
一种进气道防隔热装置.pdf

志玉****爱啊


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种进气道防隔热装置.pdf
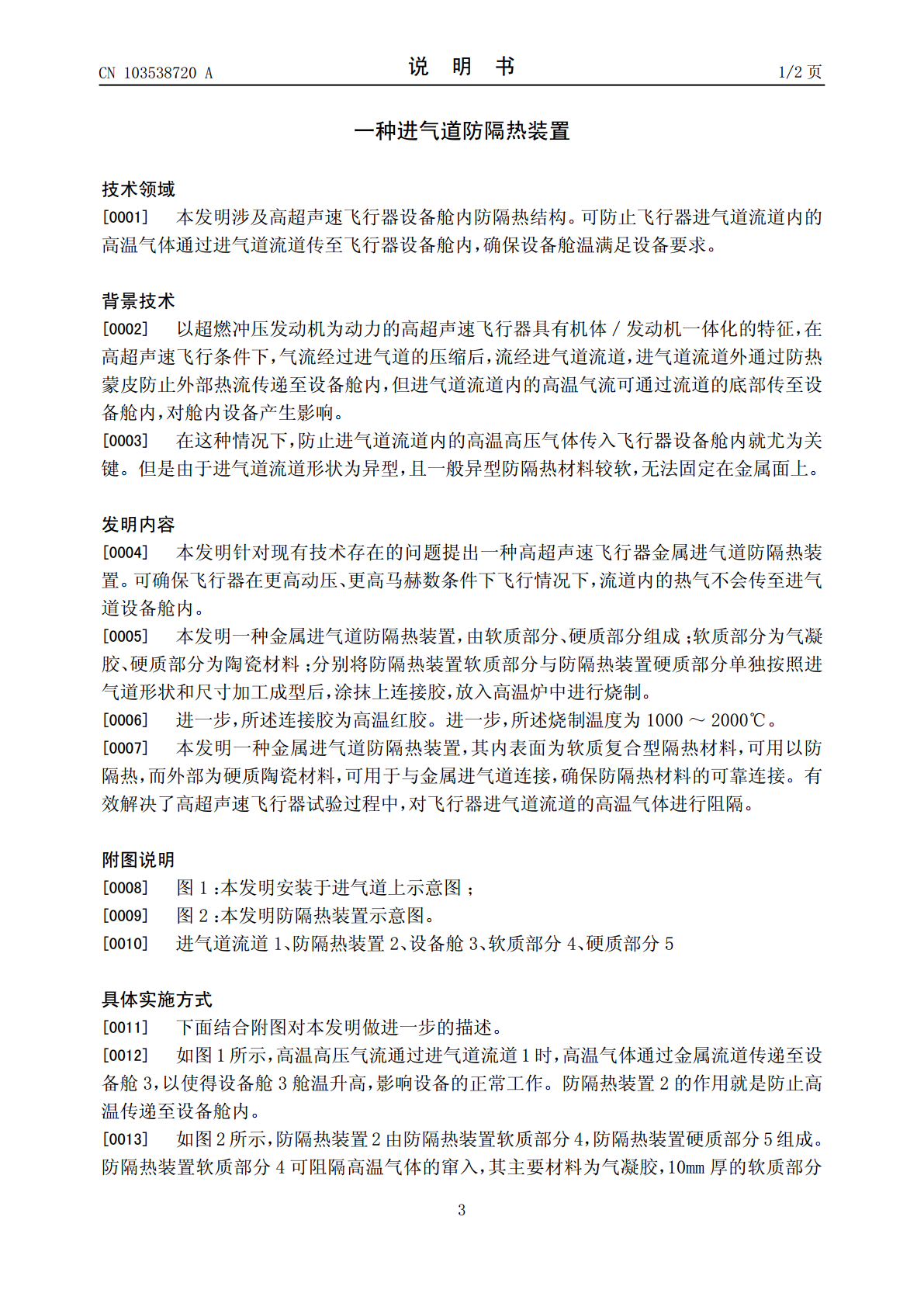
本发明一种金属进气道防隔热装置,由软质部分(4)、硬质部分(5)组成;软质部分为气凝胶、硬质部分为陶瓷材料;分别将防隔热装置软质部分(4)与防隔热装置硬质部分(5)单独按照进气道形状和尺寸加工成型后,涂抹上连接胶,放入高温炉中进行烧制。本发明可确保飞行器在更高动压、更高马赫数条件下飞行情况下,流道内的热气不会传至进气道设备舱内。
一种温针灸防烫伤隔热装置.pdf
本发明提供一种温针灸防烫伤隔热装置,包括刺针、聚烟筒和顶盖,所述刺针设置在聚烟筒的内部,所述顶盖的内壁与聚烟筒的表面螺纹连接,所述聚烟筒的内部设置有缓冲隔热机构,所述缓冲隔热机构包括缓冲网和缓冲布垫,所述缓冲网的表面与聚烟筒的内壁固定连接,所述缓冲布垫的表面与聚烟筒的内壁固定连接,所述缓冲网位于缓冲布垫的下方,涉及温针灸领域。该温针灸防烫伤隔热装置根据现有的温针灸存在的容易烫伤人的问题,设计出特殊的针体和特殊的缓冲隔热机构,针体与缓冲隔热机构相辅相成,从而有效的解决了一般的温针灸缺乏有效的隔热装置,针体传

一种进气道气流减速装置.pdf
本发明提供了一种进气道气流减速装置,属于航空发动机领域,包括气流减速机构和传动机构,气流减速机构包括两级或两级以上风扇,每级风扇至少有两片叶片,传动机构包括行星齿轮和传动轴。本发明提供的一种进气道气流减速装置能有效地降低航空发动机进气道内的气流速度,提高航空发动机的工作效率,减少燃油消耗,传动机构能获得额外的能量。这种进气道气流减速装置可应用于各种飞行器,具有很高的经济价值。
一种进气道调整装置.pdf
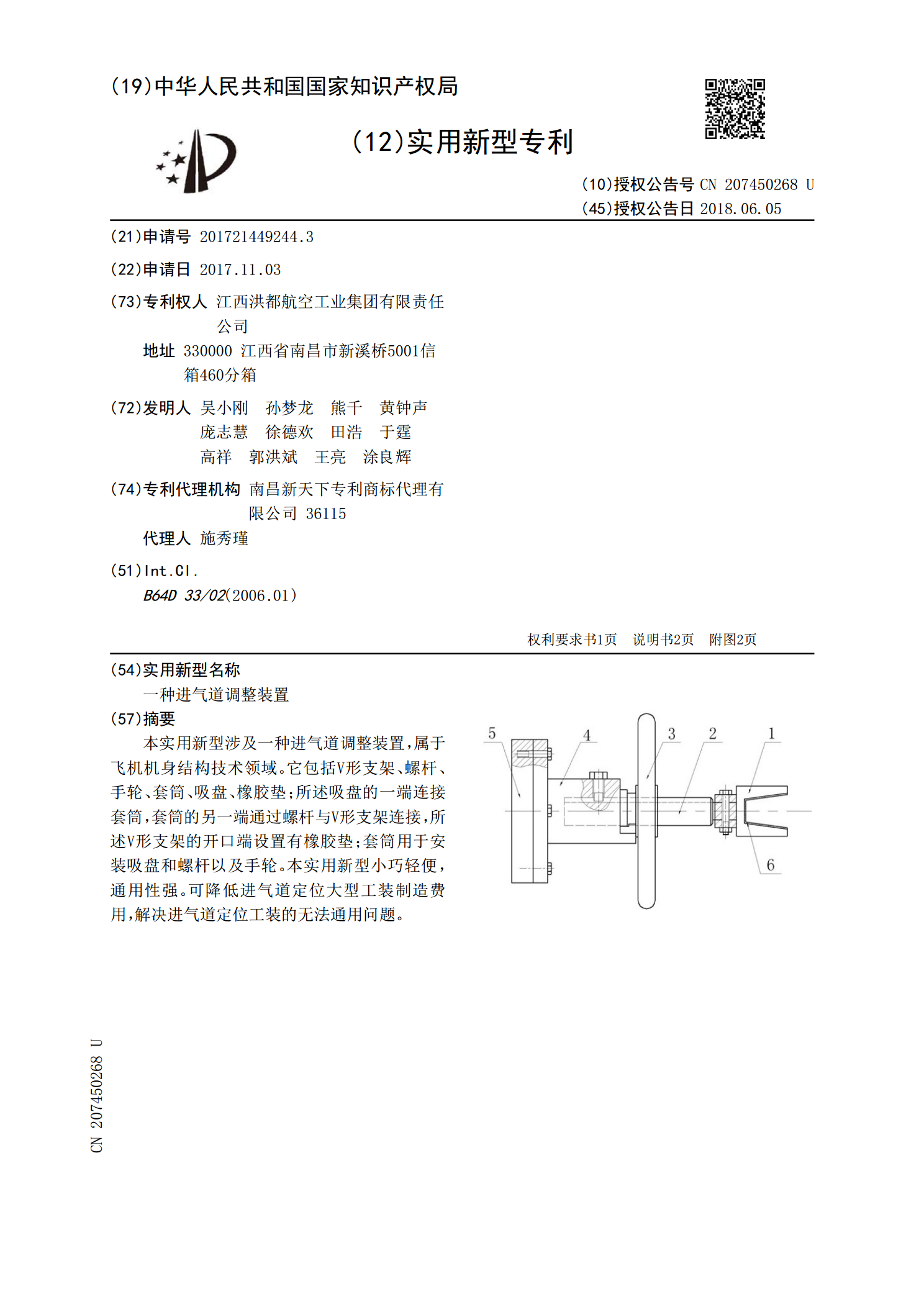
本实用新型涉及一种进气道调整装置,属于飞机机身结构技术领域。它包括V形支架、螺杆、手轮、套筒、吸盘、橡胶垫;所述吸盘的一端连接套筒,套筒的另一端通过螺杆与V形支架连接,所述V形支架的开口端设置有橡胶垫;套筒用于安装吸盘和螺杆以及手轮。本实用新型小巧轻便,通用性强。可降低进气道定位大型工装制造费用,解决进气道定位工装的无法通用问题。
一种模拟进气道和风扇耦合作用的进气道试验装置.pdf
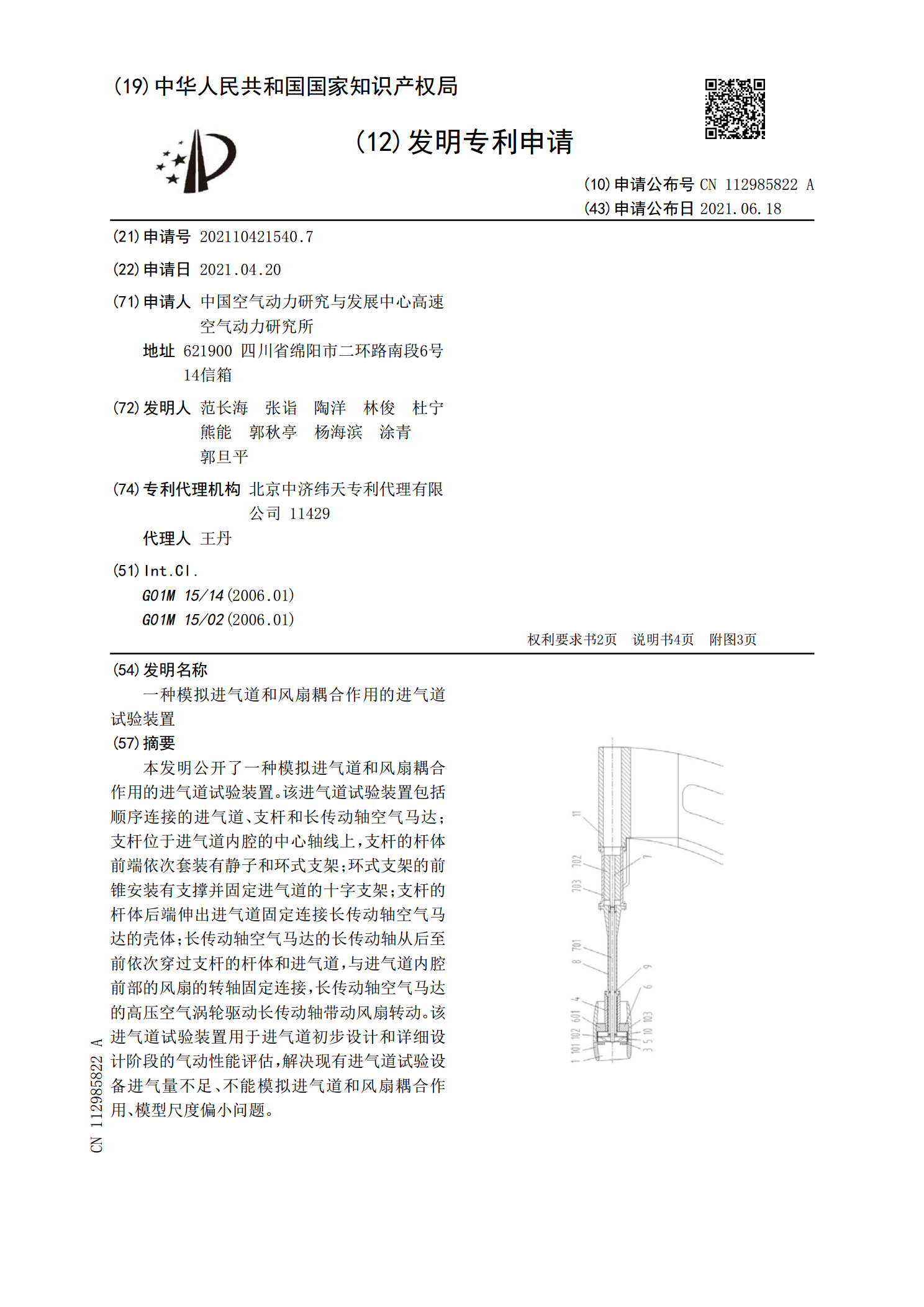
本发明公开了一种模拟进气道和风扇耦合作用的进气道试验装置。该进气道试验装置包括顺序连接的进气道、支杆和长传动轴空气马达;支杆位于进气道内腔的中心轴线上,支杆的杆体前端依次套装有静子和环式支架;环式支架的前锥安装有支撑并固定进气道的十字支架;支杆的杆体后端伸出进气道固定连接长传动轴空气马达的壳体;长传动轴空气马达的长传动轴从后至前依次穿过支杆的杆体和进气道,与进气道内腔前部的风扇的转轴固定连接,长传动轴空气马达的高压空气涡轮驱动长传动轴带动风扇转动。该进气道试验装置用于进气道初步设计和详细设计阶段的气动性能