
一种降低高碳弹簧带钢脱碳层厚度的生产方法.pdf

书生****萌哒

1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低高碳弹簧带钢脱碳层厚度的生产方法.pdf
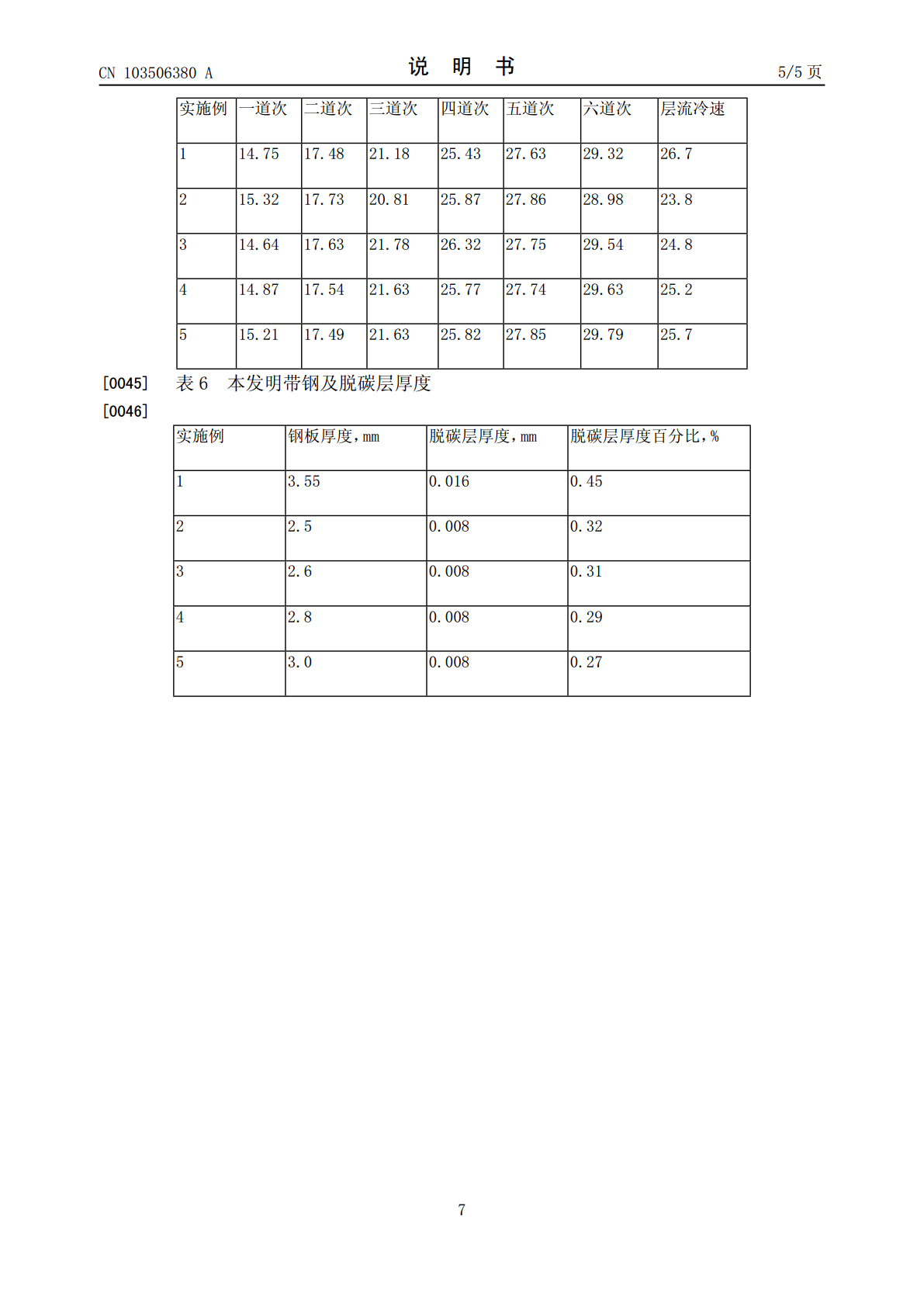
一种降低高碳弹簧带钢脱碳层厚度的生产方法,主要包括冶炼、连铸、热装、加热?、轧制、层流冷却和卷取,连铸坯采用热装入炉,入炉温度500~600℃;加热时间200~220分钟,预热段炉温950~1100℃;一加热段1150~1250℃,时间45~65分钟;二加热段1280~1330℃,时间35~50分钟;均热段1240~1270℃,时间35~40分钟;炉内还原气氛为煤气与空气的混合气体,一加热段空气过剩系数0.85~0.95,二加热段为0.8~0.9,均热段为0.7~0.8;精轧六道次,每道次压下率14%~3
一种降低中高碳板带钢脱碳层厚度的轧制方法.pdf
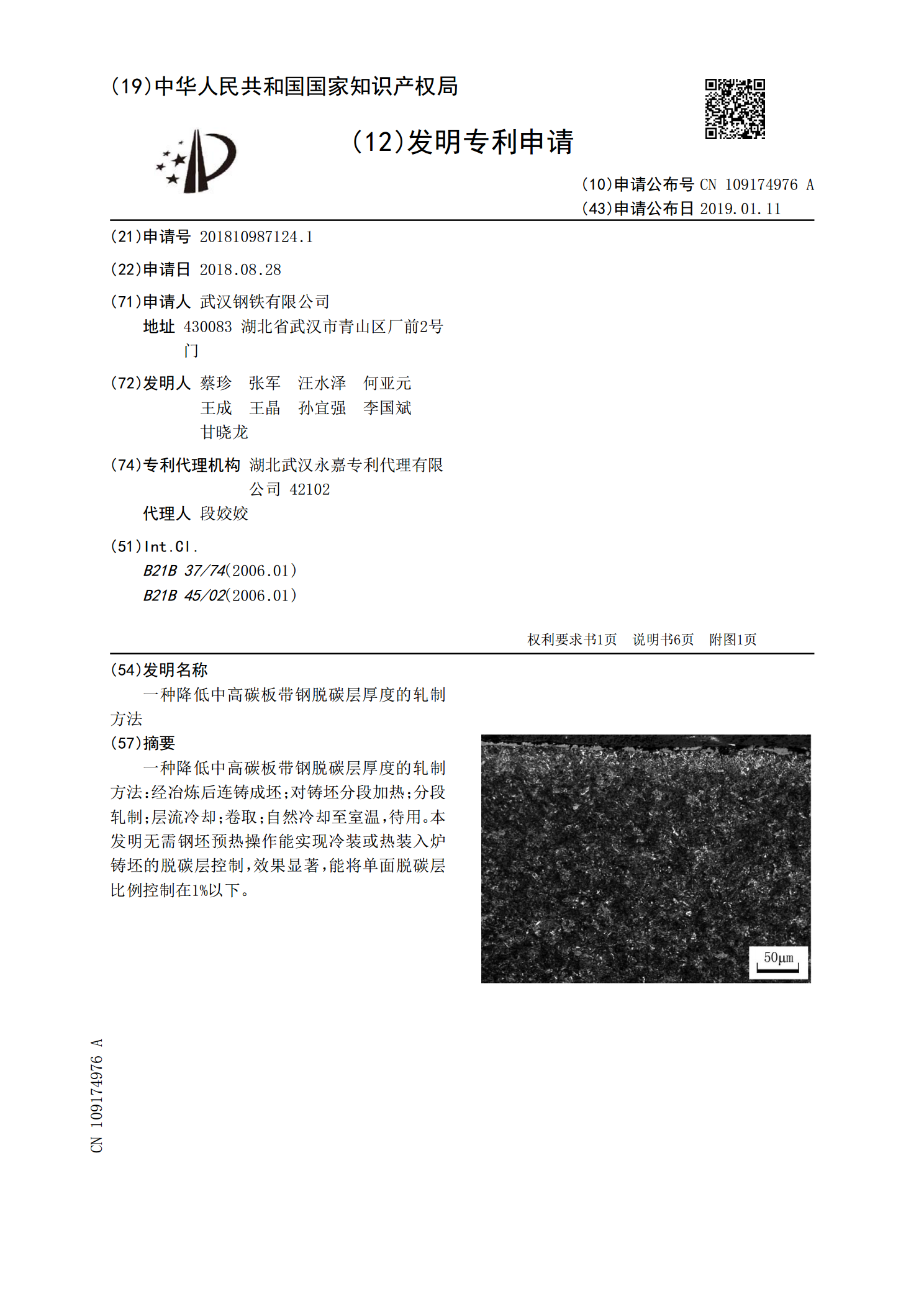
一种降低中高碳板带钢脱碳层厚度的轧制方法:经冶炼后连铸成坯;对铸坯分段加热;分段轧制;层流冷却;卷取;自然冷却至室温,待用。本发明无需钢坯预热操作能实现冷装或热装入炉铸坯的脱碳层控制,效果显著,能将单面脱碳层比例控制在1%以下。
一种降低钢轨脱碳层厚度的方法.pdf
本发明提供了一种降低钢轨脱碳层厚度的方法,按照以下公式确定钢轨脱碳程度系数DI:DI=(4.61[%C]+2.62[%Si]‑2.25[%Mn]‑3.78[%Cr])/0.5,式中:[%C]为钢轨中C元素的质量含量;[%Si]为钢轨中Si元素的质量含量;[%Mn]为钢轨中Mn元素的质量含量;[%Cr]为钢轨中Cr元素的质量含量;其中,脱碳程度系数DI与[%C]+[%Si]+[%Mn]+[%Cr]的值之间满足预定的匹配关系。本发明通过对影响脱碳的C、Si、Mn、Cr等主要化学元素的添加量进行优化,并且将[%
一种脱碳弹簧钢表面脱碳层厚度的计算方法.pdf
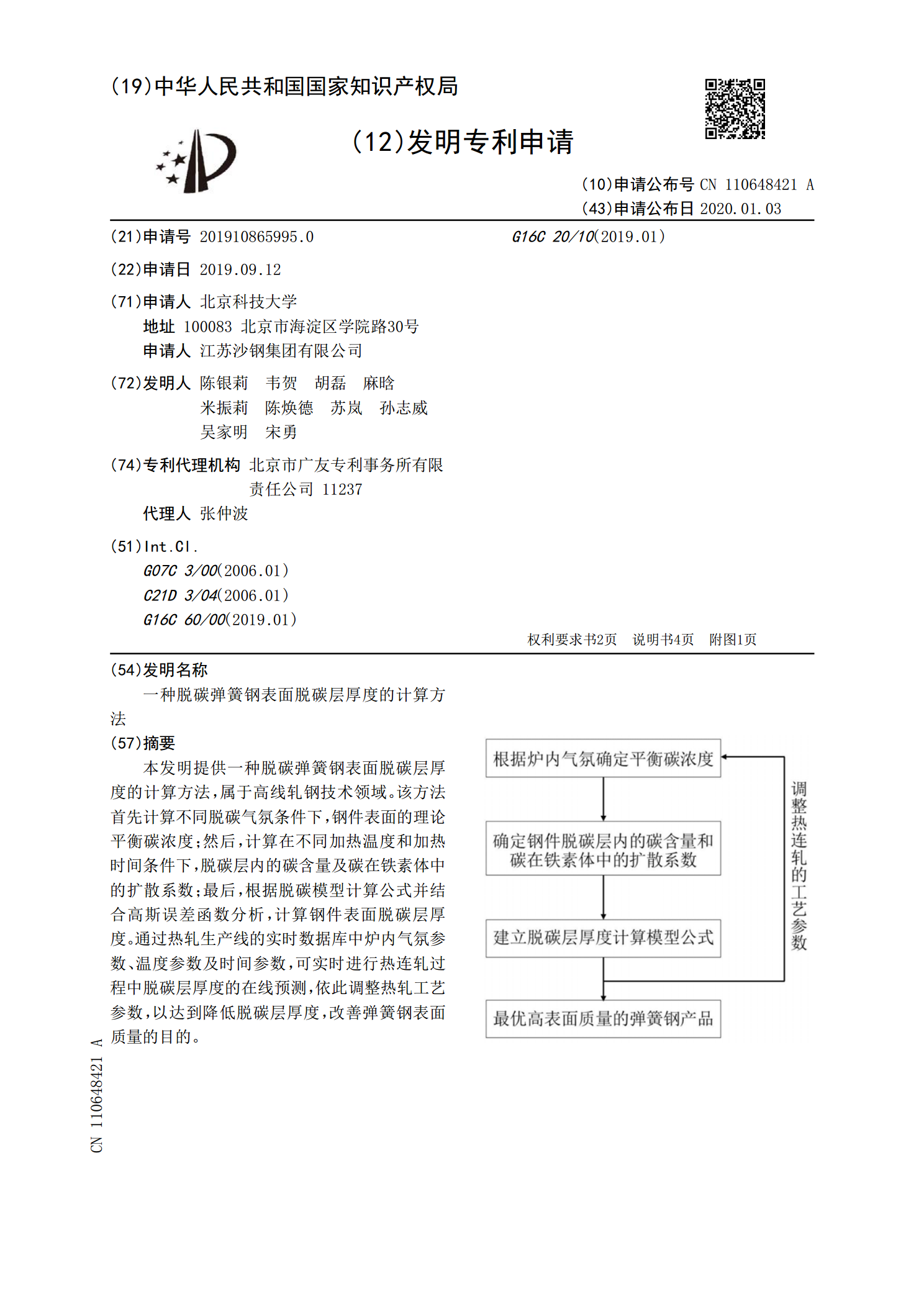
本发明提供一种脱碳弹簧钢表面脱碳层厚度的计算方法,属于高线轧钢技术领域。该方法首先计算不同脱碳气氛条件下,钢件表面的理论平衡碳浓度;然后,计算在不同加热温度和加热时间条件下,脱碳层内的碳含量及碳在铁素体中的扩散系数;最后,根据脱碳模型计算公式并结合高斯误差函数分析,计算钢件表面脱碳层厚度。通过热轧生产线的实时数据库中炉内气氛参数、温度参数及时间参数,可实时进行热连轧过程中脱碳层厚度的在线预测,依此调整热轧工艺参数,以达到降低脱碳层厚度,改善弹簧钢表面质量的目的。

降低高速钢轨脱碳层厚度的研究.docx
降低高速钢轨脱碳层厚度的研究降低高速钢轨脱碳层厚度的研究摘要:高速钢轨脱碳层的存在对其性能和寿命产生了负面影响。本文研究了降低高速钢轨脱碳层厚度的方法和技术,包括表面处理、热处理和合金设计等方面。实验结果表明,通过适当的工艺和材料选择可以有效降低高速钢轨的脱碳层厚度,提高其使用寿命和性能。1.引言高速钢轨作为一种重要的铁路材料,在高速列车运行中起着关键作用。然而,由于长期受到高温和氧化环境的影响,高速钢轨表面往往会形成一层脱碳层。脱碳层的存在导致了高速钢轨的强度和硬度下降,减少了其使用寿命。因此,降低高速