
一种铝合金镶圈活塞的热处理方法及其装置.pdf

是来****文章

1/7
2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金镶圈活塞的热处理方法及其装置.pdf
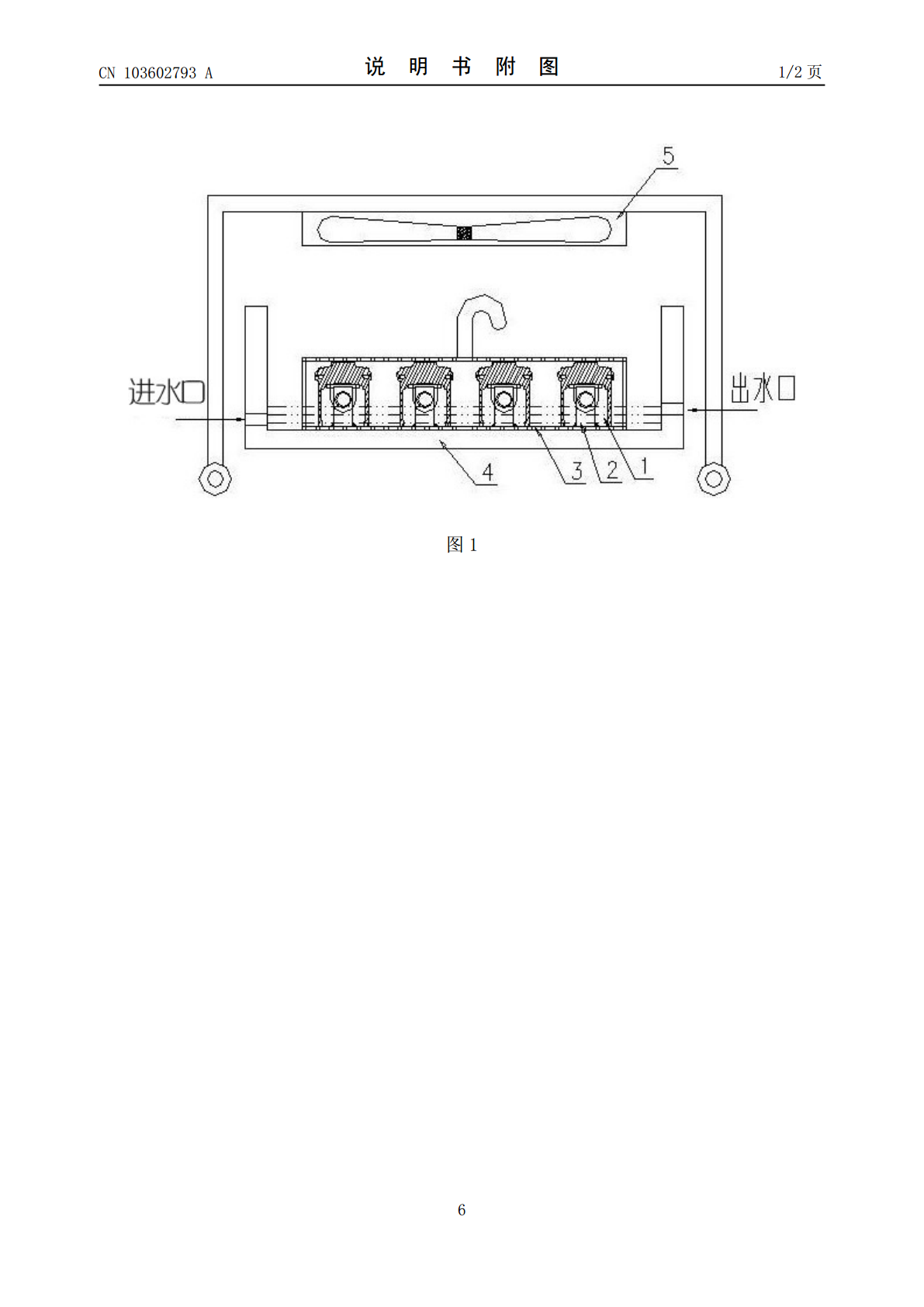
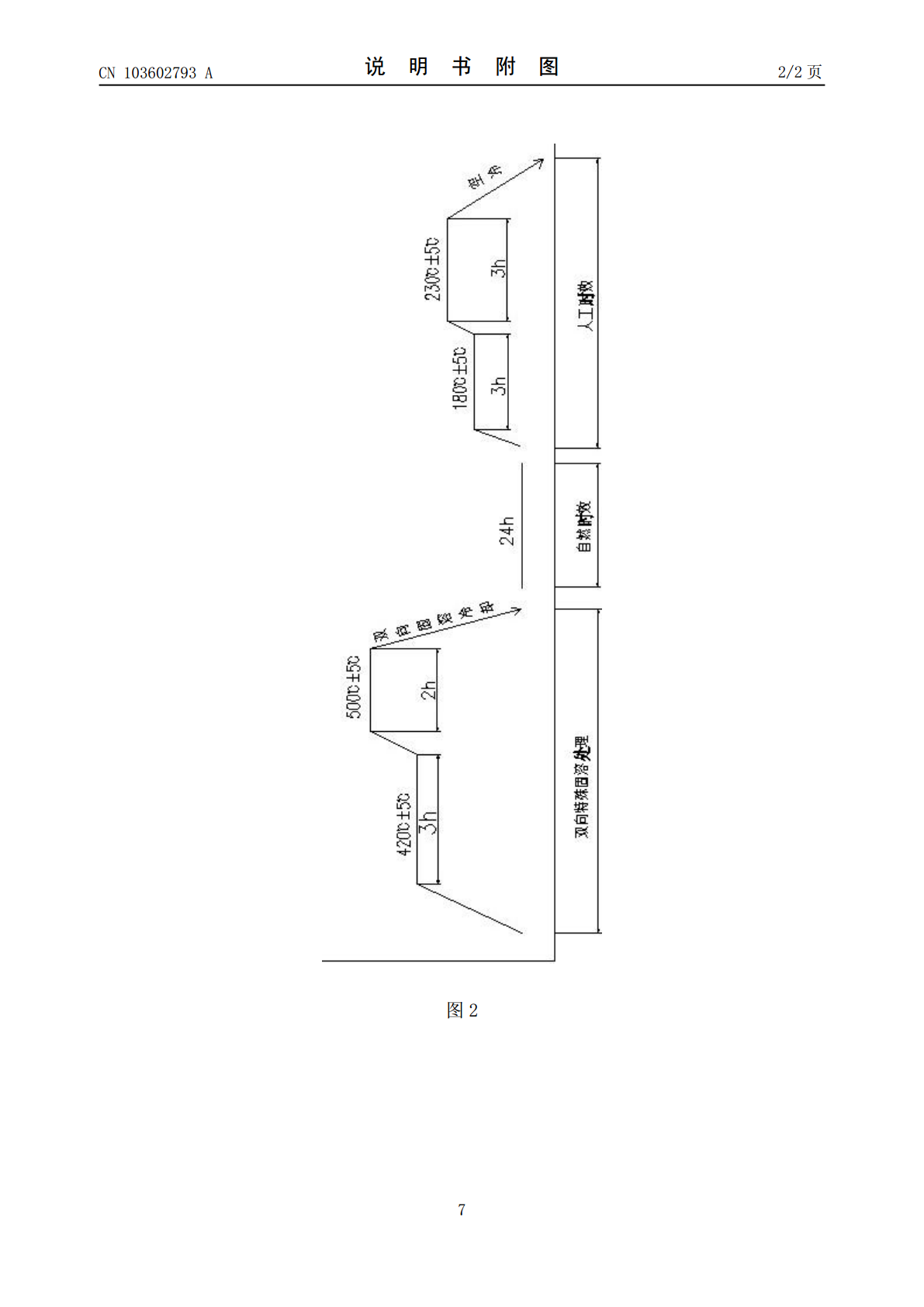
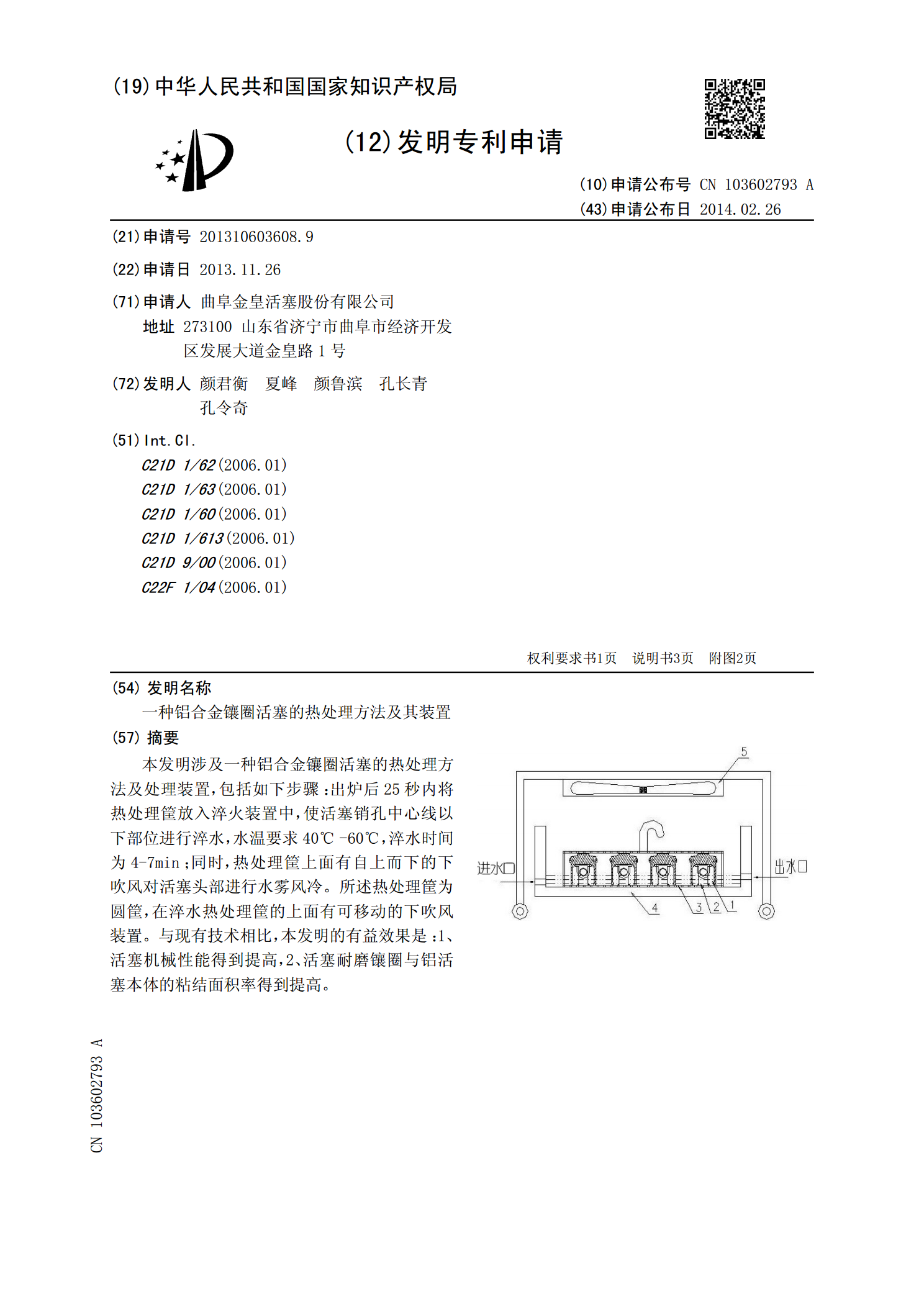
本发明涉及一种铝合金镶圈活塞的热处理方法及处理装置,包括如下步骤:出炉后25秒内将热处理筐放入淬火装置中,使活塞销孔中心线以下部位进行淬水,水温要求40℃-60℃,淬水时间为4-7min;同时,热处理筐上面有自上而下的下吹风对活塞头部进行水雾风冷。所述热处理筐为圆筐,在淬水热处理筐的上面有可移动的下吹风装置。与现有技术相比,本发明的有益效果是:1、活塞机械性能得到提高,2、活塞耐磨镶圈与铝活塞本体的粘结面积率得到提高。

镶圈铝合金活塞铝铁结合区的研究.docx
镶圈铝合金活塞铝铁结合区的研究镶圈铝合金活塞铝铁结合区的研究摘要:随着汽车工业的发展,活塞材料的研究与开发变得越来越重要。其中,铝合金活塞在提高发动机性能和减轻车辆重量方面发挥着重要作用。然而,铝合金活塞在高温和高压条件下容易发生变形和磨损。为了解决这一问题,研究者们提出了铝铁结合区的概念,通过在活塞上镶嵌一层铁材料来提高活塞的耐磨性和抗变形能力。在本论文中,我们将介绍镶圈铝合金活塞铝铁结合区的研究进展。1.引言活塞是内燃机中一个非常重要的零部件,它承受着高温、高压和高速的工作环境。因此,活塞材料的研究与
一种汽车铝合金压铸件的热处理装置及其热处理方法.pdf
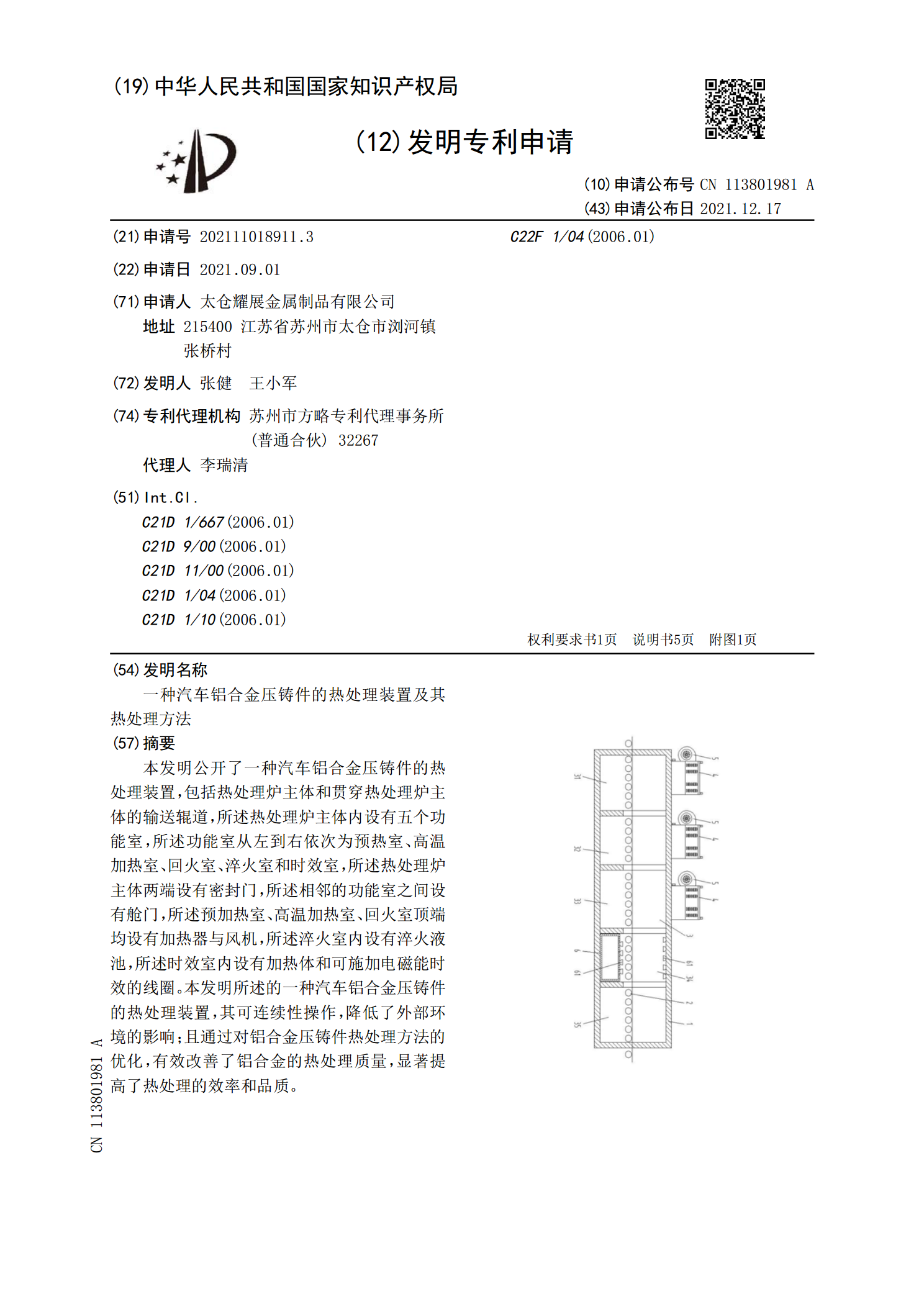
本发明公开了一种汽车铝合金压铸件的热处理装置,包括热处理炉主体和贯穿热处理炉主体的输送辊道,所述热处理炉主体内设有五个功能室,所述功能室从左到右依次为预热室、高温加热室、回火室、淬火室和时效室,所述热处理炉主体两端设有密封门,所述相邻的功能室之间设有舱门,所述预加热室、高温加热室、回火室顶端均设有加热器与风机,所述淬火室内设有淬火液池,所述时效室内设有加热体和可施加电磁能时效的线圈。本发明所述的一种汽车铝合金压铸件的热处理装置,其可连续性操作,降低了外部环境的影响;且通过对铝合金压铸件热处理方法的优化,有

一种削减镶环活塞粘结不良的方法及装置.pdf
本发明涉及一种削减镶环活塞粘结不良的方法及装置,在熔铝加热炉内设置铝液容器,把镶环工件挂在熔铝液加热炉炉边;通过熔铝加热炉加热使炉内温度为730‑740℃以铝液容器内置的铝熔化液体,形成镶环渗铝液,利用熔铝加热炉炉内730‑740℃的高温散发的热量使熔铝加热炉炉边温度为60‑70℃以对镶环工件加热、烘干镶环工件表面水分及湿气;在准备镶环渗铝液过程中完成镶环工件预热过程,简化程序、节省时间和节约能源;完成镶环工件预热过程的时间为30分钟以缩短时间。具有免除专门预热炉成本低、节约能源及镶环预热温度低减少镶环表

一种活塞输送装置及其方法.pdf
本发明公开了一种活塞式输送机构及其方法,输送机构包括滑动组件、摆动组件和转动组件,方法是利用盘形凸轮带动齿条的移动,齿条的来回运动,实现扇形齿轮的往复转动,实现了旋塞的来回转动,旋塞的功能从隔离料斗出料口与出料管进料口至实现连通活塞缸与出料管进料口来回切换;利用盘形凸轮带动出料弯头的下弯或者上翘,实现对物料的出料进行控制;利用传动轮转动带动限位框运动,从而带动活塞杆的往复移动,从而来带动活塞的移动,活塞向圆壳方向移动时,将圆壳内的物料推送至出料管内,从而实现了利用活塞实现对物料的供送,将一个供送过程分解成