
一种自动埋弧焊机.pdf

Jo****63


1/8
2/8

3/8

4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动埋弧焊机.pdf
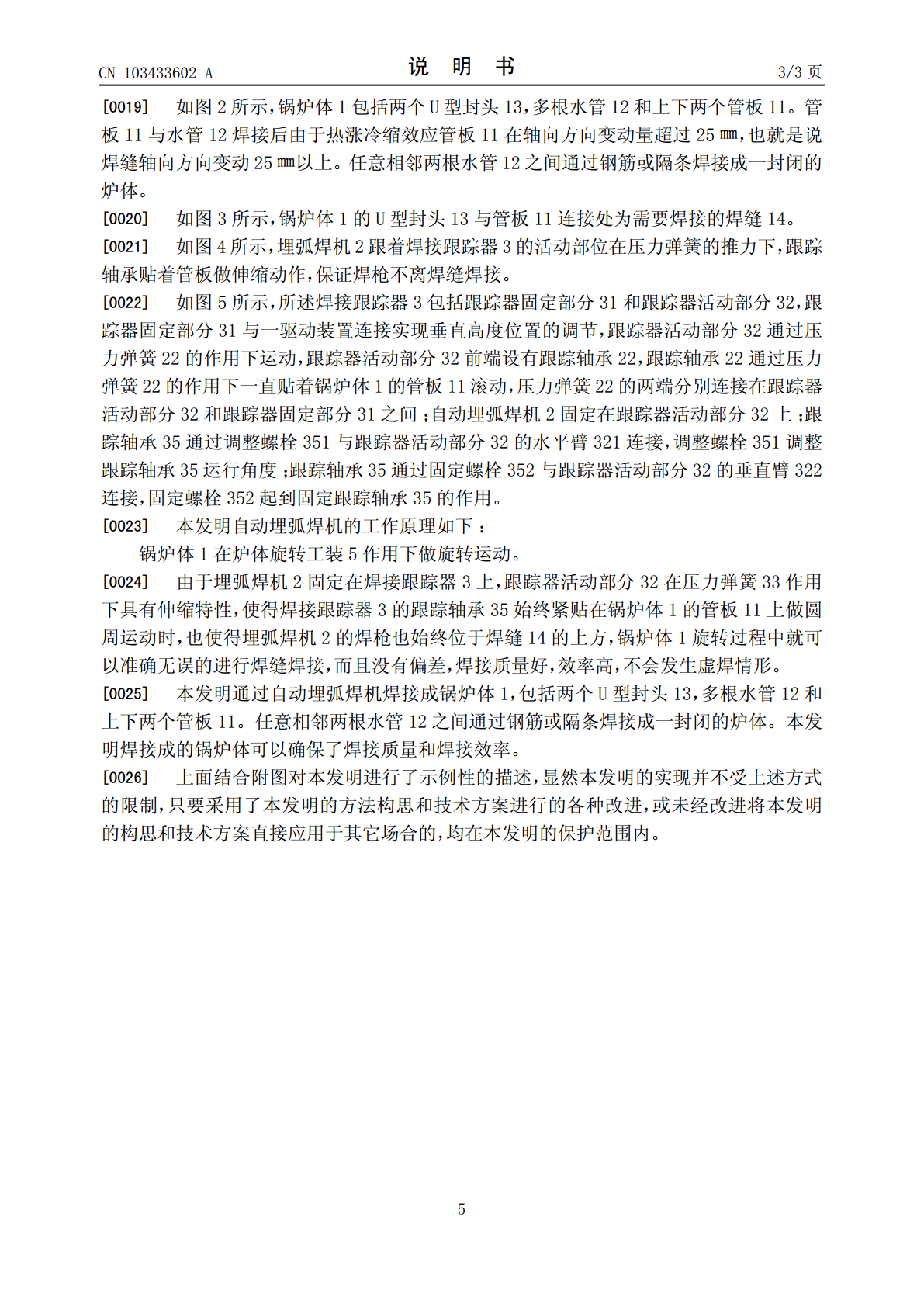
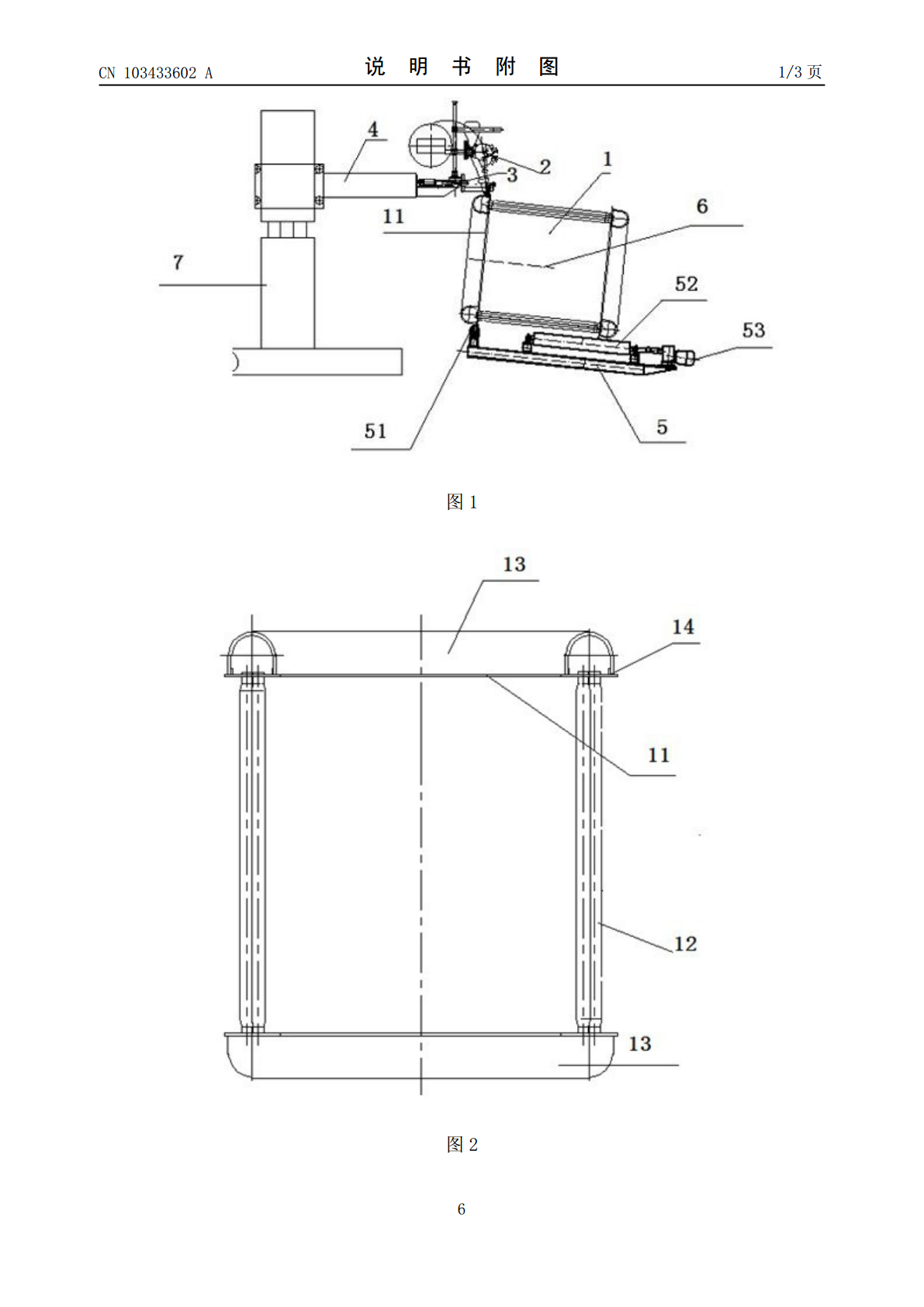
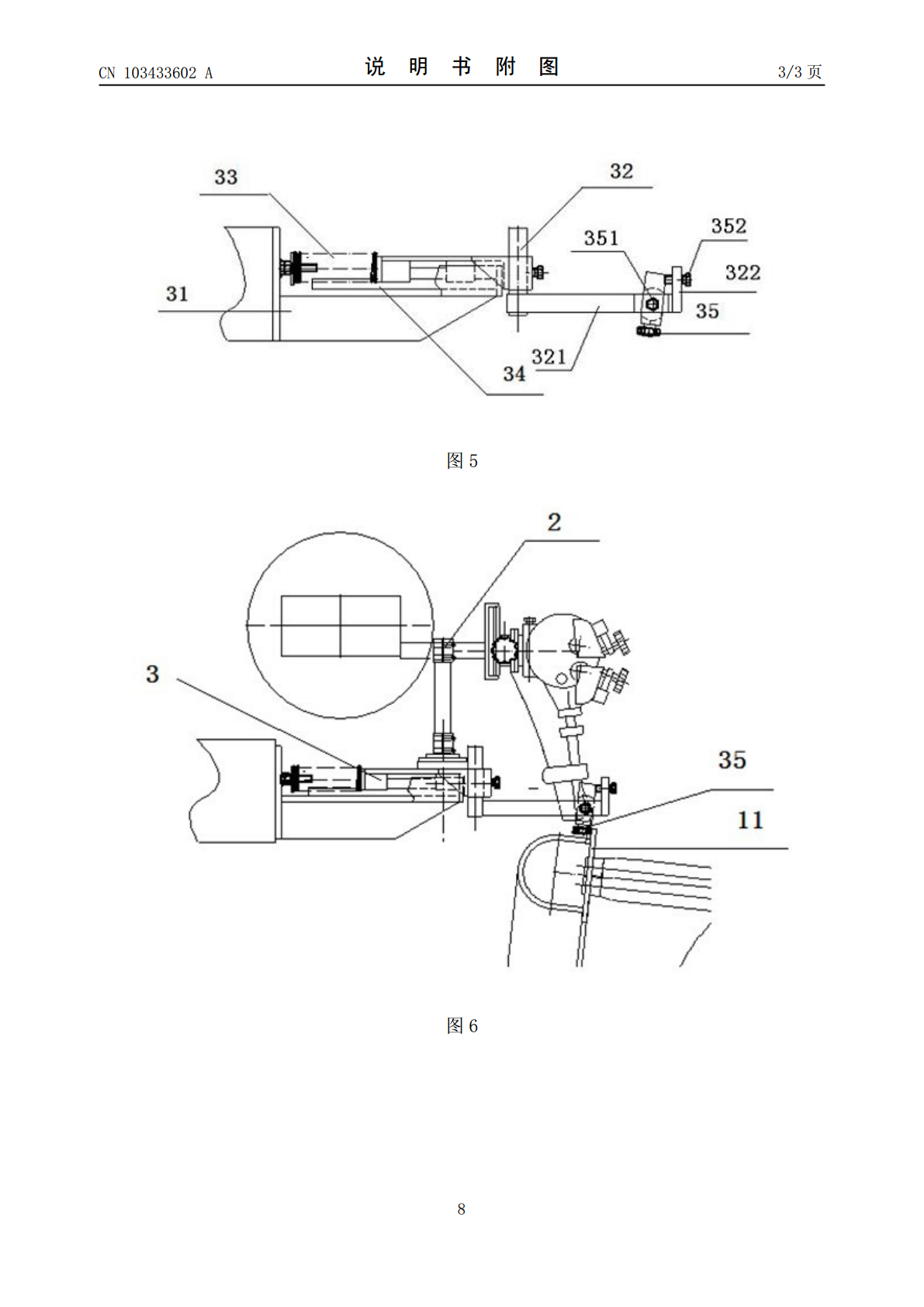
本发明涉及一种自动埋弧焊机,包括焊接跟踪器(3)、焊丝(21)和枪头(22),自动埋弧焊机(2)固定在跟踪器活动部分(32)上,锅炉体(1)设置在炉体旋转工装(5)上,锅炉体(1)的U型封头(13)与管板(11)连接处为需要焊接的焊缝(14),焊接跟踪器(3)随着变形的管板(11)轴向伸缩,并且埋弧焊机(2)也对应做伸缩运动以确保焊枪始终跟着所述焊缝(14)走。本发明由于埋弧焊机跟着跟踪器的活动部位在压簧的推力下移动,并且跟踪器的跟踪轴承贴着管板做伸缩动作,保证焊枪不离焊缝焊接,确保了焊接质量和焊接效率。

一种全自动埋弧焊机.pdf
本发明涉及一种全自动埋弧焊机,属于焊接技术领域,包括焊枪,所述焊枪前端设置有容纳焊剂的焊剂盒,所述焊枪的后端设置有焊剂吸纳盒。采用上述方案提供能将遗留下来的废品进行回收二次利用的新型焊机。

一种自动埋弧焊机导向支架.pdf
本实用新型公开了一种自动埋弧焊机导向支架,包括:车载体、支撑架、电焊机构、调节弹簧和移动槽,所述车载体上方表面安装有支撑架,所述支撑架外侧设置有电焊机构,所述支撑架下方外侧套接有调节弹簧,该自动埋弧焊机导向支架,自动埋弧焊机导向支架可以对电焊机构进行支撑导向,从而可以进行高效率焊缝,通常的支撑架只能进行高度调节,无法进行焊缝位置长度调节,只能通过移动车载体或移动物件,此方式比较费力,此时可以拉动连接杆进行移动,连接杆、移动时可以带动移动块进行移动,此时软管可以对调节弹簧进行防护,便于自动埋弧焊机导向支架上

自动埋弧焊机知识大全.docx
自动埋弧焊机知识大全自动埋弧焊机*概述埋弧焊是电弧在焊剂保护层下进行燃烧焊接的一种焊接方法。自动埋弧焊机是指采用熔剂层下自动焊接的设备,它配用交流焊机作为电弧电源,它适用于水平位置或与水平位置倾斜不大于10度的各种有、无坡口的对接焊缝、搭接焊缝和角焊缝。与普通手工弧焊相比,具有生产效率高、焊缝质量好,节省焊接材料和电能,焊接变形小及改善劳动条件等突出优点该焊机主要用于大中型碳钢、合金钢、不锈钢的焊接,在钢结构厂房、造船、锅炉、化工容器、桥梁、起重机械及冶金机械等制造业中应用最为广泛自动埋弧焊机*组成本焊机

一种埋弧自动焊机的焊剂供给装置.pdf
一种埋弧自动焊机的焊剂供给装置,涉及焊接设备领域,包括门式焊车和设置在门式焊车上的焊枪,门式焊车上设置有焊剂供给装置,焊剂供给装置包括分料器、导料管、集料斗和出料口,分料器通过支架固定在门式焊车顶端,出料口共设置两个,分别设置在焊枪两侧,左侧出料口与分料器之间通过导料管连接,右侧出料口与分料器之间还通过导料管连接有集料斗。本发明结构简单,使用方便,焊剂供给装置共有两条导料路径,可根据焊枪的焊接方向,择一使用,实现双向焊接的目的,提高工作效率。