
一种铁素体不锈钢矩形坯多炉连铸的方法.pdf

志信****pp


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁素体不锈钢矩形坯多炉连铸的方法.pdf
本发明涉及一种铁素体不锈钢矩形坯多炉连铸的方法,它包括下述步骤:Ⅰ按连铸机流数序号顺序,分为第一组和第二组,每组流数相同,连铸第5炉大包开包后,浇铸10-15min,钢中包温度为其液相线+30℃~液相线+45℃,先将第二组的每流拉速降至0.60~0.80m/min,再将第一组的每流拉速降至0.40~0.60m/min,更换第一组浸入式水口;Ⅱ将第一组的每流拉速提至0.60~0.80m/min,间隔8~15min,再将第二组的每流拉速降至0.40~0.60m/min,更换第二组浸入式水口,两组浸入式水口全部
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法.pdf
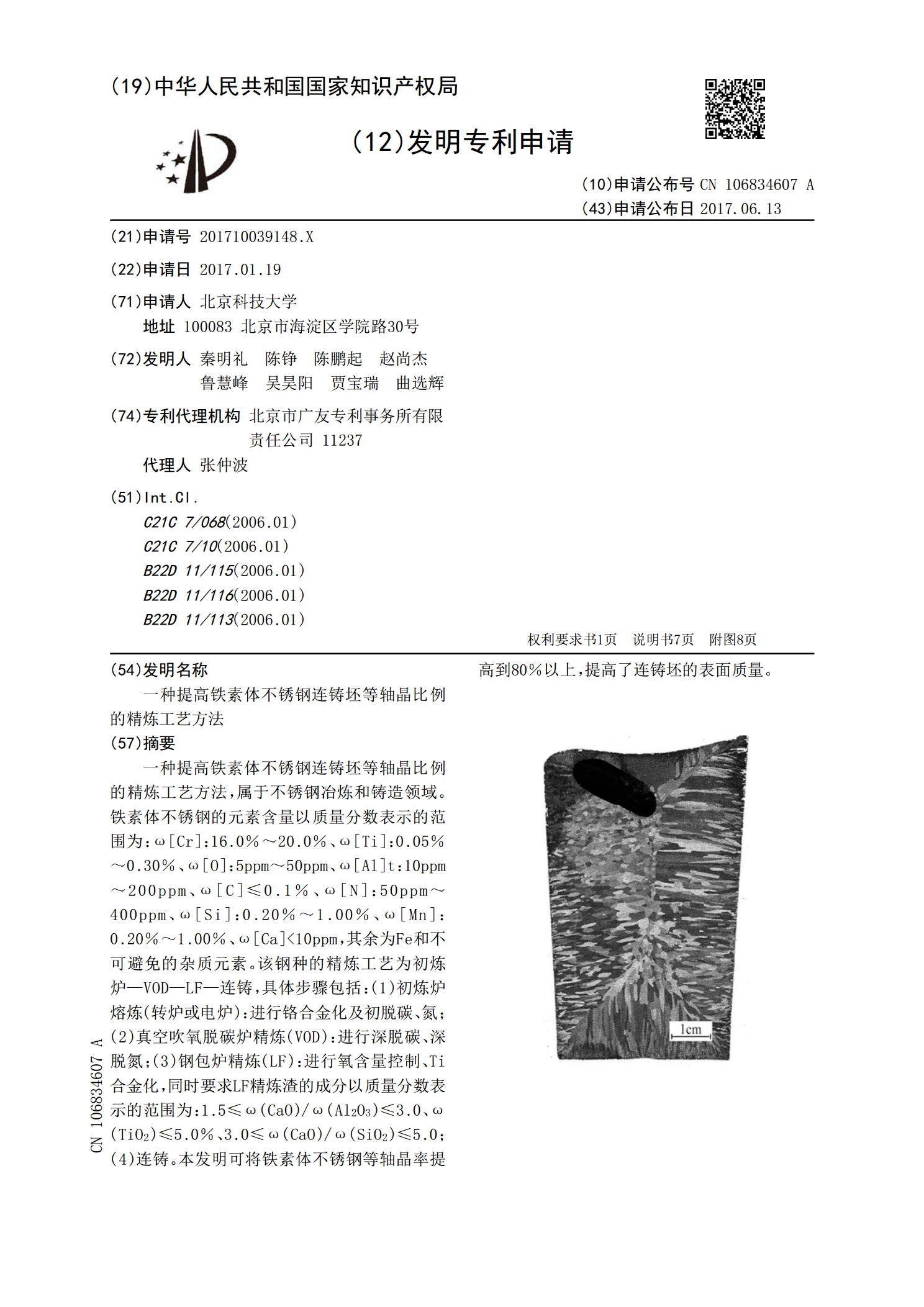
一种提高铁素体不锈钢连铸坯等轴晶比例的精炼工艺方法,属于不锈钢冶炼和铸造领域。铁素体不锈钢的元素含量以质量分数表示的范围为:ω[Cr]:16.0%~20.0%、ω[Ti]:0.05%~0.30%、ω[O]:5ppm~50ppm、ω[Al]t:10ppm~200ppm、ω[C]≤0.1%、ω[N]:50ppm~400ppm、ω[Si]:0.20%~1.00%、ω[Mn]:0.20%~1.00%、ω[Ca]炉—VOD—LF—连铸,具体步骤包括:(1)初炼炉熔炼(转炉或电炉):进行铬合金化及初脱碳、氮;(2)真
一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法.pdf
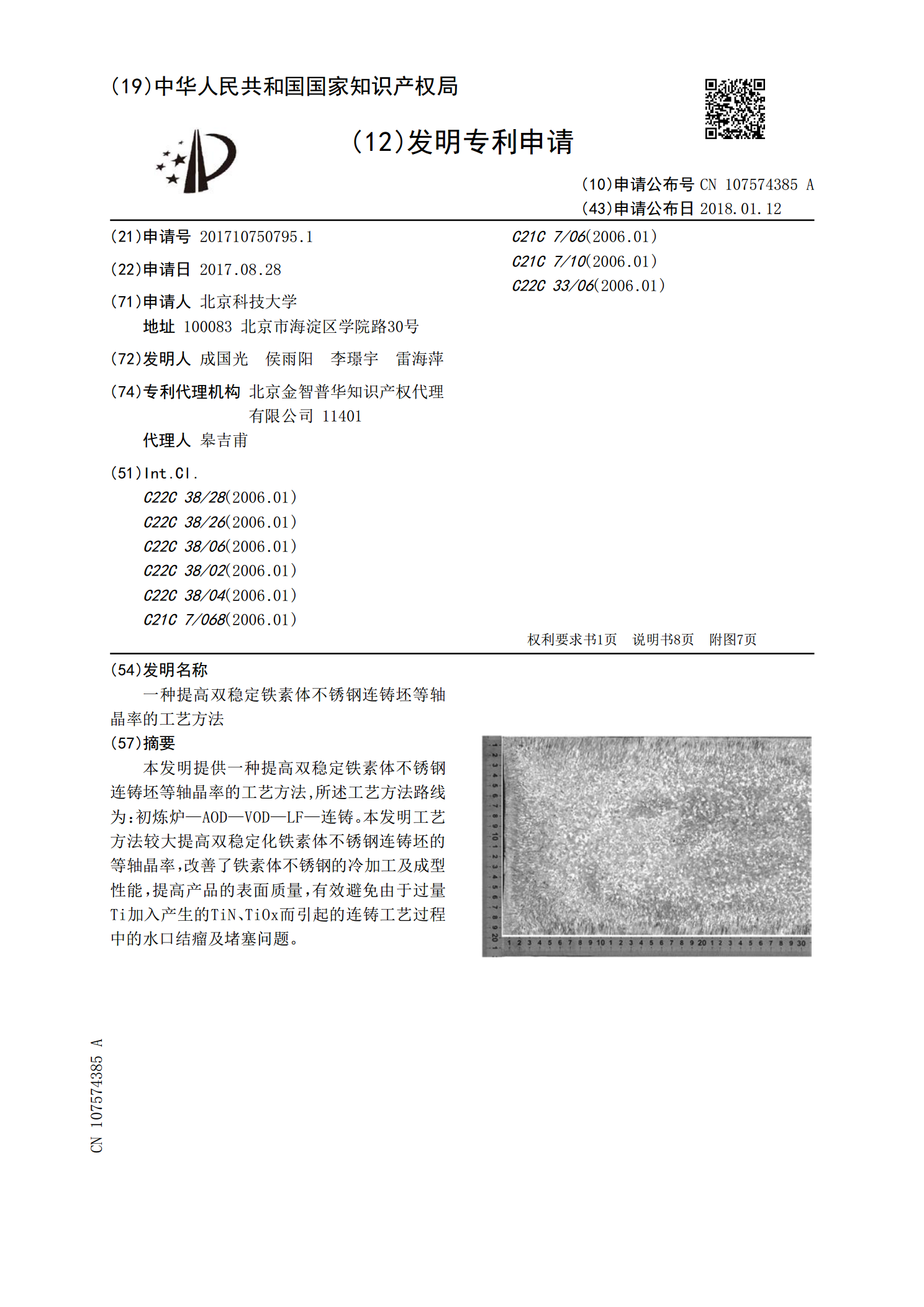
本发明提供一种提高双稳定铁素体不锈钢连铸坯等轴晶率的工艺方法,所述工艺方法路线为:初炼炉—AOD—VOD—LF—连铸。本发明工艺方法较大提高双稳定化铁素体不锈钢连铸坯的等轴晶率,改善了铁素体不锈钢的冷加工及成型性能,提高产品的表面质量,有效避免由于过量Ti加入产生的TiN、TiOx而引起的连铸工艺过程中的水口结瘤及堵塞问题。

铁素体不锈钢连铸坯板的高温力学性能研究.docx
铁素体不锈钢连铸坯板的高温力学性能研究铁素体不锈钢连铸坯板的高温力学性能研究摘要:随着工业化进程的加快,高温工作环境对材料性能的要求不断提高。铁素体不锈钢在高温下表现出良好的耐腐蚀性和机械性能,因此成为研究的重点对象之一。本文以铁素体不锈钢连铸坯板为研究对象,通过分析其高温力学性能的试验数据,探讨了铁素体不锈钢连铸坯板在高温环境下的应力松弛、塑性变形和断裂行为等方面。第一部分:引言简要介绍了铁素体不锈钢和连铸坯板的相关背景和研究意义。第二部分:铁素体不锈钢的高温力学性能描述了铁素体不锈钢的组织结构特点以及
一种马氏体不锈钢矩形坯连铸的方法.pdf
本发明涉及一种马氏体不锈钢矩形坯连铸的方法,它包括下述依次的步骤:Ⅰ在精炼炉,用高碳锰铁或高碳铬铁调整,连铸前钢中[S]≤0.005%,[N]≤0.018%;Ⅱ过热度20-40℃;浸入水口插入深度100-130mm;拉速0.75-1.15min;二冷比水量0.29-0.32L/Kg;Ⅲ使用M+F-EMS组合电磁搅拌,频率为3-5Hz,M-EMS电流强度400-550A,F-EMS的电流强度分别为:1Cr13电流强度300-400A、2Cr13电流强度450-550A、3Cr13电流强度500-600A、4