
耐磨钢钢水氮含量控制方法.pdf

一只****爱敏

1/9
2/9

3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
耐磨钢钢水氮含量控制方法.pdf
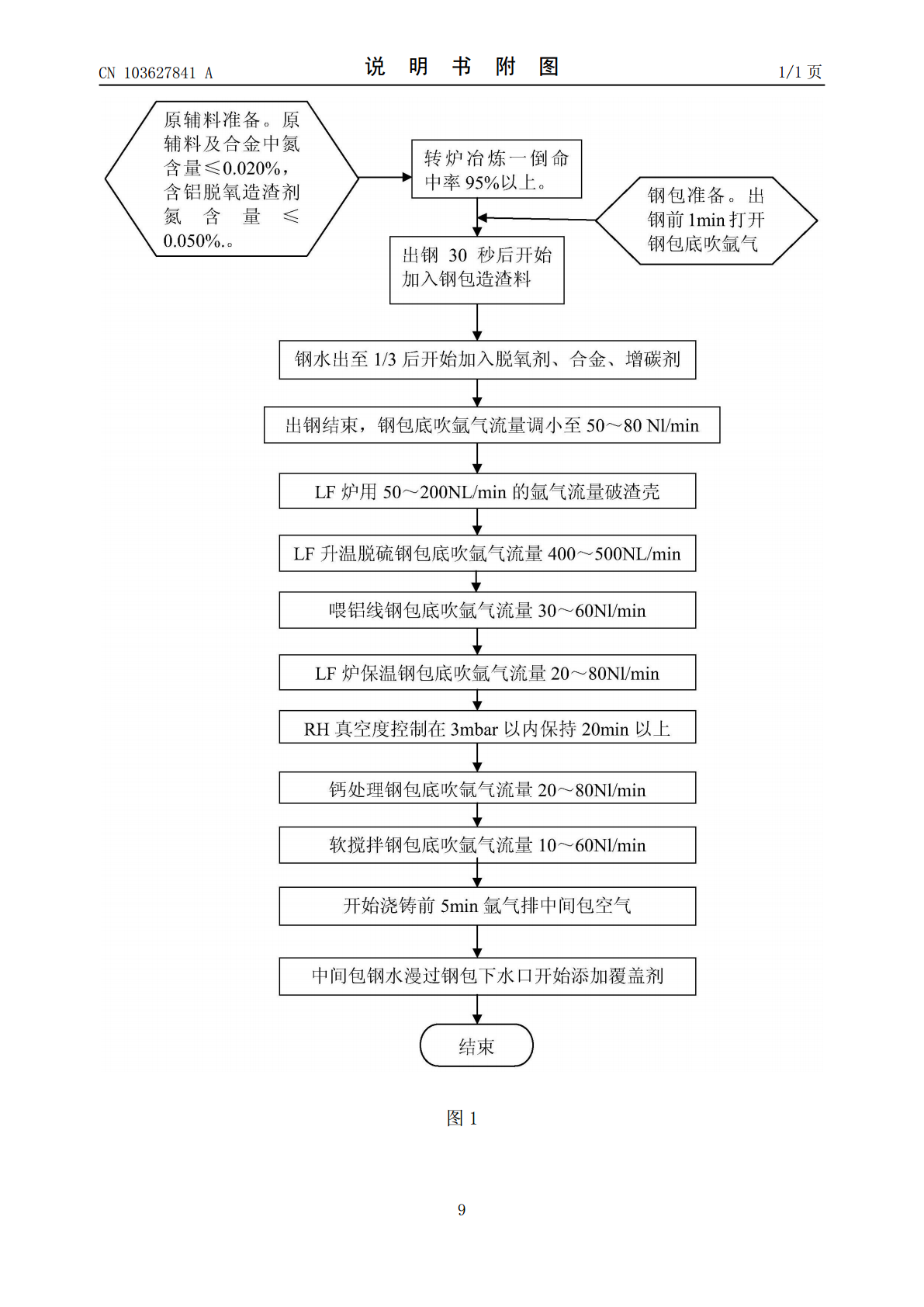
本发明公开一种耐磨钢钢水氮含量控制方法,通过转炉出钢工艺优化,LF炉脱氧造渣和合金顺序改进,以及不同冶炼阶段钢包底吹氩气流量和压力的合理控制,连铸工序完备的保护浇铸,实现转炉出钢后钢水氮含量控制在0.0030%以内,LF+RH过程钢水增氮稳定控制在0.0010%以内,连铸工序钢水增氮稳定控制在0.0005%以内,最终实现高合金耐磨钢连铸坯中的氮含量控制在0.0045%以内,大大提高铸坯内部和表面质量。
一种精准控制螺纹钢钢水氮含量的方法.pdf
本发明涉及冶金技术领域,具体地,本发明涉及一种精准控制螺纹钢钢水氮含量的方法。所述方法包括以下步骤:1)钢水到LF精炼炉后取钢水样进行成分分析;2)根据进站钢水氮含量和钢种氮要求,用于确定钢包底吹模式和时间;3)冶炼终点取钢水样进行成分分析。本发明根据LF精炼炉进站钢水氮含量,实施不同气体介质、流量和时间的钢包底吹工艺,实现钢水氮含量精准控制,可有效提高螺纹钢轧材性能,对提高产品质量,降低生产成本意义重大。通过钢水到LF精炼后取钢水样进行成分分析,根据钢种氮含量要求和进站钢水氮含量确定钢包底吹模式和底吹时
一种钢水氮含量的控制方法.pdf
本发明属于钢铁制造技术领域,公开了一种钢水氮含量的控制方法,包括:转炉冶炼——LF精炼——板坯连铸工序中分别控制氮的含量;本发明通过综合控制转炉冶炼、LF精炼以及板坯连铸工序的脱氮量或控氮量,控制钢水中氮的含量,且保证氮含量的稳定性。通过改善转炉脱氮能力、减少LF增氮量,稳定控制板坯连铸过程,控制钢水单耗为800kg/t时中间包钢水氮含量为60ppm以内,满足了钢种性能要求,并有效降低生产成本。

一种控制钢水中氮含量的方法.pdf
发明公开了一种控制钢水中氮含量的方法,属于炼钢技术领域,包括S1、将原料注入转炉后;S2、转炉采用大流量底吹精细化控制模型,底吹强度控制在0.042m

一种控制钢水中氮含量的方法.pdf
本发明提供了一种控制钢水中氮含量的方法。所述方法包括以下步骤:采用顶底复吹转炉炼钢,并在转炉冶炼过程中采用不同的顶底复吹供气模式以将转炉钢水的终氮含量控制为60~130ppm,其中,不同的顶底复吹供气模式包括吹炼开始后先采用顶吹氧同时底吹氮气的供气模式,当转炉顶吹氧气的吹氧量达到整个转炉冶炼过程中吹氧总量的90%时,采用顶底复合吹氮的供气模式至吹炼结束;在转炉出钢过程中转炉底吹氮气,同时在转炉出钢前就开始对钢包底吹氮气,并在出钢过程中向钢包中加入脱氧剂使得钢包中的钢水氧活度达到10ppm以下后,增大钢包底