
一种马氏体不锈钢矩形坯连铸的方法.pdf

骊蓉****23

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种马氏体不锈钢矩形坯连铸的方法.pdf
本发明涉及一种马氏体不锈钢矩形坯连铸的方法,它包括下述依次的步骤:Ⅰ在精炼炉,用高碳锰铁或高碳铬铁调整,连铸前钢中[S]≤0.005%,[N]≤0.018%;Ⅱ过热度20-40℃;浸入水口插入深度100-130mm;拉速0.75-1.15min;二冷比水量0.29-0.32L/Kg;Ⅲ使用M+F-EMS组合电磁搅拌,频率为3-5Hz,M-EMS电流强度400-550A,F-EMS的电流强度分别为:1Cr13电流强度300-400A、2Cr13电流强度450-550A、3Cr13电流强度500-600A、4
一种铁素体不锈钢矩形坯多炉连铸的方法.pdf
本发明涉及一种铁素体不锈钢矩形坯多炉连铸的方法,它包括下述步骤:Ⅰ按连铸机流数序号顺序,分为第一组和第二组,每组流数相同,连铸第5炉大包开包后,浇铸10-15min,钢中包温度为其液相线+30℃~液相线+45℃,先将第二组的每流拉速降至0.60~0.80m/min,再将第一组的每流拉速降至0.40~0.60m/min,更换第一组浸入式水口;Ⅱ将第一组的每流拉速提至0.60~0.80m/min,间隔8~15min,再将第二组的每流拉速降至0.40~0.60m/min,更换第二组浸入式水口,两组浸入式水口全部
光伏玻璃压延辊用马氏体不锈钢连铸大圆坯的制备方法.pdf
本发明涉及一种光伏玻璃压延辊用马氏体不锈钢连铸大圆坯的制备方法,包括通过电弧炉冶炼,合金熔化炉熔化易氧化的合金及料头,氩氧炉脱碳保铬精炼,真空精炼,连铸为大圆坯,连铸过程采用三级复合冷却技术及三段式复合电磁搅拌技术改善圆坯的均匀性及凝固质量,实现了资源的循环利用,降低了金属料及合金元素的烧损;使用高碳铬铁替代低碳铬铁,降低了材料成本;采用连铸方式生产电极坯替代模铸,减轻了工人劳动强度,提高了生产效率,降低对耐火材料等浇注辅料的消耗,减少污染排放,提高钢铁行业的清洁生产比例;连铸大圆坯无需切除冒口,减少切冒
一种适用于不锈钢连铸坯生产过程的连铸坯分级判定方法.pdf
一种适用于不锈钢连铸坯生产过程的连铸坯分级判定方法,属于钢坯产品质量判定范围,它将连铸坯按照质量的好到差依次将其分为A、B、C、D四个等级,连铸坯判定为A级,铸坯表面检验无明显缺陷,无修磨;预判定B级,可视铸坯表面质量进行局部修磨或无修磨;预判定C级需要进行正常修磨;预判定D级需要进行加重修磨。本发明根据生产过程控制情况对连铸坯按炉或按块进行质量判定,可实现在质量判定基础上结合铸坯表面情况及用途确定修磨或无修磨,进而提高不锈钢无修磨比例,降低铸坯修磨损失,实现生产效益的最大化。
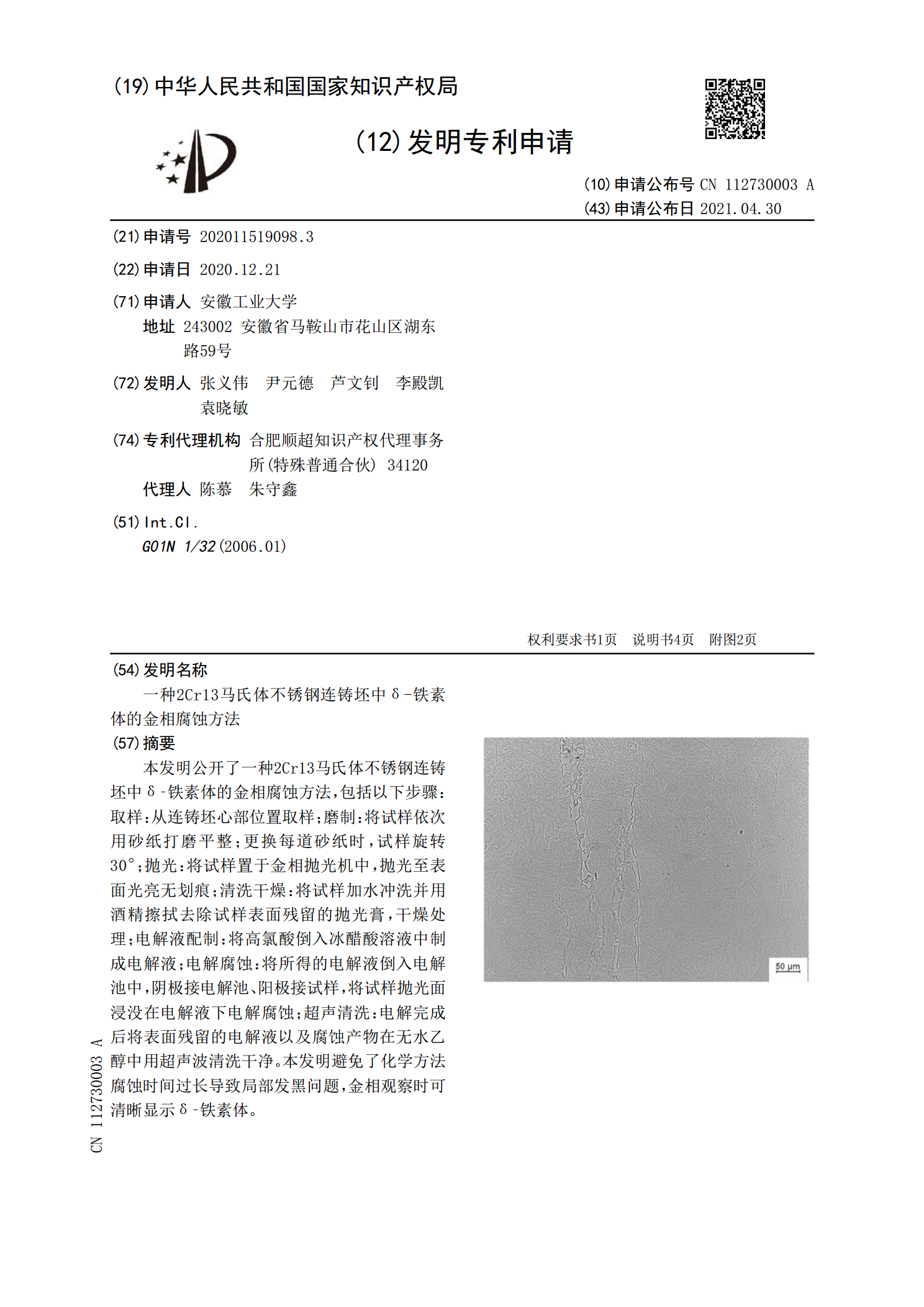
一种2Cr13马氏体不锈钢连铸坯中δ-铁素体的金相腐蚀方法.pdf
本发明公开了一种2Cr13马氏体不锈钢连铸坯中δ‑铁素体的金相腐蚀方法,包括以下步骤:取样:从连铸坯心部位置取样;磨制:将试样依次用砂纸打磨平整;更换每道砂纸时,试样旋转30°;抛光:将试样置于金相抛光机中,抛光至表面光亮无划痕;清洗干燥:将试样加水冲洗并用酒精擦拭去除试样表面残留的抛光膏,干燥处理;电解液配制:将高氯酸倒入冰醋酸溶液中制成电解液;电解腐蚀:将所得的电解液倒入电解池中,阴极接电解池、阳极接试样,将试样抛光面浸没在电解液下电解腐蚀;超声清洗:电解完成后将表面残留的电解液以及腐蚀产物在无水乙醇