
马氏体不锈钢大型薄壁环形件的轧制成形方法.pdf

fu****级甜

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
马氏体不锈钢大型薄壁环形件的轧制成形方法.pdf
本发明公开了一种马氏体不锈钢大型薄壁环形件的轧制成形方法,包括以下步骤:1下料→2车微裂纹→3加热→4制坯→5回炉加热→6炉内堆冷→7车微裂纹→8加热→9轧制成形→10回炉加热→11炉内堆冷。这种采用锻造前车微裂纹、锻造后回炉加热以及炉内堆冷的马氏体不锈钢大型薄壁环形件的轧制方法,能够有效地防止马氏体不锈钢大型薄壁环形锻件因生产裂纹而报废。

大型薄壁Y形环件轧制-旋压复合成形方法.pdf
本发明涉及一种大型薄壁Y形环件轧制‑旋压复合成形方法,包括以下步骤:S1、将环形毛坯置于轧制‑旋压复合成形装置内,所述环形顶板与约束模同轴安装,环形挡板安装在芯辊上,旋轮侧面与环形毛坯上端面紧密接触;S2、约束模带动环形毛坯、旋轮和芯辊绕自身轴旋转,芯辊沿环形毛坯径向进给,同时旋轮做进给运动,在芯辊、旋轮和约束模的共同作用下,环形毛坯发生连续局部塑性变形,变形分为三个阶段;S3、成形结束时,约束模停止转动,旋轮和芯辊脱离环件,环形顶板向上运动将成形的目标薄壁Y形环件从约束模中顶出。本发明通过轧制和多道次旋

薄壁环件截面轧制成形的方法及其设备.pdf
本发明公开了一种薄壁环件截面轧制成形的方法及其设备,它是将薄壁环件设在在沿圆周分布的轧制主动轮构成的圆周内,利用沿圆周均匀分布的进给轧制从动轮做径向进给运动实现对薄壁环件薄壁环件截面轧制成形。

大型双边台阶环件径轴向轧制成形方法.pdf
本发明涉及大型双边台阶环件径轴向轧制成形方法,通过合理设计环件毛坯和轧制孔型以及控制轧制过程,实现由矩形环件毛坯直接轧制成形为双边台阶环件,轧制孔型由驱动辊工作面和芯辊工作面组成,驱动辊和芯辊工作面尺寸根据轧制线速度、设备参数、轧制变形条件、环件毛坯尺寸和环件尺寸确定;轧制过程按预轧制、主轧制、整形轧制三个阶段进行控制;当所测环件外径达到预定值时,轧制过程结束。本发明方法通过连续局部塑性变形积累而实现环件直径扩大和双边台阶截面轮廓整体成型,有效减少了能源、材料和工时消耗,改善了环件金属流线分布,提高了生产
大型内轮廓突变截面环件近净复合轧制成形方法.pdf
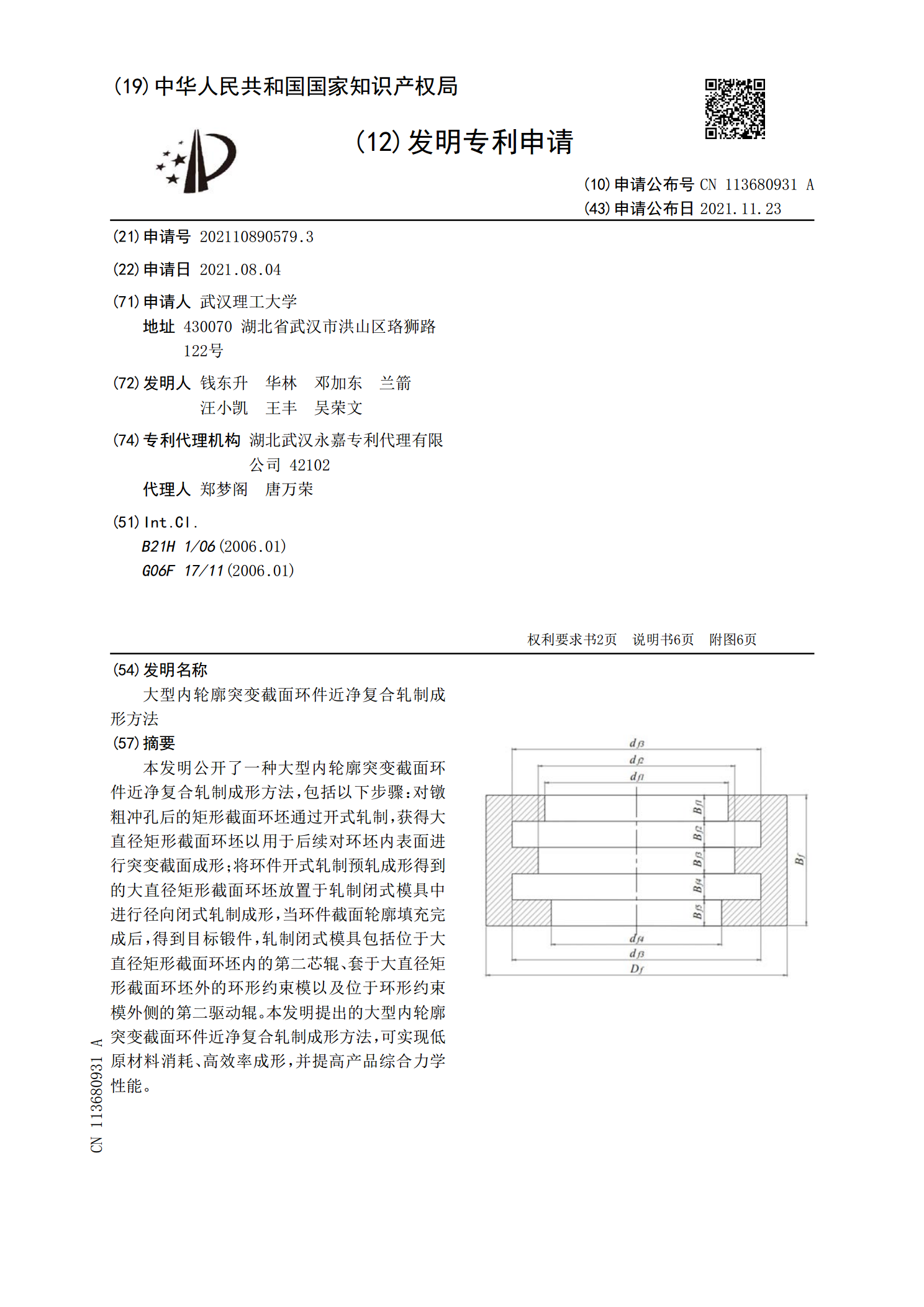
本发明公开了一种大型内轮廓突变截面环件近净复合轧制成形方法,包括以下步骤:对镦粗冲孔后的矩形截面环坯通过开式轧制,获得大直径矩形截面环坯以用于后续对环坯内表面进行突变截面成形;将环件开式轧制预轧成形得到的大直径矩形截面环坯放置于轧制闭式模具中进行径向闭式轧制成形,当环件截面轮廓填充完成后,得到目标锻件,轧制闭式模具包括位于大直径矩形截面环坯内的第二芯辊、套于大直径矩形截面环坯外的环形约束模以及位于环形约束模外侧的第二驱动辊。本发明提出的大型内轮廓突变截面环件近净复合轧制成形方法,可实现低原材料消耗、高效率