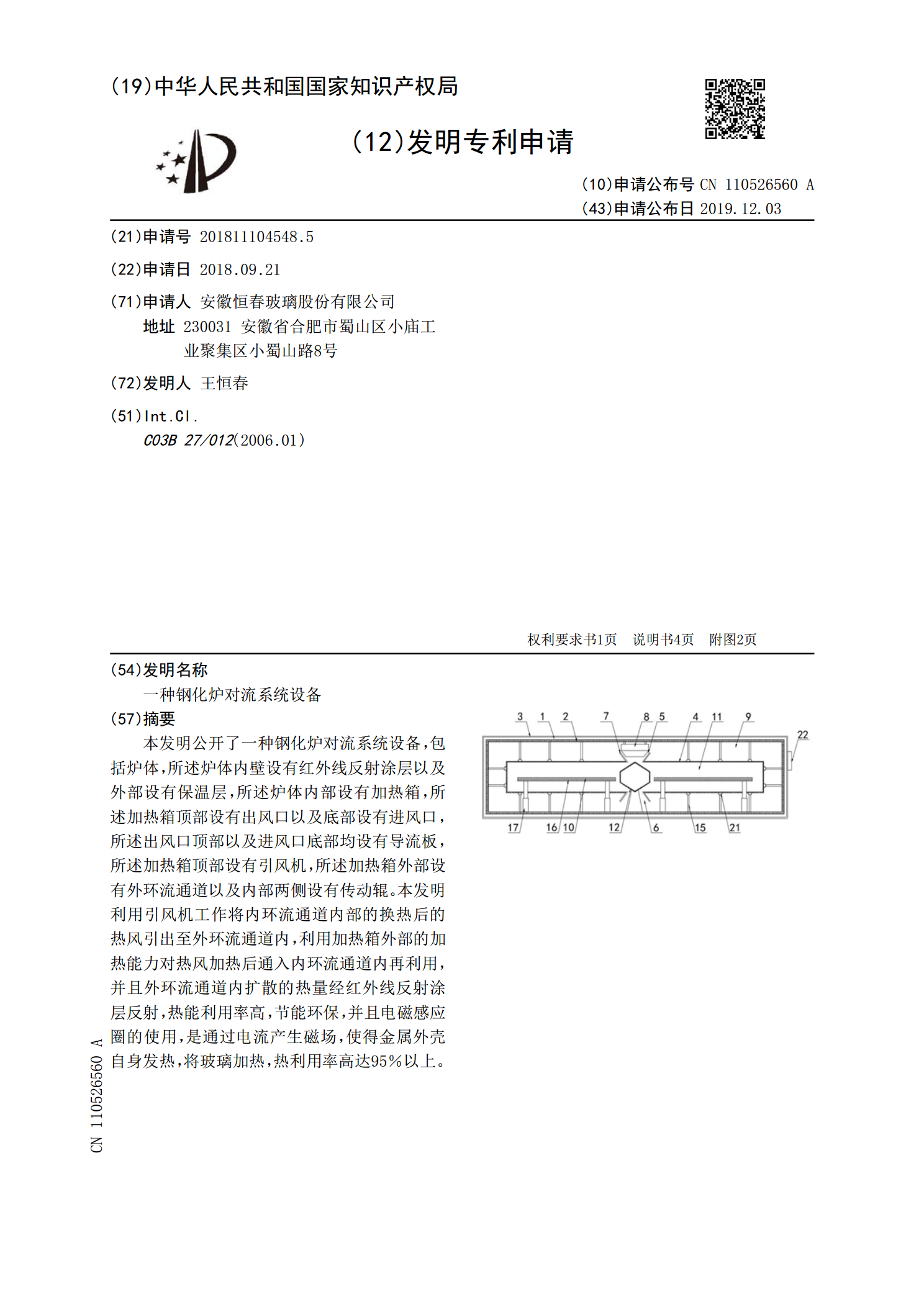
一种钢化炉对流系统设备.pdf
本发明公开了一种钢化炉对流系统设备,包括炉体,所述炉体内壁设有红外线反射涂层以及外部设有保温层,所述炉体内部设有加热箱,所述加热箱顶部设有出风口以及底部设有进风口,所述出风口顶部以及进风口底部均设有导流板,所述加热箱顶部设有引风机,所述加热箱外部设有外环流通道以及内部两侧设有传动辊。本发明利用引风机工作将内环流通道内部的换热后的热风引出至外环流通道内,利用加热箱外部的加热能力对热风加热后通入内环流通道内再利用,并且外环流通道内扩散的热量经红外线反射涂层反射,热能利用率高,节能环保,并且电磁感应圈的使用,是

钢加热炉燃烧自动化系统改造.docx
钢加热炉燃烧自动化系统改造标题:钢加热炉燃烧自动化系统的改造摘要:钢加热炉是现代钢铁行业的重要设备,其燃烧系统的效率和稳定性对生产过程和产品质量具有重要影响。本文通过对钢加热炉燃烧自动化系统的改造进行研究和分析,探讨了如何提高其自动化程度、降低能耗和改善燃烧效率的方法与策略。1.引言随着工业化的快速发展和技术水平的提高,燃烧自动化系统在钢加热炉中的应用越来越重要。钢加热炉的燃烧系统是决定炉具加热效率和稳定性的关键因素之一。通过对燃烧自动化系统进行改造,可以提高钢加热炉的工作效率,降低能耗,改善产品质量,为