
一种汽车铝合金压铸件的热处理装置及其热处理方法.pdf

山柳****魔王

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车铝合金压铸件的热处理装置及其热处理方法.pdf
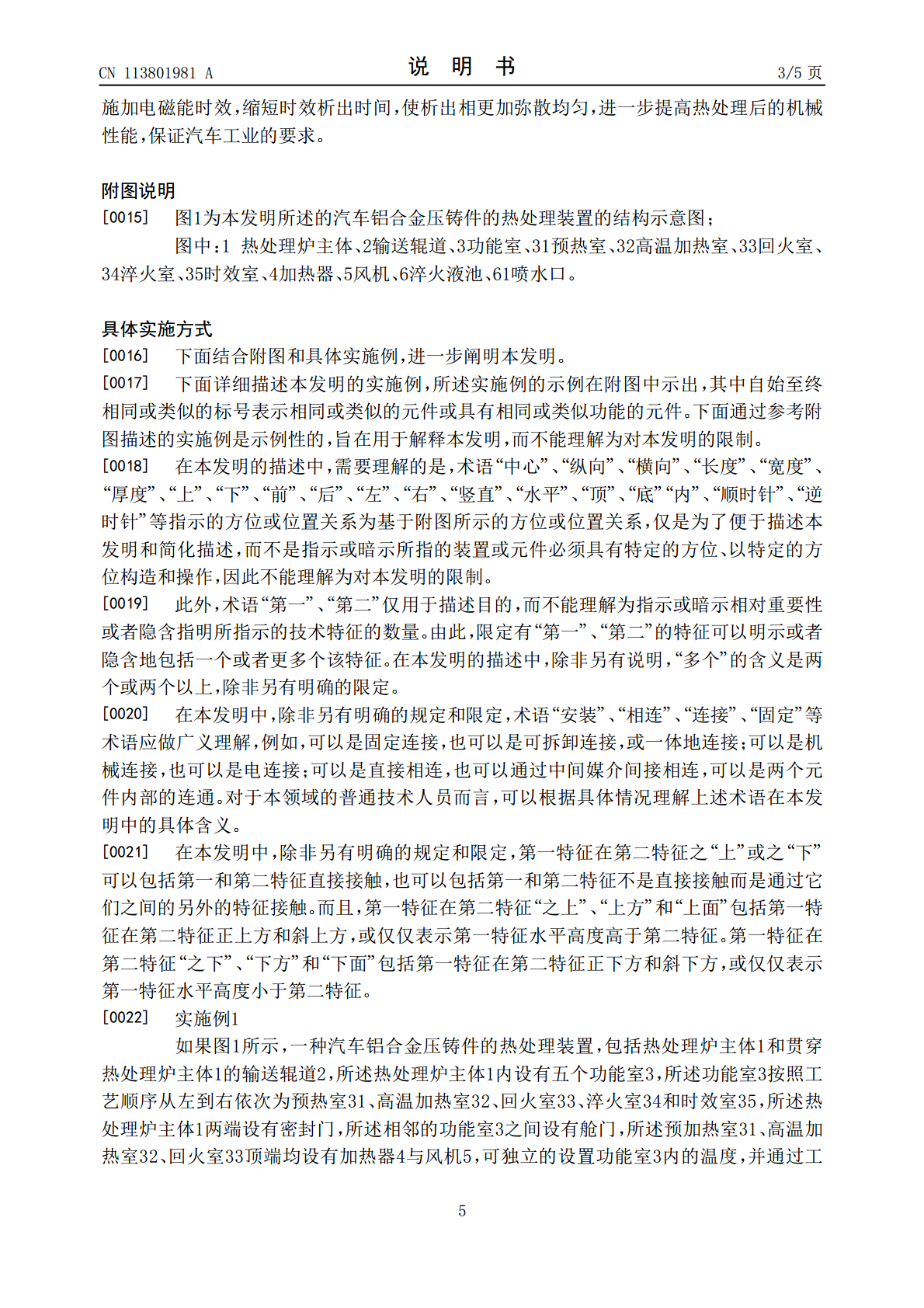
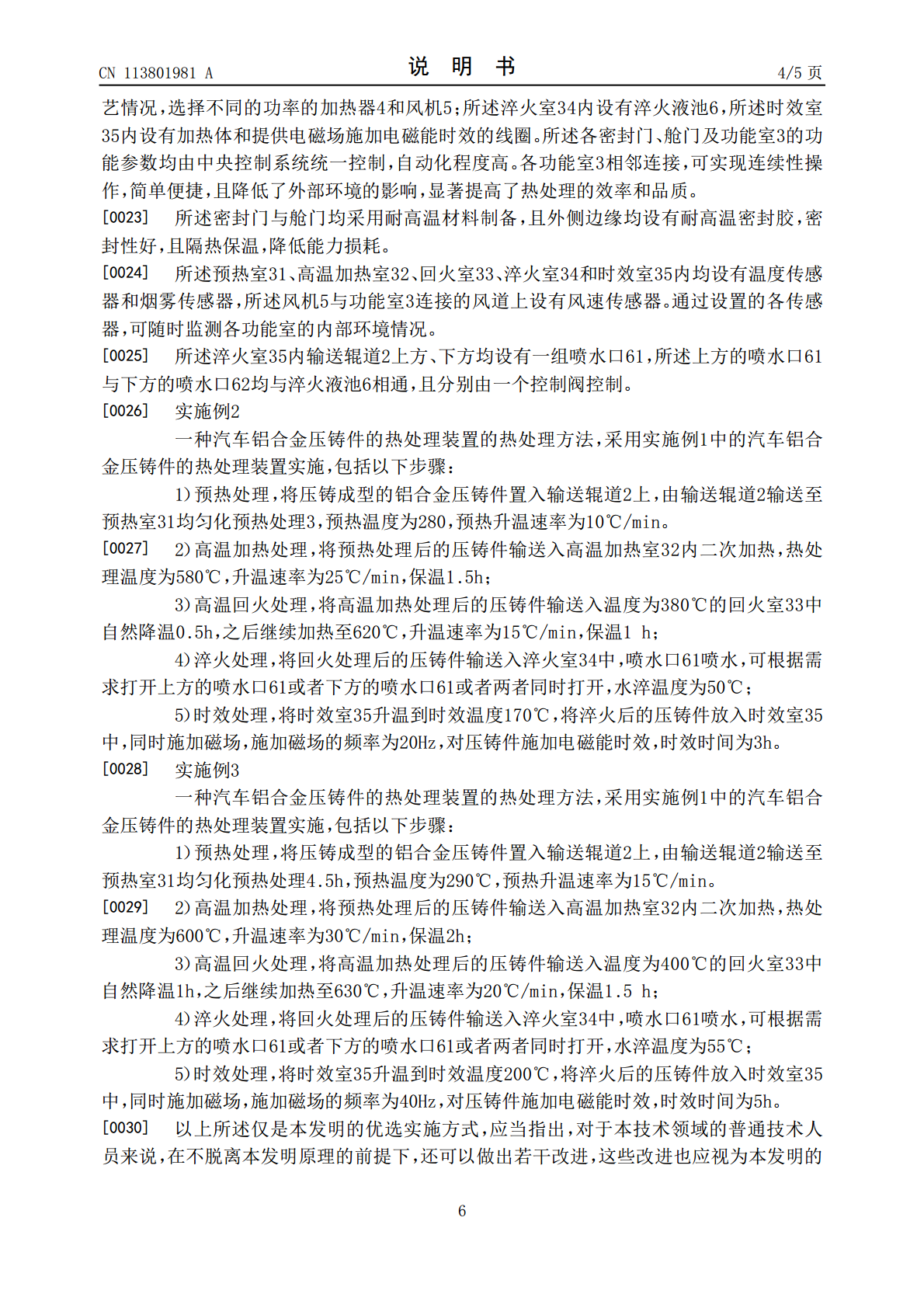
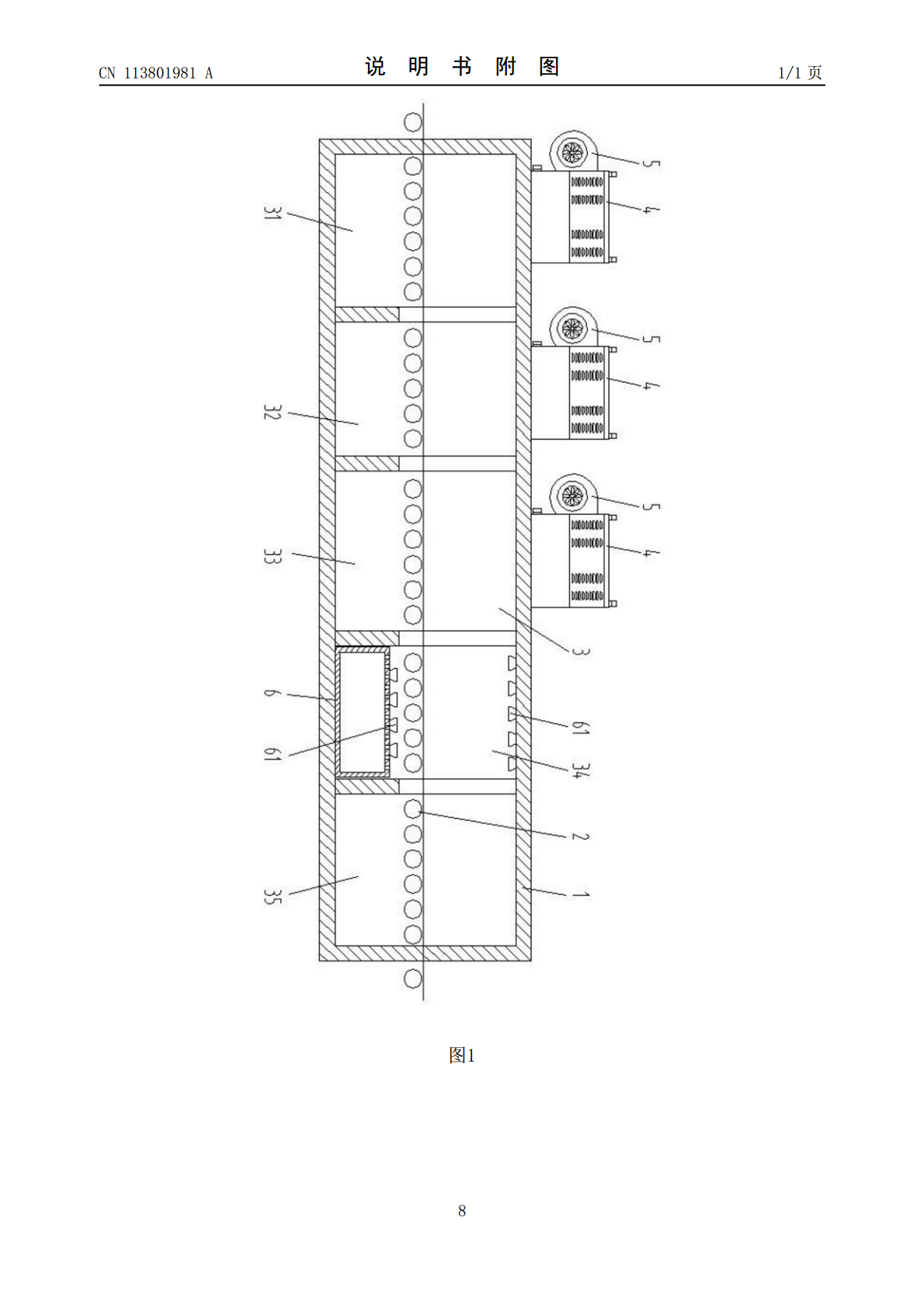
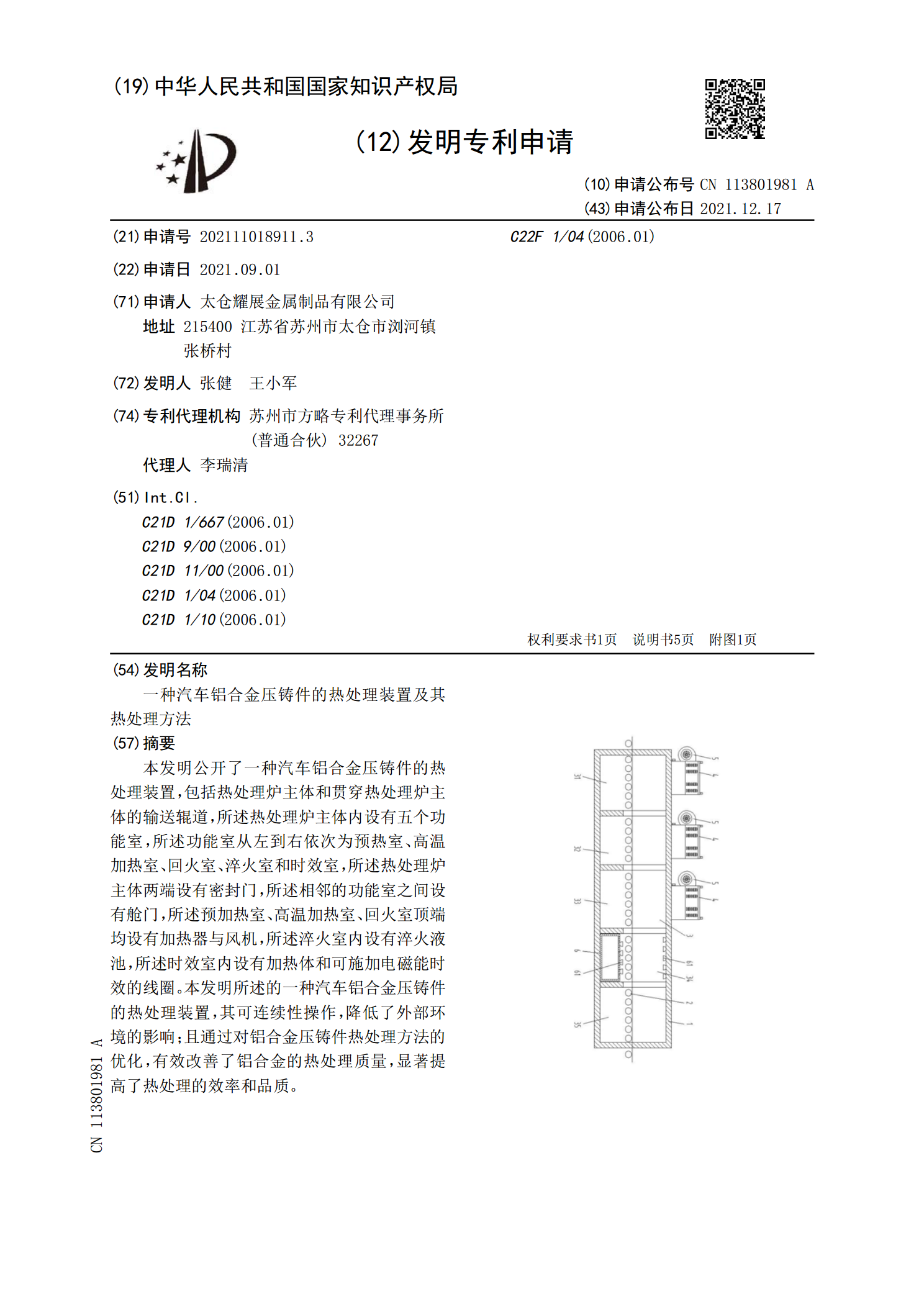
本发明公开了一种汽车铝合金压铸件的热处理装置,包括热处理炉主体和贯穿热处理炉主体的输送辊道,所述热处理炉主体内设有五个功能室,所述功能室从左到右依次为预热室、高温加热室、回火室、淬火室和时效室,所述热处理炉主体两端设有密封门,所述相邻的功能室之间设有舱门,所述预加热室、高温加热室、回火室顶端均设有加热器与风机,所述淬火室内设有淬火液池,所述时效室内设有加热体和可施加电磁能时效的线圈。本发明所述的一种汽车铝合金压铸件的热处理装置,其可连续性操作,降低了外部环境的影响;且通过对铝合金压铸件热处理方法的优化,有
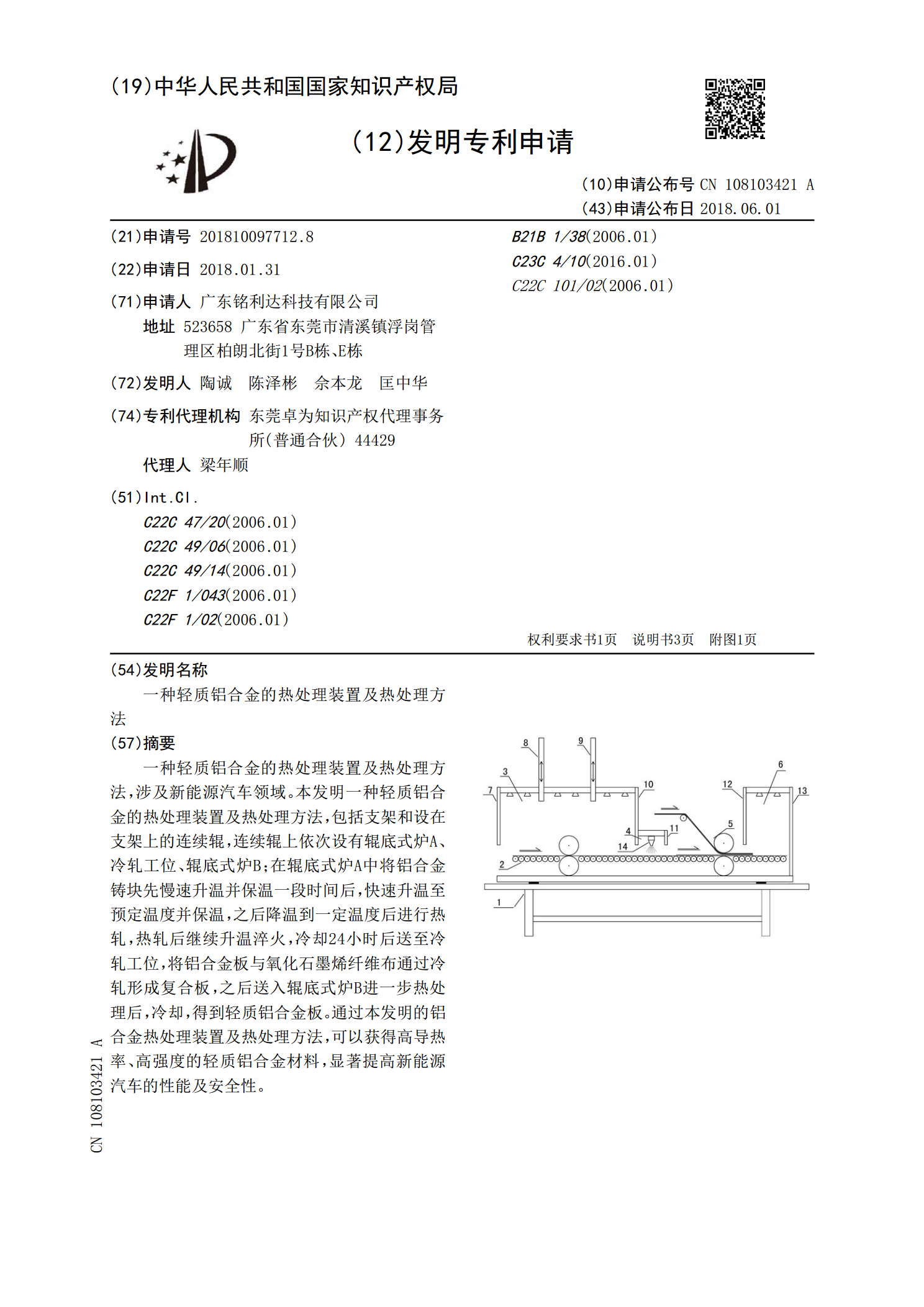
一种轻质铝合金的热处理装置及热处理方法.pdf
一种轻质铝合金的热处理装置及热处理方法,涉及新能源汽车领域。本发明一种轻质铝合金的热处理装置及热处理方法,包括支架和设在支架上的连续辊,连续辊上依次设有辊底式炉A、冷轧工位、辊底式炉B;在辊底式炉A中将铝合金铸块先慢速升温并保温一段时间后,快速升温至预定温度并保温,之后降温到一定温度后进行热轧,热轧后继续升温淬火,冷却24小时后送至冷轧工位,将铝合金板与氧化石墨烯纤维布通过冷轧形成复合板,之后送入辊底式炉B进一步热处理后,冷却,得到轻质铝合金板。通过本发明的铝合金热处理装置及热处理方法,可以获得高导热率、
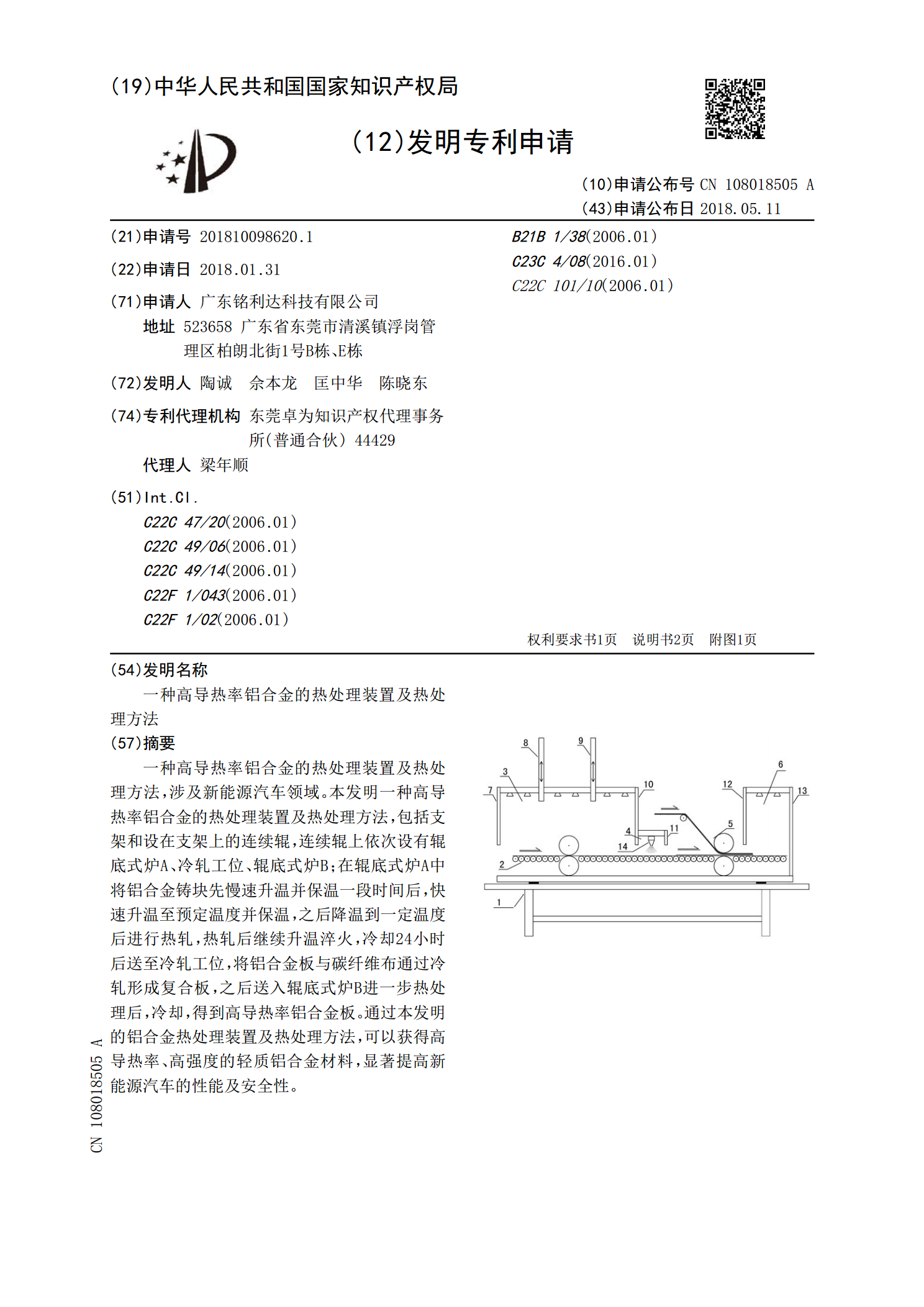
一种高导热率铝合金的热处理装置及热处理方法.pdf
一种高导热率铝合金的热处理装置及热处理方法,涉及新能源汽车领域。本发明一种高导热率铝合金的热处理装置及热处理方法,包括支架和设在支架上的连续辊,连续辊上依次设有辊底式炉A、冷轧工位、辊底式炉B;在辊底式炉A中将铝合金铸块先慢速升温并保温一段时间后,快速升温至预定温度并保温,之后降温到一定温度后进行热轧,热轧后继续升温淬火,冷却24小时后送至冷轧工位,将铝合金板与碳纤维布通过冷轧形成复合板,之后送入辊底式炉B进一步热处理后,冷却,得到高导热率铝合金板。通过本发明的铝合金热处理装置及热处理方法,可以获得高导热
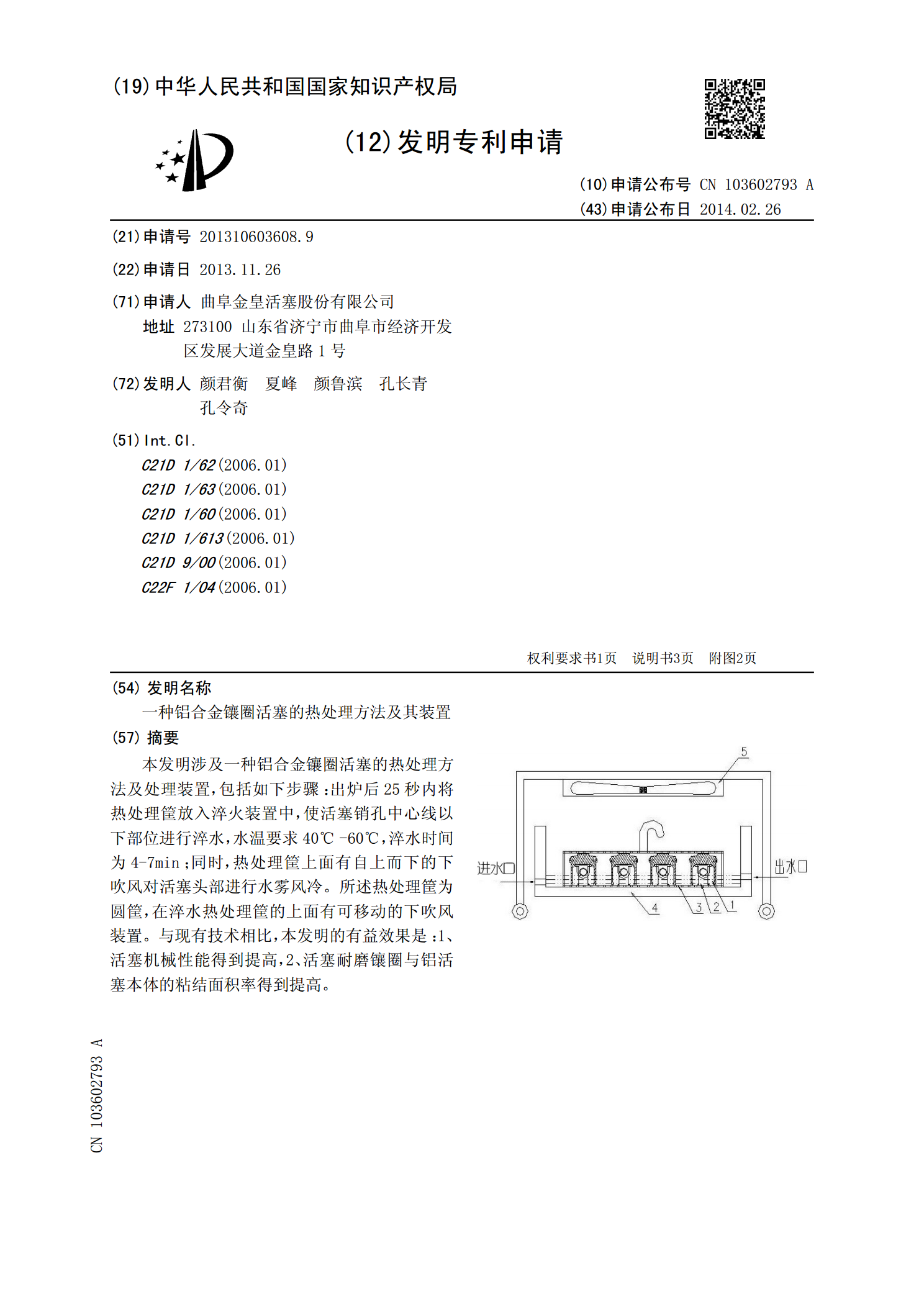
一种铝合金镶圈活塞的热处理方法及其装置.pdf
本发明涉及一种铝合金镶圈活塞的热处理方法及处理装置,包括如下步骤:出炉后25秒内将热处理筐放入淬火装置中,使活塞销孔中心线以下部位进行淬水,水温要求40℃-60℃,淬水时间为4-7min;同时,热处理筐上面有自上而下的下吹风对活塞头部进行水雾风冷。所述热处理筐为圆筐,在淬水热处理筐的上面有可移动的下吹风装置。与现有技术相比,本发明的有益效果是:1、活塞机械性能得到提高,2、活塞耐磨镶圈与铝活塞本体的粘结面积率得到提高。
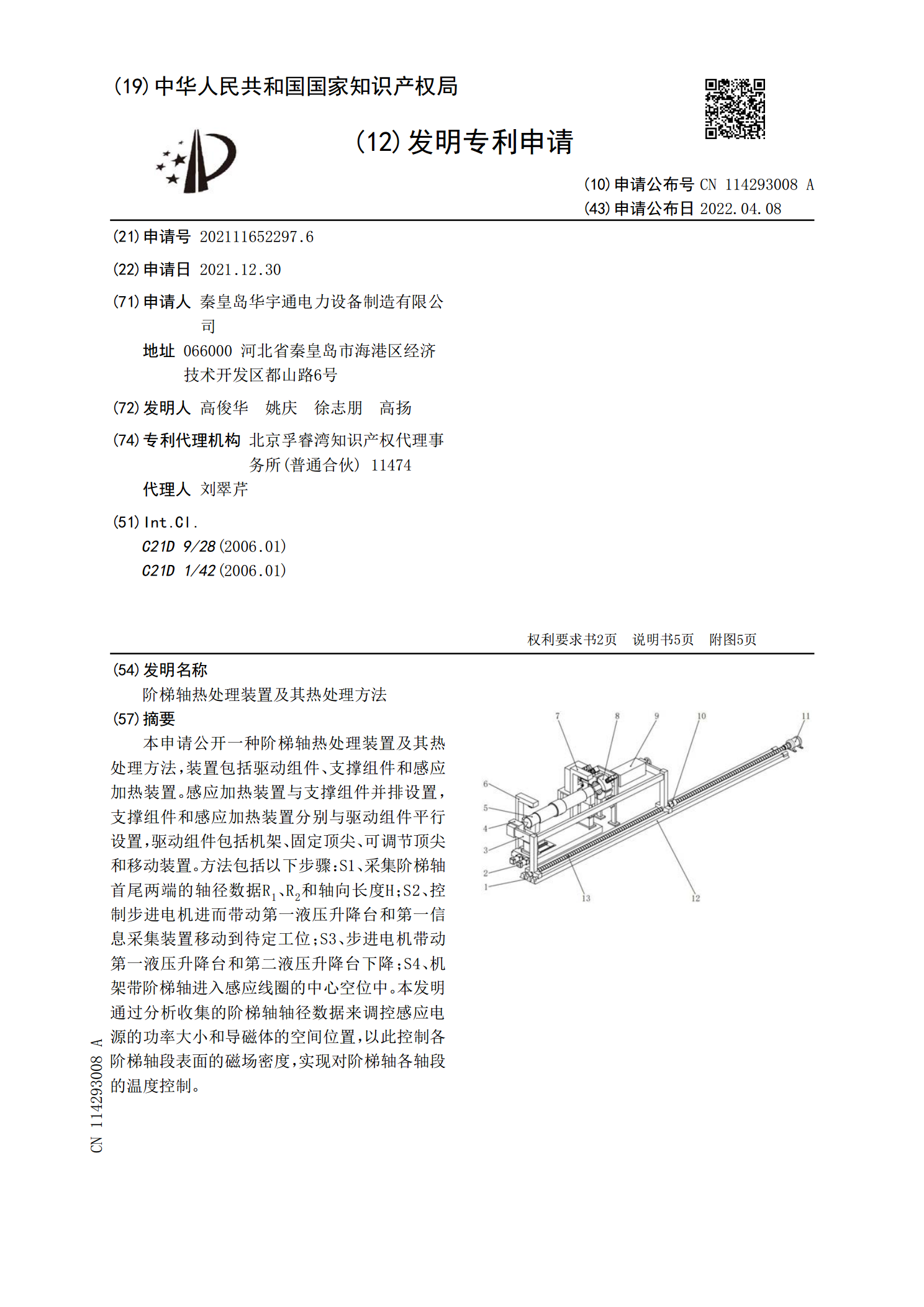
阶梯轴热处理装置及其热处理方法.pdf
本申请公开一种阶梯轴热处理装置及其热处理方法,装置包括驱动组件、支撑组件和感应加热装置。感应加热装置与支撑组件并排设置,支撑组件和感应加热装置分别与驱动组件平行设置,驱动组件包括机架、固定顶尖、可调节顶尖和移动装置。方法包括以下步骤:S1、采集阶梯轴首尾两端的轴径数据R<base:Sub>1</base:Sub>、R<base:Sub>2</base:Sub>和轴向长度H;S2、控制步进电机进而带动第一液压升降台和第一信息采集装置移动到待定工位;S3、步进电机带动第一液压升降台和第二液压升降台下降;S4、