
一种锅炉汽包焊接过程筒身测量配对对中系统.pdf

闪闪****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锅炉汽包焊接过程筒身测量配对对中系统.pdf
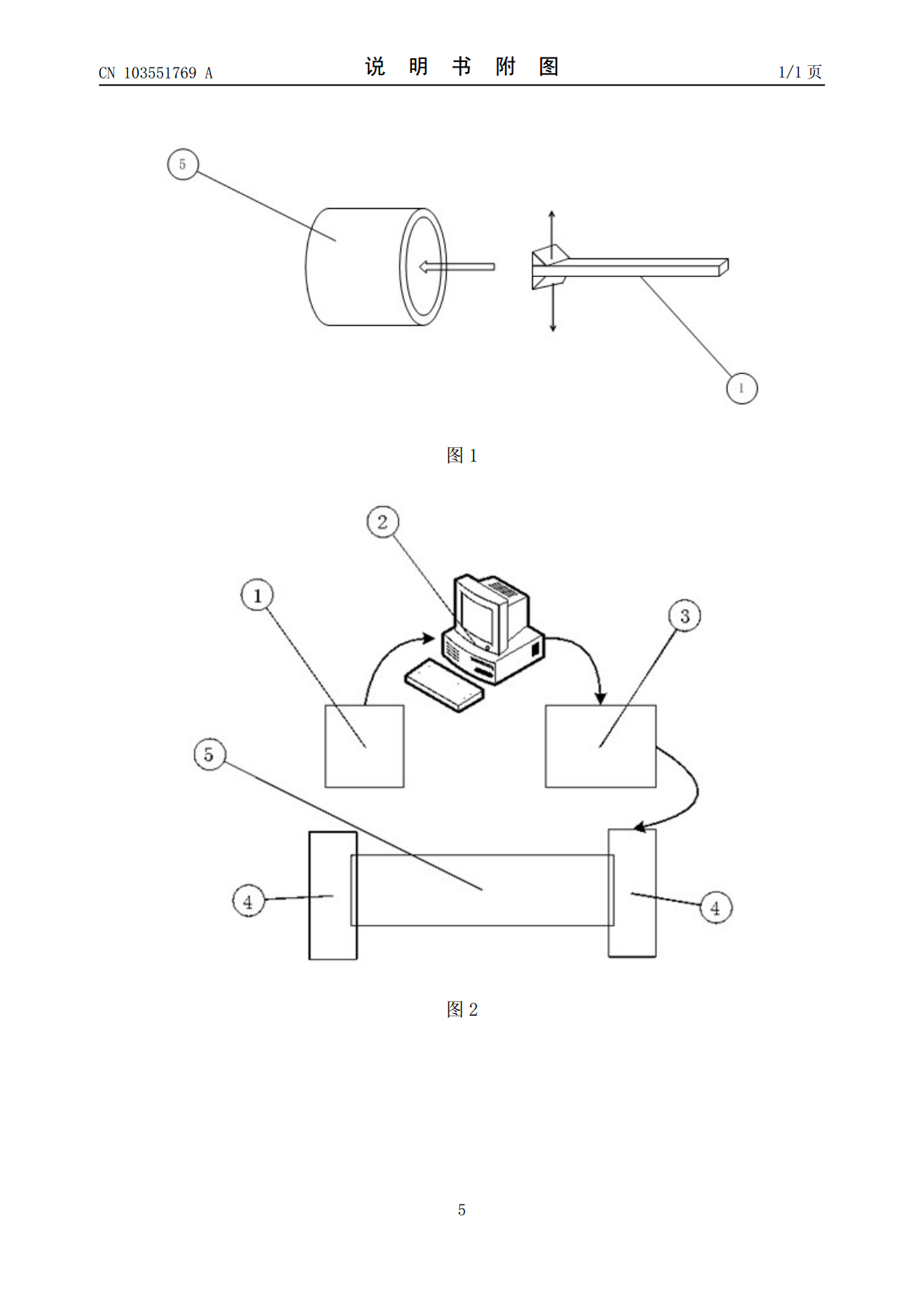
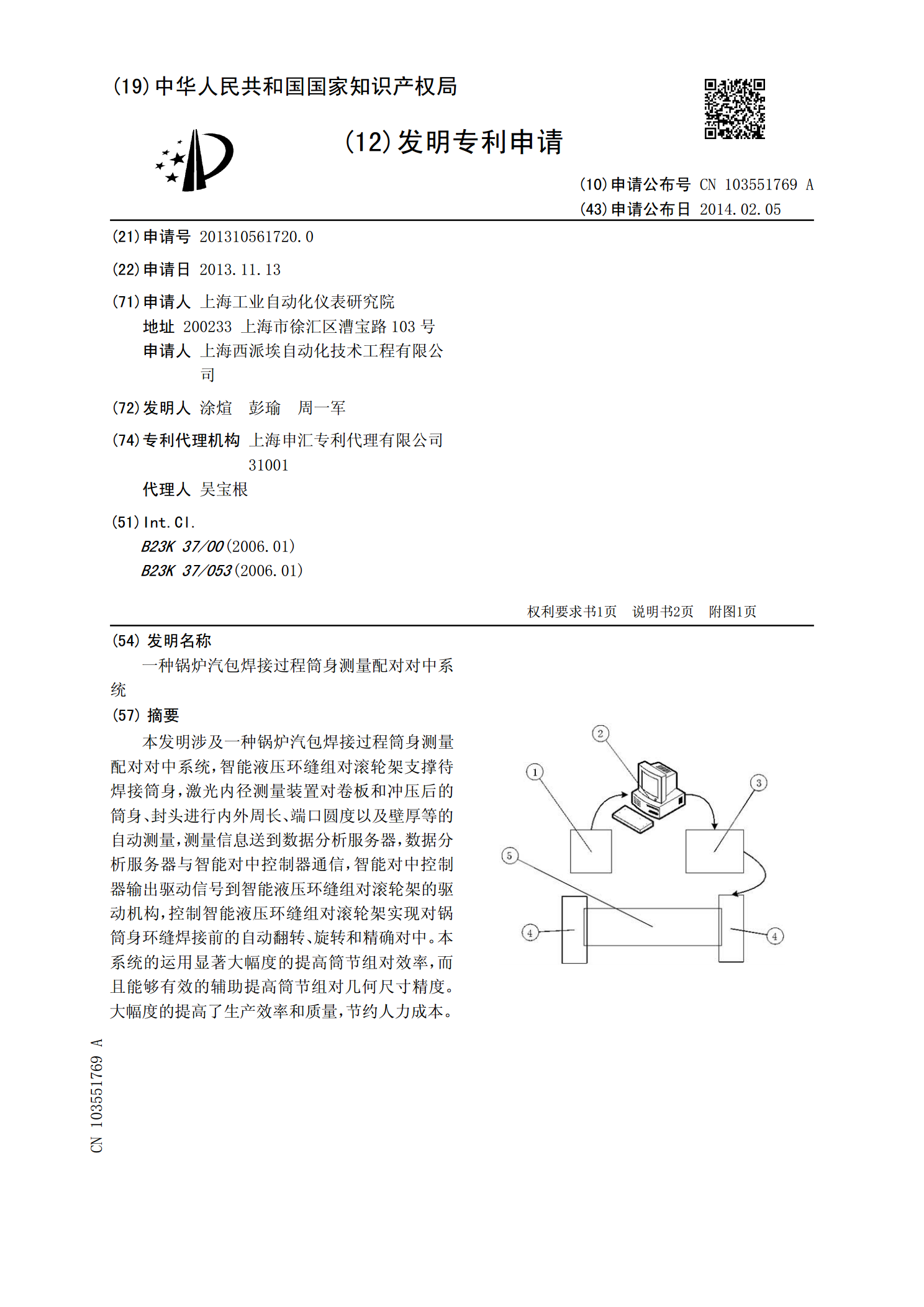
本发明涉及一种锅炉汽包焊接过程筒身测量配对对中系统,智能液压环缝组对滚轮架支撑待焊接筒身,激光内径测量装置对卷板和冲压后的筒身、封头进行内外周长、端口圆度以及壁厚等的自动测量,测量信息送到数据分析服务器,数据分析服务器与智能对中控制器通信,智能对中控制器输出驱动信号到智能液压环缝组对滚轮架的驱动机构,控制智能液压环缝组对滚轮架实现对锅筒身环缝焊接前的自动翻转、旋转和精确对中。本系统的运用显著大幅度的提高筒节组对效率,而且能够有效的辅助提高筒节组对几何尺寸精度。大幅度的提高了生产效率和质量,节约人力成本。
一种用于锅炉汽包筒体的焊接方法.pdf
本发明公开了一种用于锅炉汽包筒体的焊接方法,包括:减小第一钝边和第二钝边的长度,并增大第一钝边和第二钝边之间的距离,对第一待焊件和第二待焊件沿其一侧进行氩弧焊,单面焊双面成型;分别对第一待焊件和第二待焊件的两侧进行手工焊;分别对第一待焊件和第二待焊件的两侧进行埋弧自动焊。本发明一种用于锅炉汽包筒体的焊接方法,通过缩短钝边的长度以及增加钝边之间的间距,使氩弧焊能够单面焊双面成型、无需碳弧气刨打磨清根;由于氩弧焊的第一焊缝较薄,手工焊的第二焊缝用于防止埋弧自动焊时焊穿第一焊缝;通过依次进行单面氩弧焊、双面手工
一种汽包锅炉排污系统.pdf
本发明公开了一种汽包锅炉排污系统,包括安装架,安装架的顶部开有安装孔,安装孔内分别固定连接有加药混合器、连续排污扩容器和除氧器,安装架的一侧固定连接有安装台,安装台的内壁上设有锅炉本体,锅炉本体的顶部设有汽包,汽包的外壁上设有第一连接管,加药混合器的顶部上设有固定管,且固定管的顶端固定连接有计量管,第一连接管的底端固定连接在计量管的顶端,第一连接管靠近底端的一侧设有进药管,固定管的一侧外壁上设有第一阀门。上述方案,所述汽包锅炉排污系统通过设置连续排污扩容器、除氧器和给水泵,通过技术方案创新满足汽包锅炉启动
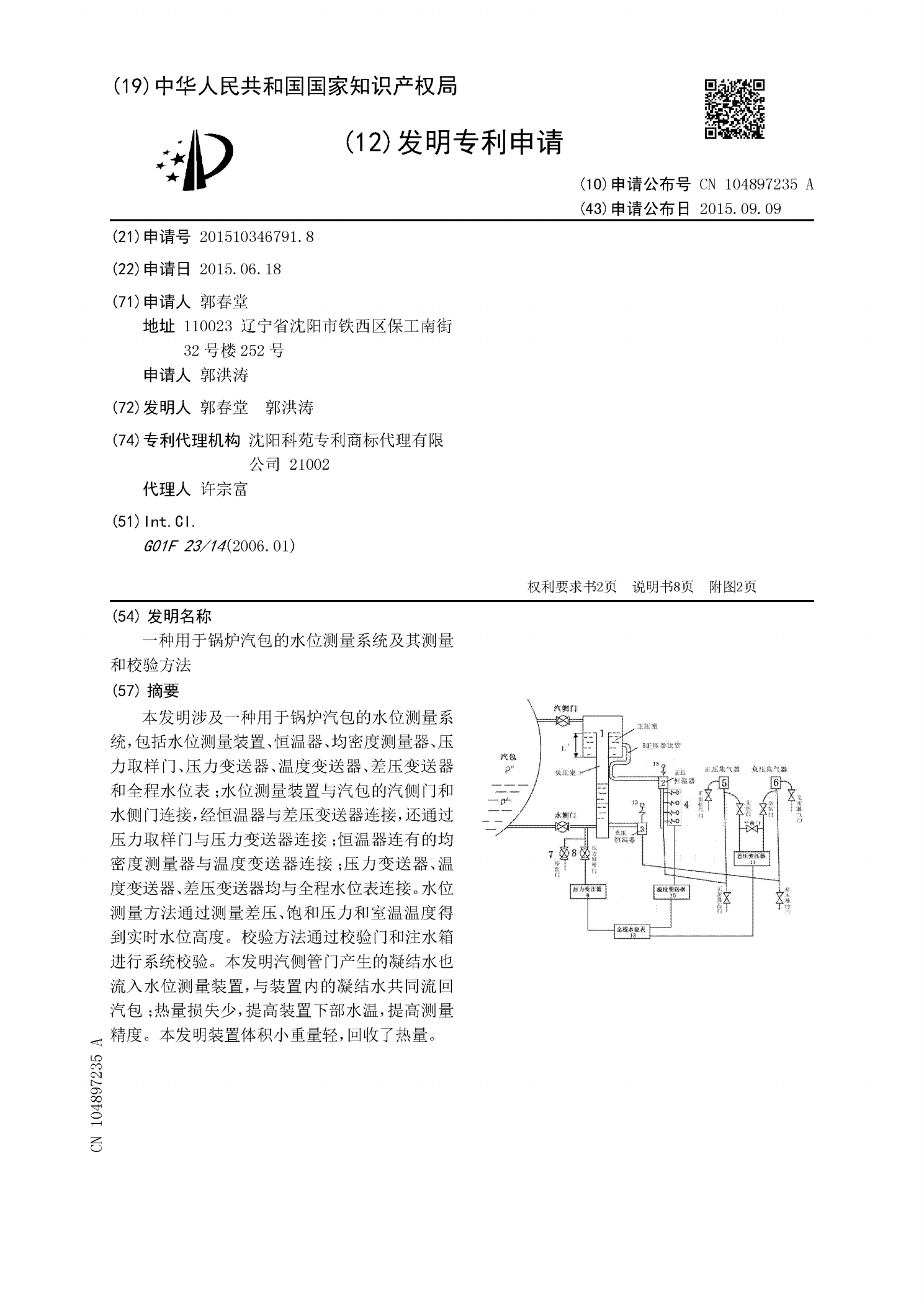
一种用于锅炉汽包的水位测量系统及其测量和校验方法.pdf
本发明涉及一种用于锅炉汽包的水位测量系统,包括水位测量装置、恒温器、均密度测量器、压力取样门、压力变送器、温度变送器、差压变送器和全程水位表;水位测量装置与汽包的汽侧门和水侧门连接,经恒温器与差压变送器连接,还通过压力取样门与压力变送器连接;恒温器连有的均密度测量器与温度变送器连接;压力变送器、温度变送器、差压变送器均与全程水位表连接。水位测量方法通过测量差压、饱和压力和室温温度得到实时水位高度。校验方法通过校验门和注水箱进行系统校验。本发明汽侧管门产生的凝结水也流入水位测量装置,与装置内的凝结水共同流回
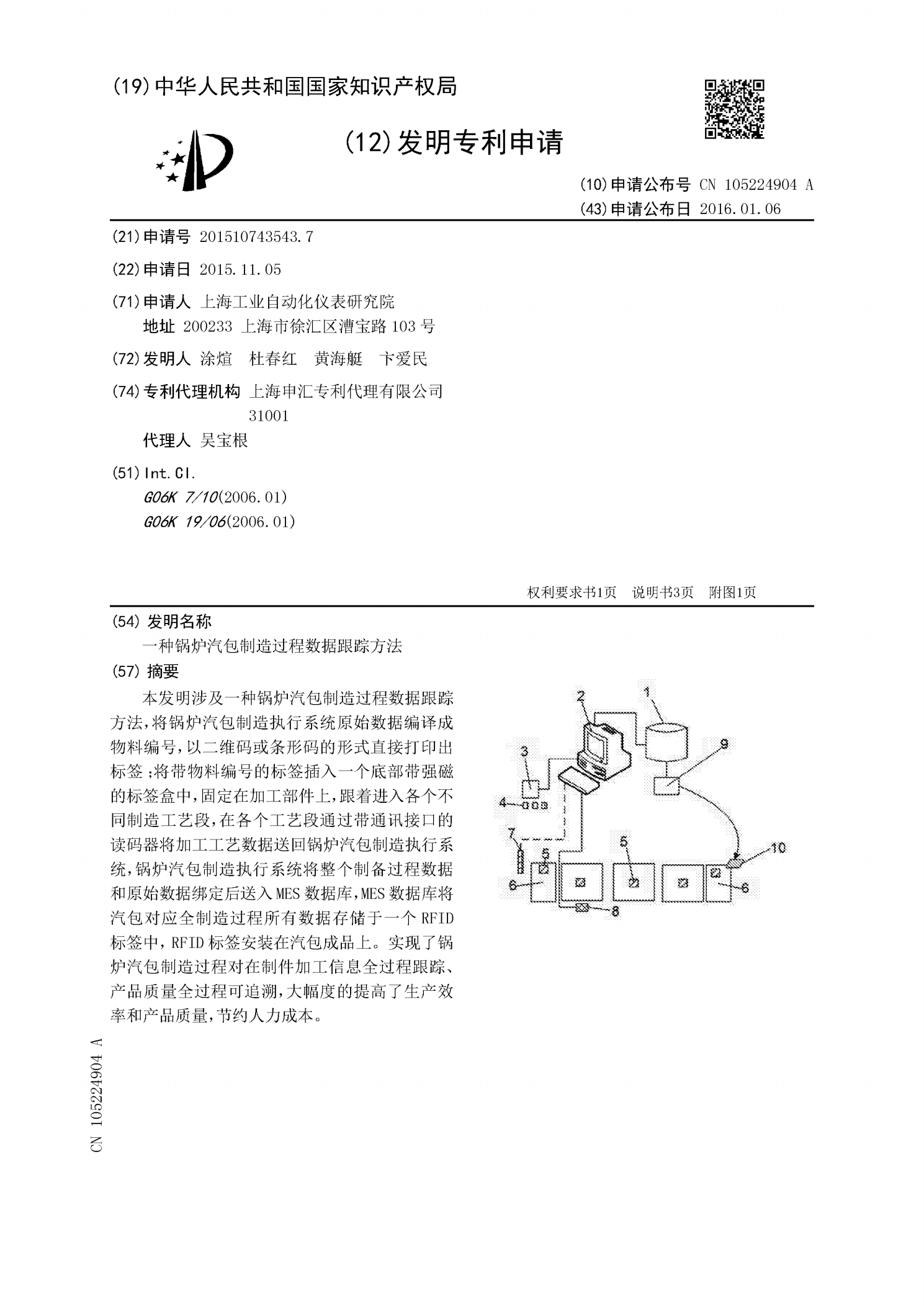
一种锅炉汽包制造过程数据跟踪方法.pdf
本发明涉及一种锅炉汽包制造过程数据跟踪方法,将锅炉汽包制造执行系统原始数据编译成物料编号,以二维码或条形码的形式直接打印出标签;将带物料编号的标签插入一个底部带强磁的标签盒中,固定在加工部件上,跟着进入各个不同制造工艺段,在各个工艺段通过带通讯接口的读码器将加工工艺数据送回锅炉汽包制造执行系统,锅炉汽包制造执行系统将整个制备过程数据和原始数据绑定后送入MES数据库,MES数据库将汽包对应全制造过程所有数据存储于一个RFID标签中,RFID标签安装在汽包成品上。实现了锅炉汽包制造过程对在制件加工信息全过程跟