
钢构件的淬火方法.pdf

宛菡****魔王


1/9
2/9

3/9

4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢构件的淬火方法.pdf
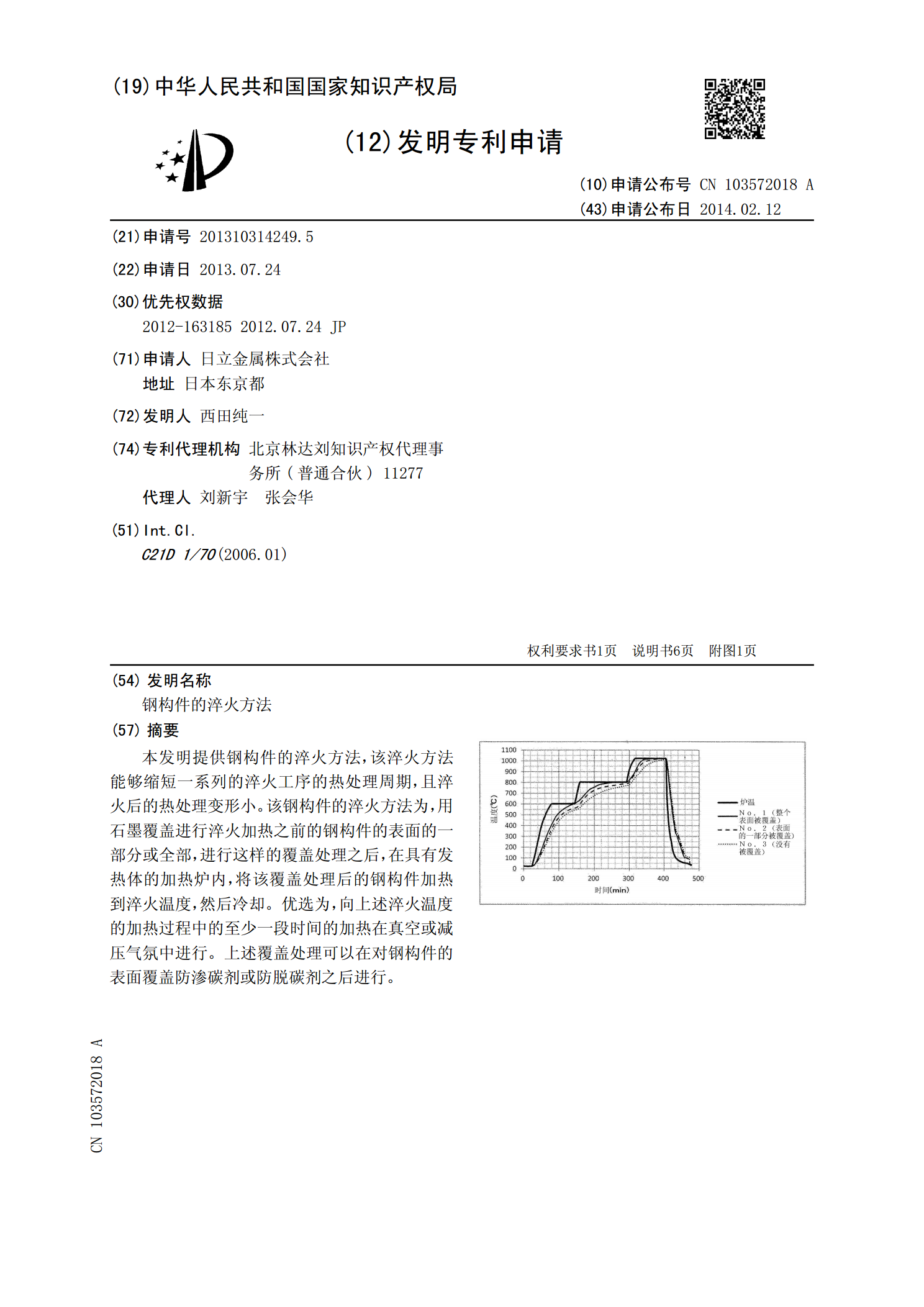
本发明提供钢构件的淬火方法,该淬火方法能够缩短一系列的淬火工序的热处理周期,且淬火后的热处理变形小。该钢构件的淬火方法为,用石墨覆盖进行淬火加热之前的钢构件的表面的一部分或全部,进行这样的覆盖处理之后,在具有发热体的加热炉内,将该覆盖处理后的钢构件加热到淬火温度,然后冷却。优选为,向上述淬火温度的加热过程中的至少一段时间的加热在真空或减压气氛中进行。上述覆盖处理可以在对钢构件的表面覆盖防渗碳剂或防脱碳剂之后进行。
钢构件的淬火方法.pdf
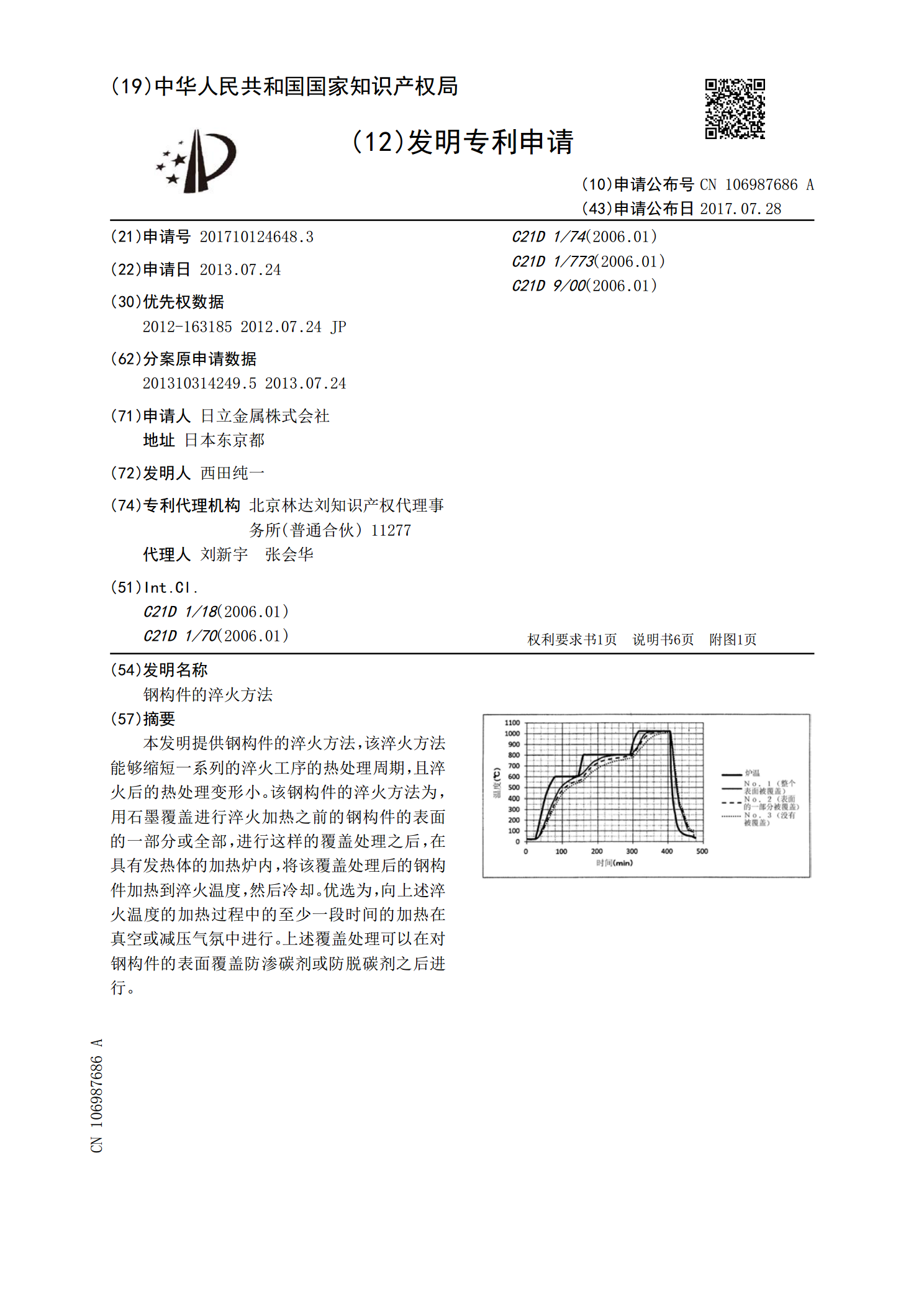
本发明提供钢构件的淬火方法,该淬火方法能够缩短一系列的淬火工序的热处理周期,且淬火后的热处理变形小。该钢构件的淬火方法为,用石墨覆盖进行淬火加热之前的钢构件的表面的一部分或全部,进行这样的覆盖处理之后,在具有发热体的加热炉内,将该覆盖处理后的钢构件加热到淬火温度,然后冷却。优选为,向上述淬火温度的加热过程中的至少一段时间的加热在真空或减压气氛中进行。上述覆盖处理可以在对钢构件的表面覆盖防渗碳剂或防脱碳剂之后进行。
一种超高强钢薄壁结构件淬火用夹持装置及淬火方法.pdf
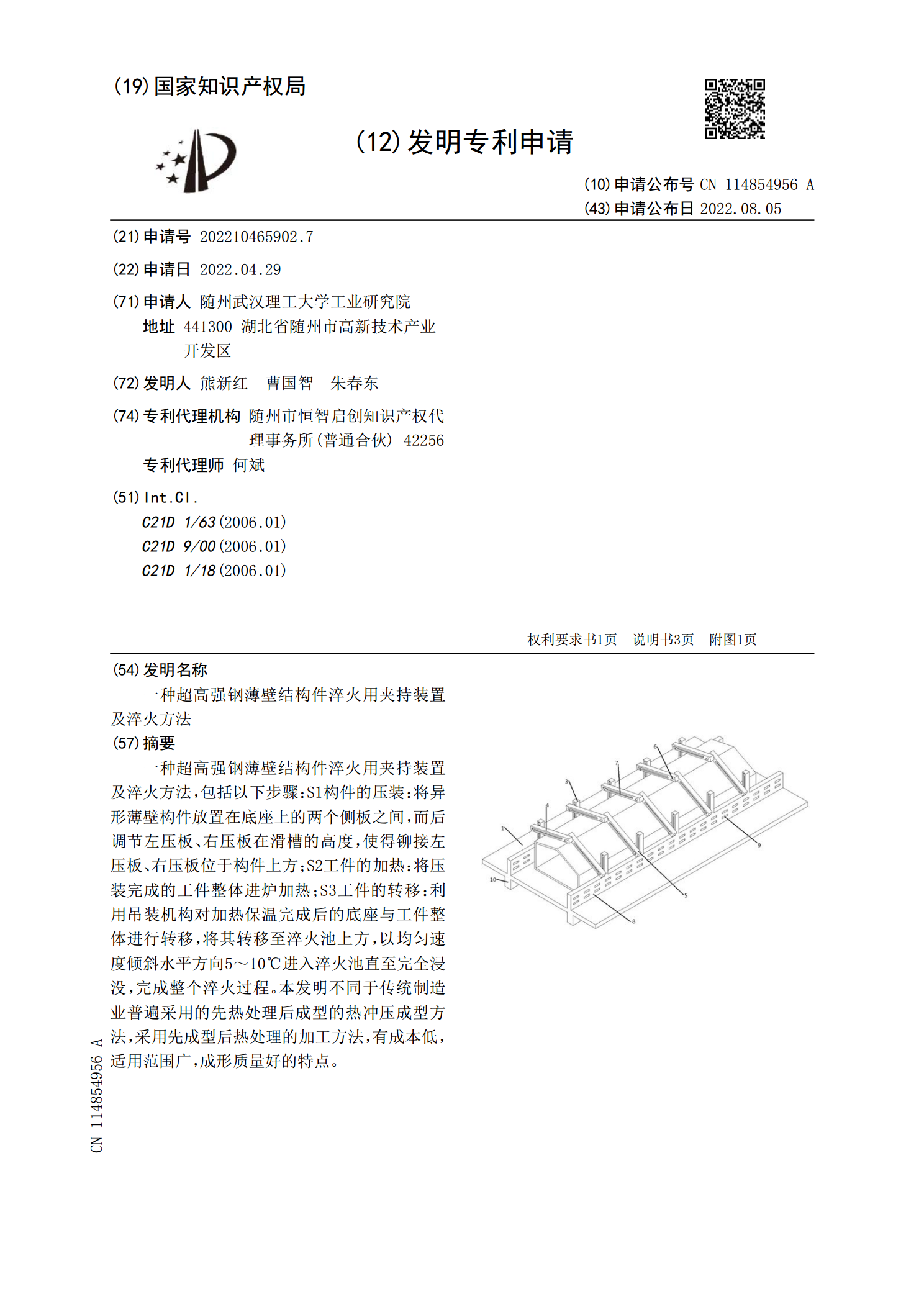
一种超高强钢薄壁结构件淬火用夹持装置及淬火方法,包括以下步骤:S1构件的压装:将异形薄壁构件放置在底座上的两个侧板之间,而后调节左压板、右压板在滑槽的高度,使得铆接左压板、右压板位于构件上方;S2工件的加热:将压装完成的工件整体进炉加热;S3工件的转移:利用吊装机构对加热保温完成后的底座与工件整体进行转移,将其转移至淬火池上方,以均匀速度倾斜水平方向5~10℃进入淬火池直至完全浸没,完成整个淬火过程。本发明不同于传统制造业普遍采用的先热处理后成型的热冲压成型方法,采用先成型后热处理的加工方法,有成本低,适

钢导轨淬火变形的防止方法.docx
钢导轨淬火变形的防止方法Title:MethodsforPreventingDeformationofQuenchedSteelRailsAbstract:Quenchingisacriticalheattreatmentprocessusedinthemanufacturingofsteelrailstoimprovetheirhardness,wearresistance,andoverallperformance.However,quenchingcanalsoleadtodeformationdu

钢淬火时的最佳冷却方法.docx
钢淬火时的最佳冷却方法钢淬火是一种重要的金属加工方法,通过迅速冷却钢材可以提高其硬度和强度。冷却方法的选择对淬火效果至关重要。本文将探讨钢淬火的最佳冷却方法,并在此基础上讨论不同冷却方法对钢材性能的影响。淬火是指将加热至适当温度的钢材迅速冷却,使其发生固溶体变换或马氏体变换,从而获得理想的硬度和强度。钢淬火的冷却方法可以分为传统冷却方法和现代冷却方法两大类。1.传统冷却方法1.1水冷却水冷却是最常用的传统冷却方法之一。其基本原理是通过水的高比热和高热传导率,快速吸收和带走钢材表面的热量,实现快速冷却的目的