
一种波形炉胆旋压成形工艺.pdf

灵波****ng


1/7
2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种波形炉胆旋压成形工艺.pdf
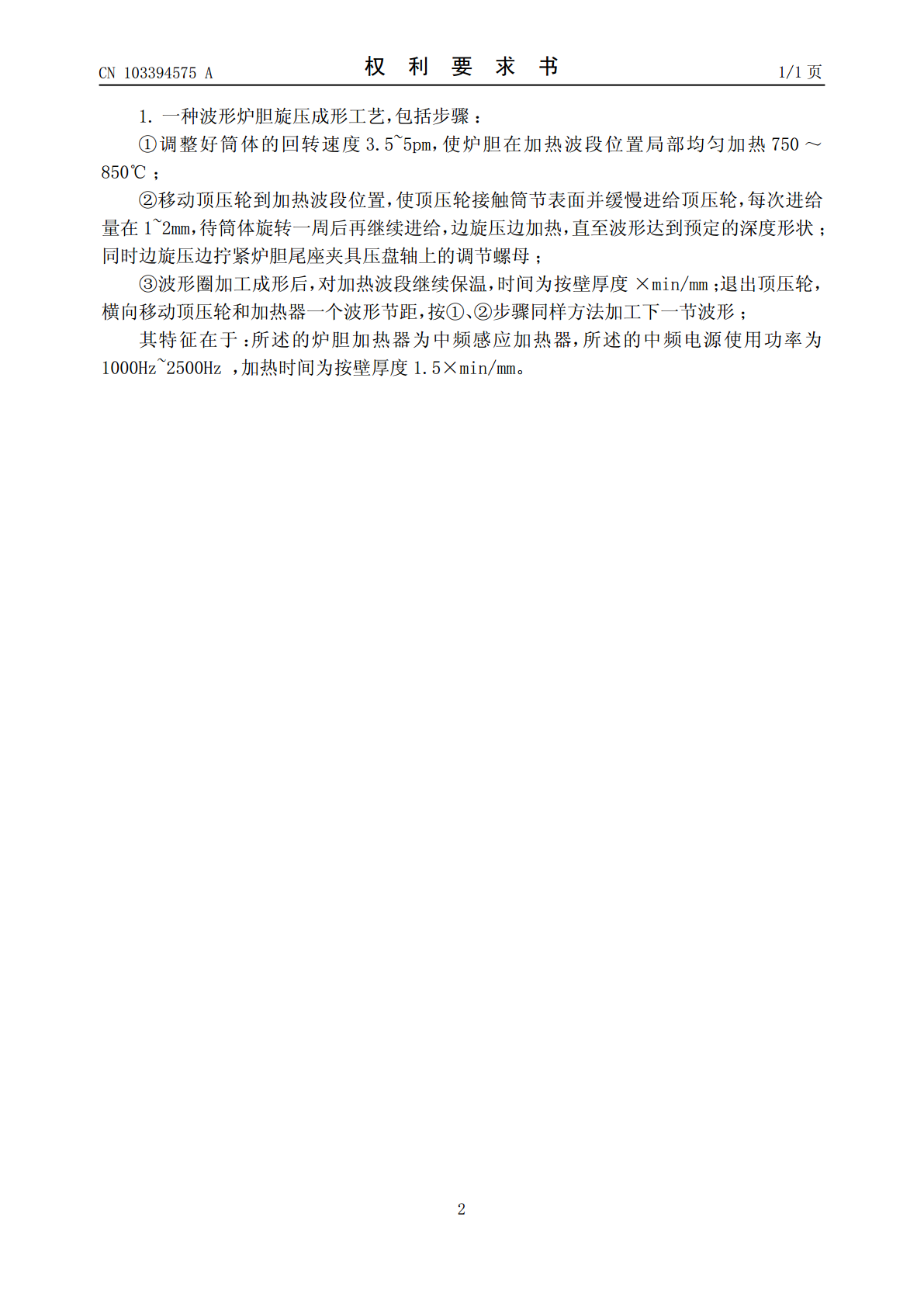
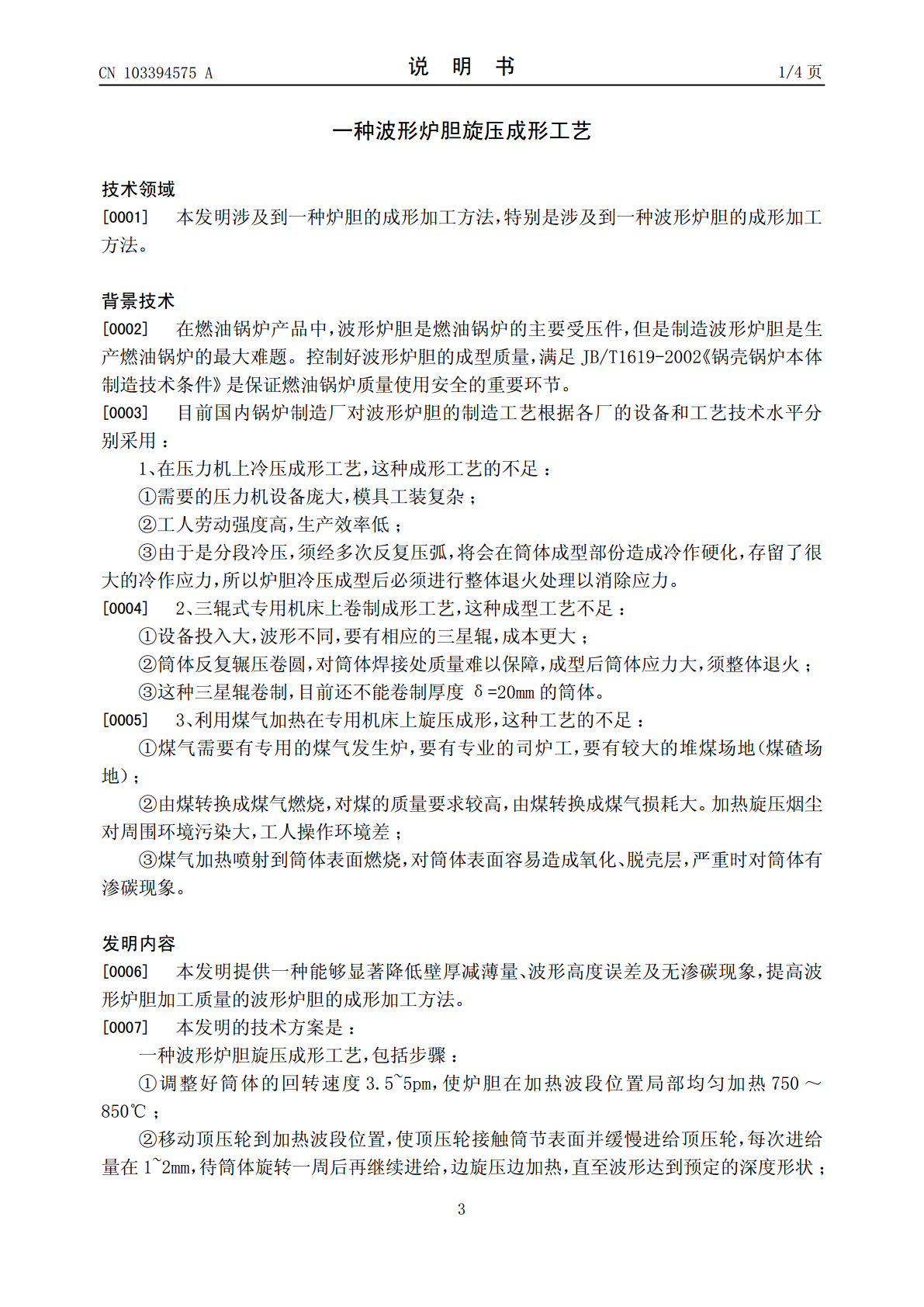
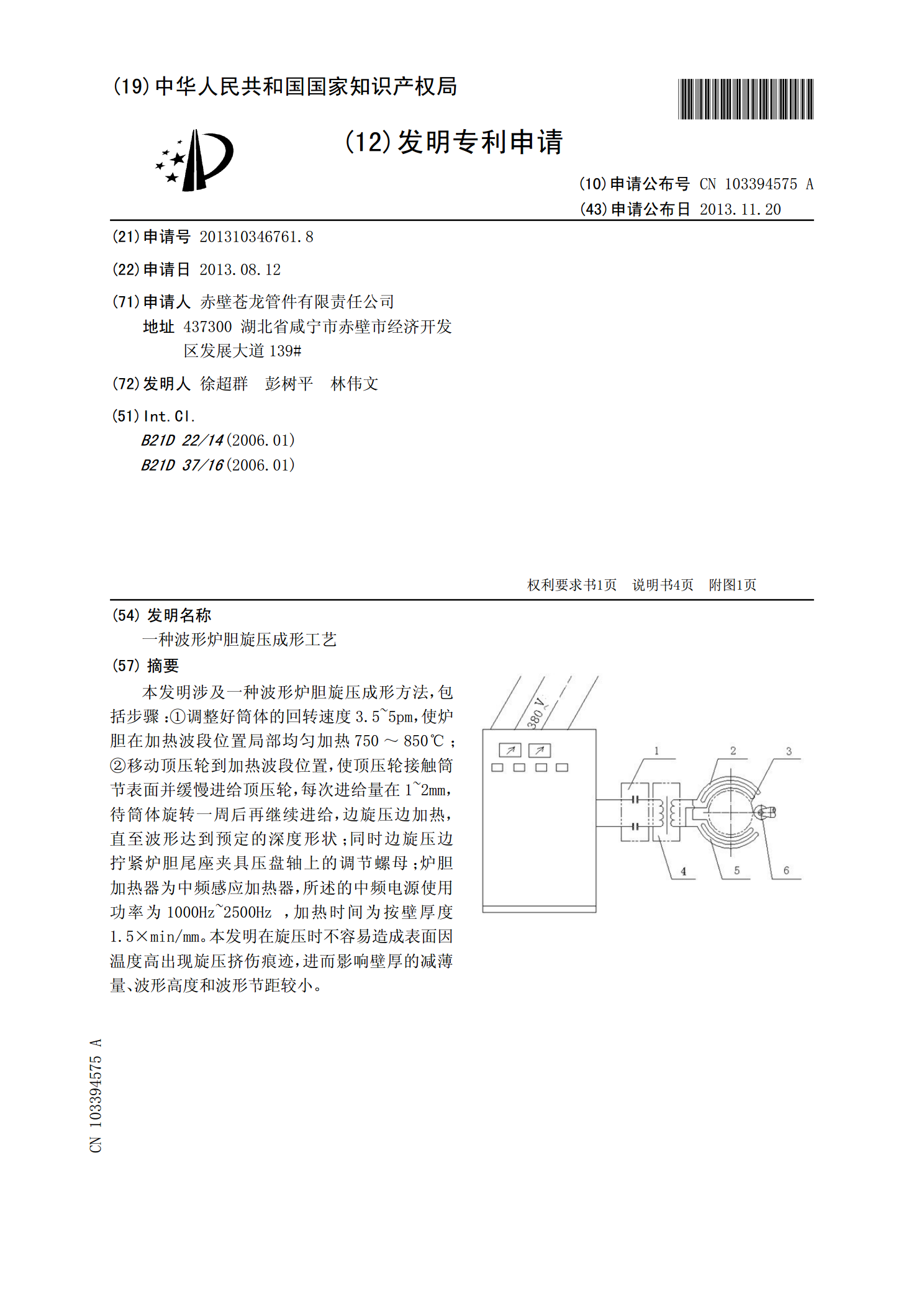
本发明涉及一种波形炉胆旋压成形方法,包括步骤:①调整好筒体的回转速度3.5~5pm,使炉胆在加热波段位置局部均匀加热750~850℃;②移动顶压轮到加热波段位置,使顶压轮接触筒节表面并缓慢进给顶压轮,每次进给量在1~2mm,待筒体旋转一周后再继续进给,边旋压边加热,直至波形达到预定的深度形状;同时边旋压边拧紧炉胆尾座夹具压盘轴上的调节螺母;炉胆加热器为中频感应加热器,所述的中频电源使用功率为1000Hz~2500Hz?,加热时间为按壁厚度1.5×min/mm。本发明在旋压时不容易造成表面因温度高出现旋压挤
锅炉波形炉胆的热压成形方法.pdf
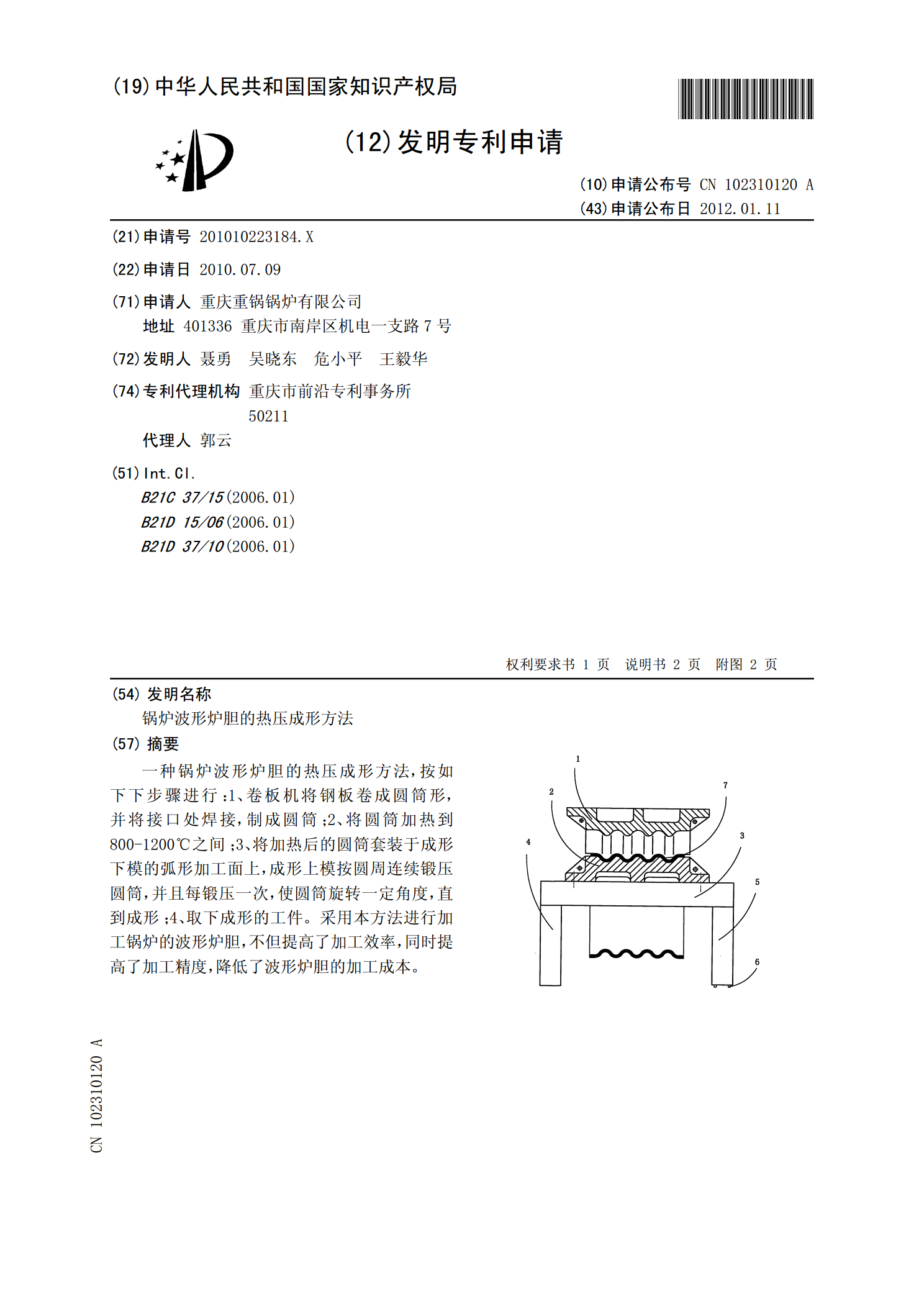
一种锅炉波形炉胆的热压成形方法,按如下下步骤进行:1、卷板机将钢板卷成圆筒形,并将接口处焊接,制成圆筒;2、将圆筒加热到800-1200℃之间;3、将加热后的圆筒套装于成形下模的弧形加工面上,成形上模按圆周连续锻压圆筒,并且每锻压一次,使圆筒旋转一定角度,直到成形;4、取下成形的工件。采用本方法进行加工锅炉的波形炉胆,不但提高了加工效率,同时提高了加工精度,降低了波形炉胆的加工成本。

波形炉胆加工工艺探讨.docx
波形炉胆加工工艺探讨波形炉胆加工工艺探讨摘要:波形炉胆是一种常见的热处理设备,广泛应用于电子、电器、工业炉等行业。本文通过对波形炉胆加工工艺进行深入探讨,分析了其加工原理和工艺要点,并在此基础上提出了一种改进方案,以提高波形炉胆的加工质量和生产效率。一、引言波形炉胆是一种具有波形结构的热处理设备,其形状和结构特点使其具备了良好的加热传导性能和热辐射效果,因此被广泛应用于各行各业。波形炉胆的加工工艺对于其功能和质量的发挥至关重要,因此针对波形炉胆加工工艺进行探讨至关重要。二、加工原理波形炉胆加工主要包括胆体

旋压成形工艺分析.ppt
汇报提纲一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介一、旋压的概念、特点、分类及发展简介二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压成形技术二、普通旋压

旋压成形工艺分析.ppt