
一种双列链式定量自动浇铸机.pdf

哲妍****彩妍


1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双列链式定量自动浇铸机.pdf
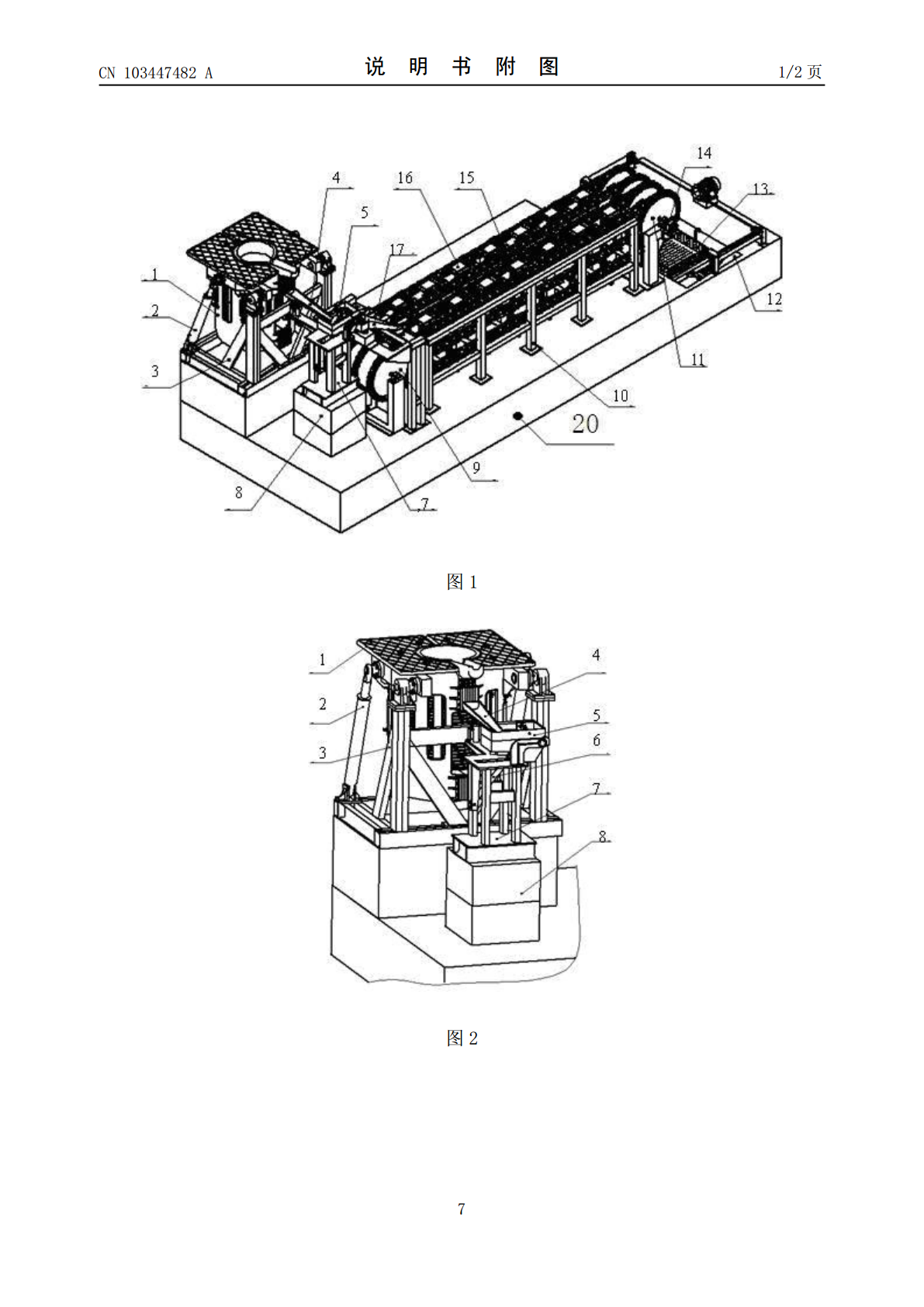
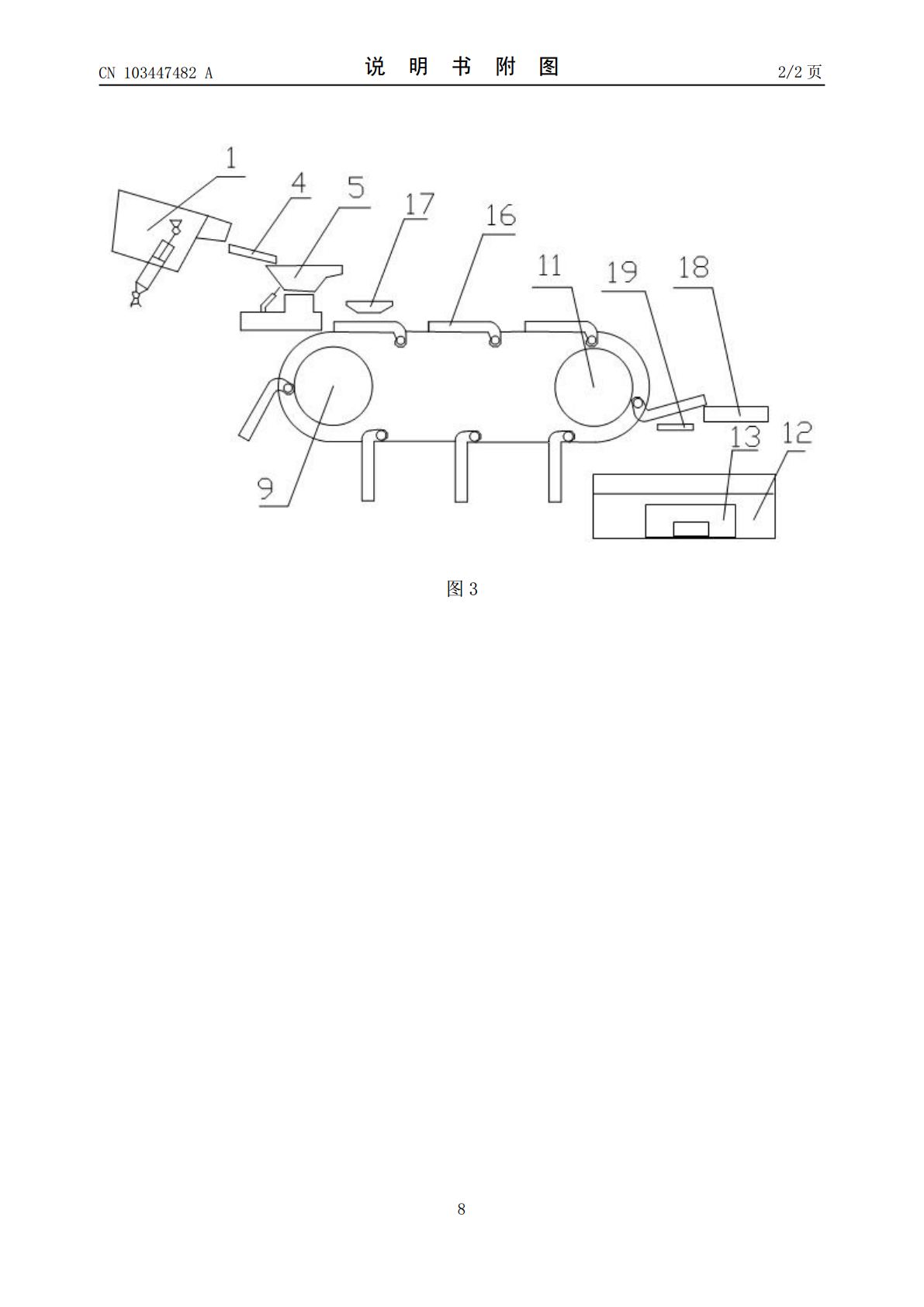
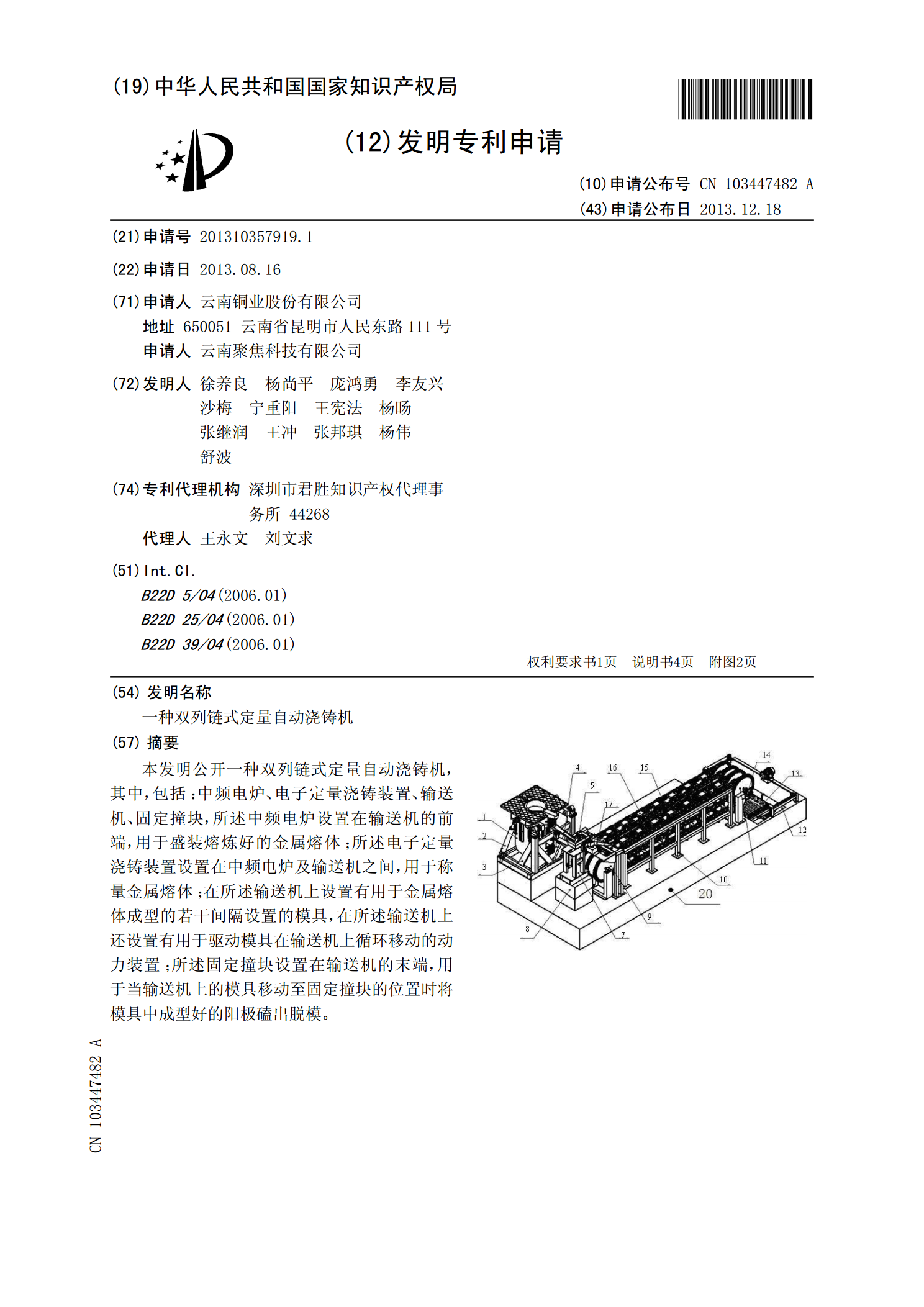
本发明公开一种双列链式定量自动浇铸机,其中,包括:中频电炉、电子定量浇铸装置、输送机、固定撞块,所述中频电炉设置在输送机的前端,用于盛装熔炼好的金属熔体;所述电子定量浇铸装置设置在中频电炉及输送机之间,用于称量金属熔体;在所述输送机上设置有用于金属熔体成型的若干间隔设置的模具,在所述输送机上还设置有用于驱动模具在输送机上循环移动的动力装置;所述固定撞块设置在输送机的末端,用于当输送机上的模具移动至固定撞块的位置时将模具中成型好的阳极磕出脱模。
链式铸造机及浇铸模具.pdf
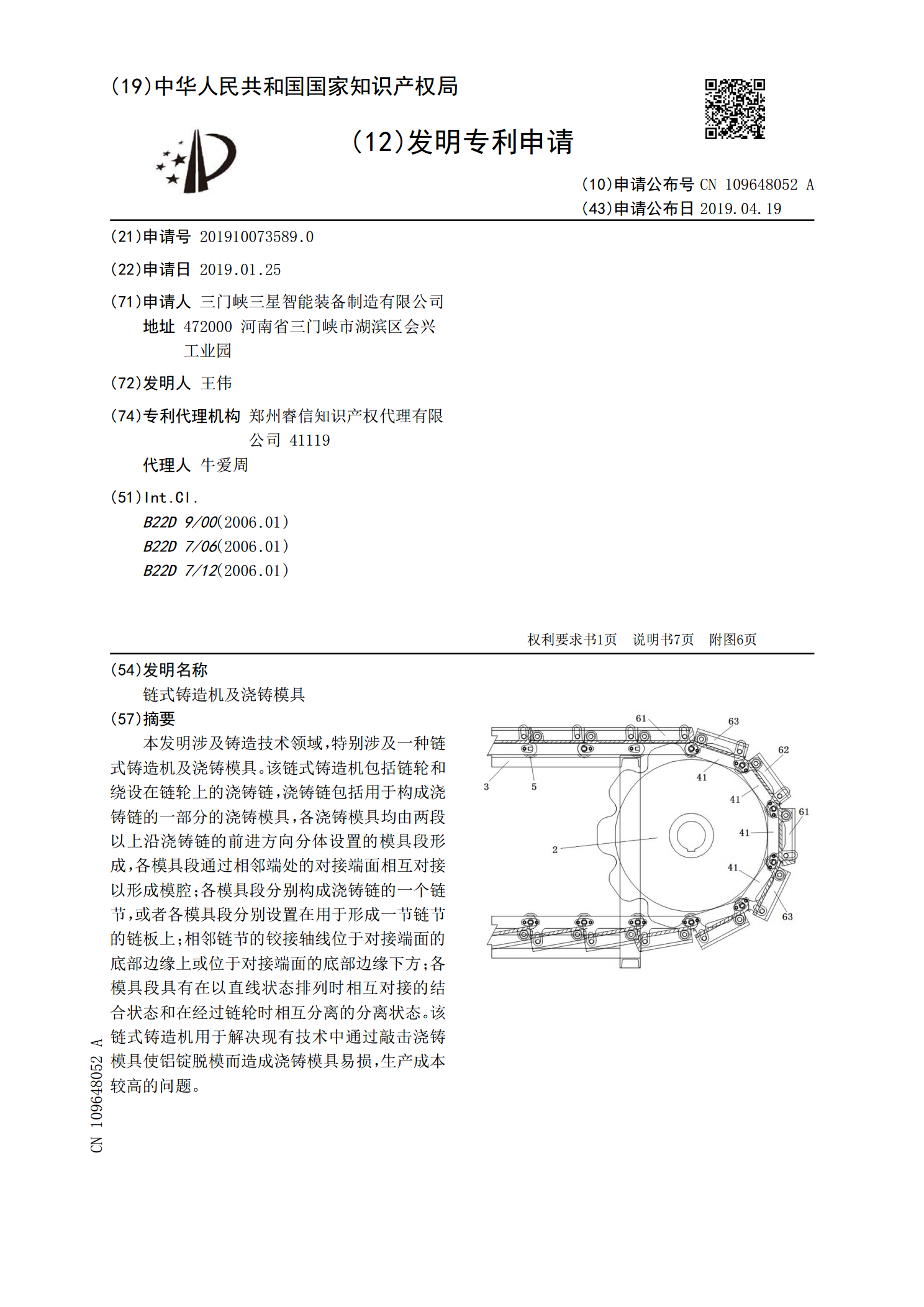
本发明涉及铸造技术领域,特别涉及一种链式铸造机及浇铸模具。该链式铸造机包括链轮和绕设在链轮上的浇铸链,浇铸链包括用于构成浇铸链的一部分的浇铸模具,各浇铸模具均由两段以上沿浇铸链的前进方向分体设置的模具段形成,各模具段通过相邻端处的对接端面相互对接以形成模腔;各模具段分别构成浇铸链的一个链节,或者各模具段分别设置在用于形成一节链节的链板上;相邻链节的铰接轴线位于对接端面的底部边缘上或位于对接端面的底部边缘下方;各模具段具有在以直线状态排列时相互对接的结合状态和在经过链轮时相互分离的分离状态。该链式铸造机用于
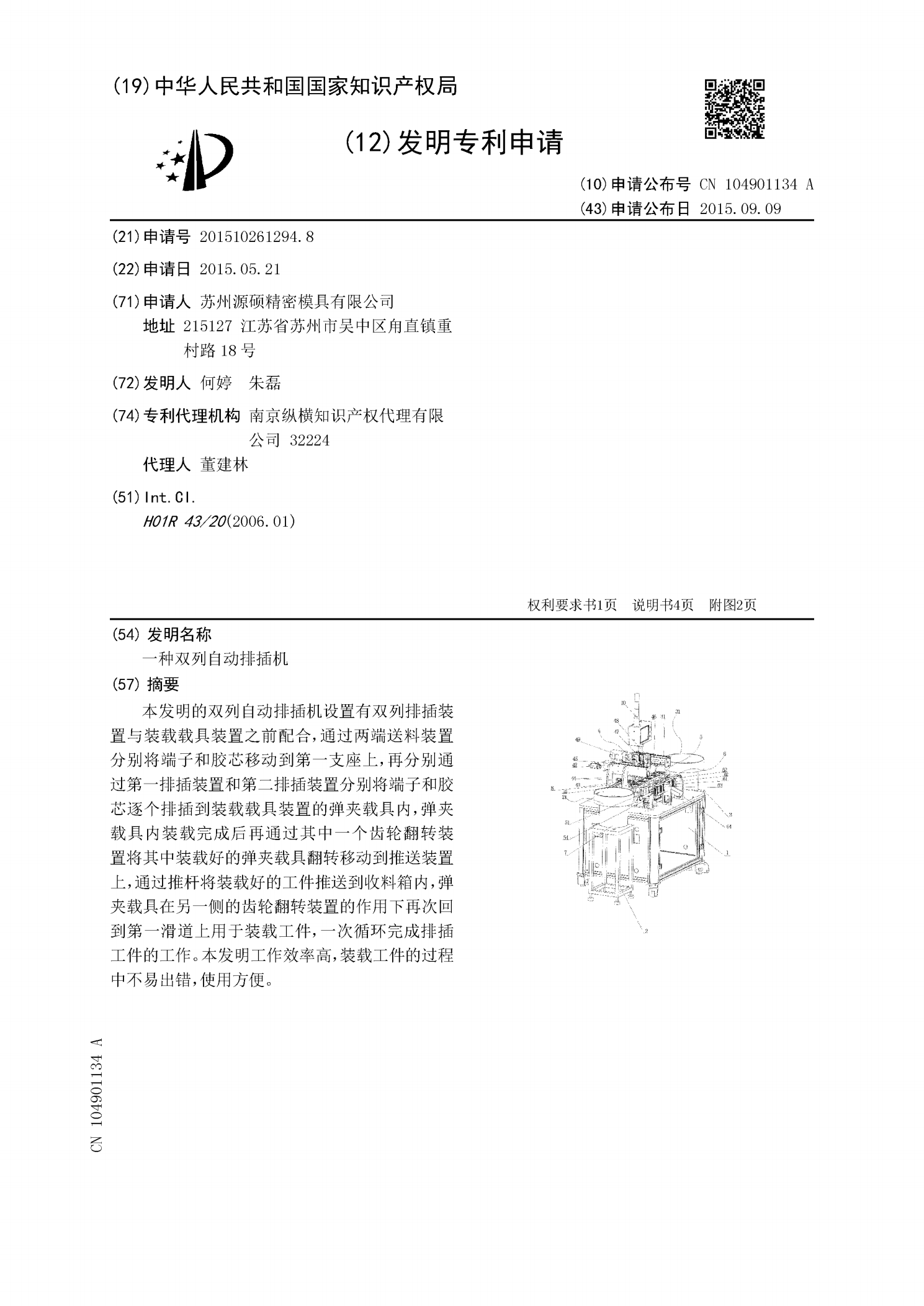
一种双列自动排插机.pdf
本发明的双列自动排插机设置有双列排插装置与装载载具装置之前配合,通过两端送料装置分别将端子和胶芯移动到第一支座上,再分别通过第一排插装置和第二排插装置分别将端子和胶芯逐个排插到装载载具装置的弹夹载具内,弹夹载具内装载完成后再通过其中一个齿轮翻转装置将其中装载好的弹夹载具翻转移动到推送装置上,通过推杆将装载好的工件推送到收料箱内,弹夹载具在另一侧的齿轮翻转装置的作用下再次回到第一滑道上用于装载工件,一次循环完成排插工件的工作。本发明工作效率高,装载工件的过程中不易出错,使用方便。

一种阳极浇铸机定量给料系统.pdf
本发明属于阳极浇铸设备技术领域,尤其是一种阳极浇铸机定量给料系统,其包括处理箱和浇铸机,处理箱的顶部开设有入料口,处理箱的底部开设有出料口,处理箱的两侧内壁上对称安装有两个斜板,处理箱内固定有过滤板,处理箱的两侧均滑动安装有支撑杆,两个支撑杆的一侧均固定安装有粉碎板,两个粉碎板相适配,两个支撑杆的另一侧均固定安装有固定板,处理箱的一侧固定安装有安装板,安装板的顶部固定安装有安装盒,安装盒内固定安装有双轴电机,双轴电机的一个输出轴上固定安装有第一驱动轴的底端。本发明可以控制原料的输送量,而且可以通过粉碎和搅
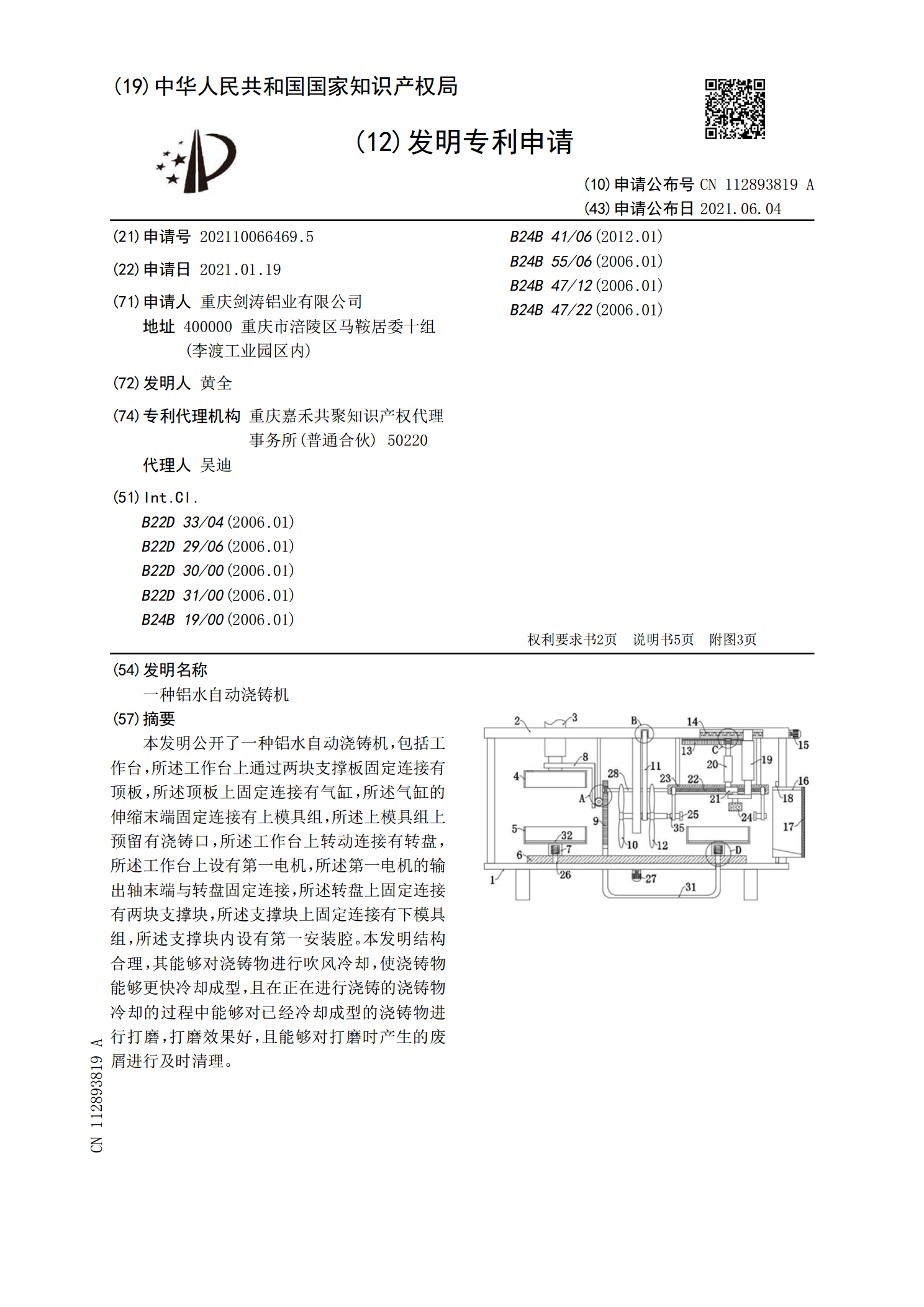
一种铝水自动浇铸机.pdf
本发明公开了一种铝水自动浇铸机,包括工作台,所述工作台上通过两块支撑板固定连接有顶板,所述顶板上固定连接有气缸,所述气缸的伸缩末端固定连接有上模具组,所述上模具组上预留有浇铸口,所述工作台上转动连接有转盘,所述工作台上设有第一电机,所述第一电机的输出轴末端与转盘固定连接,所述转盘上固定连接有两块支撑块,所述支撑块上固定连接有下模具组,所述支撑块内设有第一安装腔。本发明结构合理,其能够对浇铸物进行吹风冷却,使浇铸物能够更快冷却成型,且在正在进行浇铸的浇铸物冷却的过程中能够对已经冷却成型的浇铸物进行打磨,打磨