
一种CrMnTi系齿轮钢生产制造方法.pdf

是浩****32

1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种CrMnTi系齿轮钢生产制造方法.pdf
本发明涉及一种CrMnTi系齿轮钢,其组分及其重量百分比为:C:0.17%-0.22%,Si:0.18%-0.30%,Mn:0.80%-1.10%,Cr:1.00%-1.20%,S≤0.030%,P≤0.030%,Ti:0.04%-0.08%,Cu≤0.20%,Ni≤0.20%,Mo≤0.05%,O≤20×10-6,H≤2×10-6,N≤70×10-6,Fe为主体成分,并首先通过转炉冶炼,然后进行LR精炼处理,再通过RH炉真空处理,再次通过连铸,最后通过轧制,制得CrMnTi系齿轮钢。生产的齿轮钢具有长寿

一种低成本CrMnTi系齿轮钢及其生产方法.pdf
本发明涉及一种低成本CrMnTi系齿轮钢,其组分及其重量百分比是:C:0.17%~0.22%,Si:0.18%~0.30%,Mn:0.80~1.10%,S≤0.030%,P≤0.030%,Cr:1.00%~1.20%,Ti:0.04%~0.08%,Cu≤0.20%,Ni≤0.20%,Mo≤0.05%,O≤20×10~6,H≤2×10~6,N≤70×10~6,剩余的为Fe,通过首先转炉冶炼,然后炉外精炼,再进行连铸,再次进行加热轧制,最后进行在线倒棱,制得CrMnTi系齿轮钢。有效降低了生产成本,另外,本发

一种CrMnTi系齿轮钢及其加工工艺.pdf
本发明公开了一种CrMnTi系齿轮钢,按重量百分比由0.16%~0.23%的C、0.20%~0.37%的Si、0.80%~1.25%的Mn、1.00%~1.45%的Cr、0.015%~0.035%的S、0~0.035%的P、0.01%~0.02%的V、0.04%~0.10%的Ti、0.015%~0.035%的Al、0~0.25%的Ni、0~0.20%的Cu、0~0.04%的Mo以及余量的Fe和杂质组成,通过特殊的工艺加工而成。用本发明配方及加工工艺制造齿轮钢,具有成本低、工序简化、淬透性稳定、生产效率高、
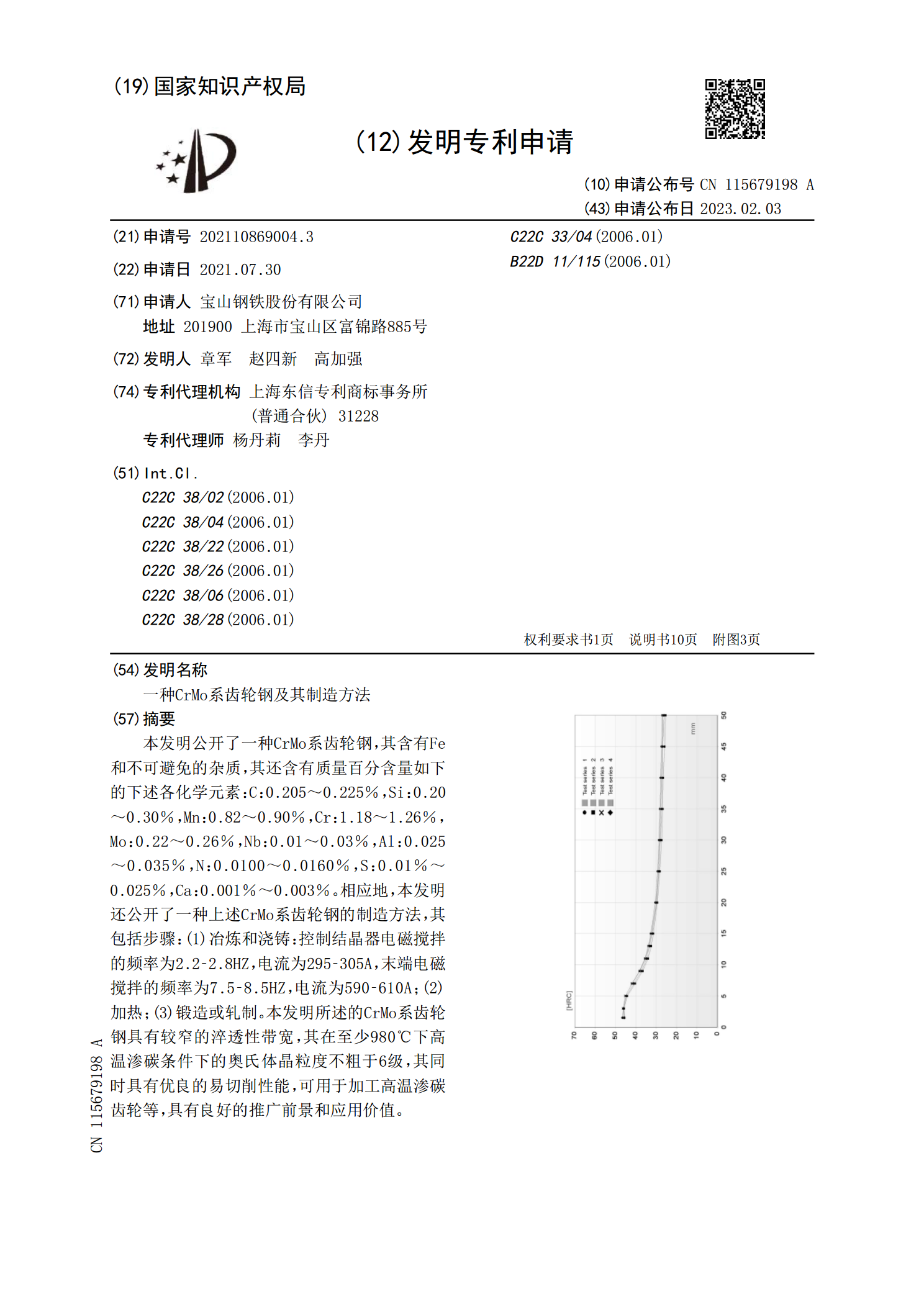
一种CrMo系齿轮钢及其制造方法.pdf
本发明公开了一种CrMo系齿轮钢,其含有Fe和不可避免的杂质,其还含有质量百分含量如下的下述各化学元素:C:0.205~0.225%,Si:0.20~0.30%,Mn:0.82~0.90%,Cr:1.18~1.26%,Mo:0.22~0.26%,Nb:0.01~0.03%,Al:0.025~0.035%,N:0.0100~0.0160%,S:0.01%~0.025%,Ca:0.001%~0.003%。相应地,本发明还公开了一种上述CrMo系齿轮钢的制造方法,其包括步骤:(1)冶炼和浇铸:控制结晶器电磁搅拌
一种高性能20CrMnTi齿轮钢的低温轧制生产方法.pdf
本发明属于冶金行业特殊钢生产加工领域,涉及一种高性能20CrMnTi齿轮钢的低温轧制生产方法,以20CrMnTi连铸坯为原料,依次包括如下工序:加热、除鳞、粗轧、连轧、穿水冷却、棒材减定径机组精轧、冷床冷却,最终得到成品棒材。上述高性能20CrMnTi齿轮钢的低温轧制生产方法,优化了加热炉加热工艺制度,降低了加热能耗,节约生产成本,保护环境;得到了高性能的20CrMnTi齿轮钢,其晶粒度控制、硬度控制和力学性能控制均优于常规轧制工艺,其金相组织为铁素体加珠光体,硬度体普遍为170‑220HBW,其晶粒度细