
滴注式铁素体气体氮碳共渗工艺.pdf

宜欣****外呢

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
滴注式铁素体气体氮碳共渗工艺.pdf
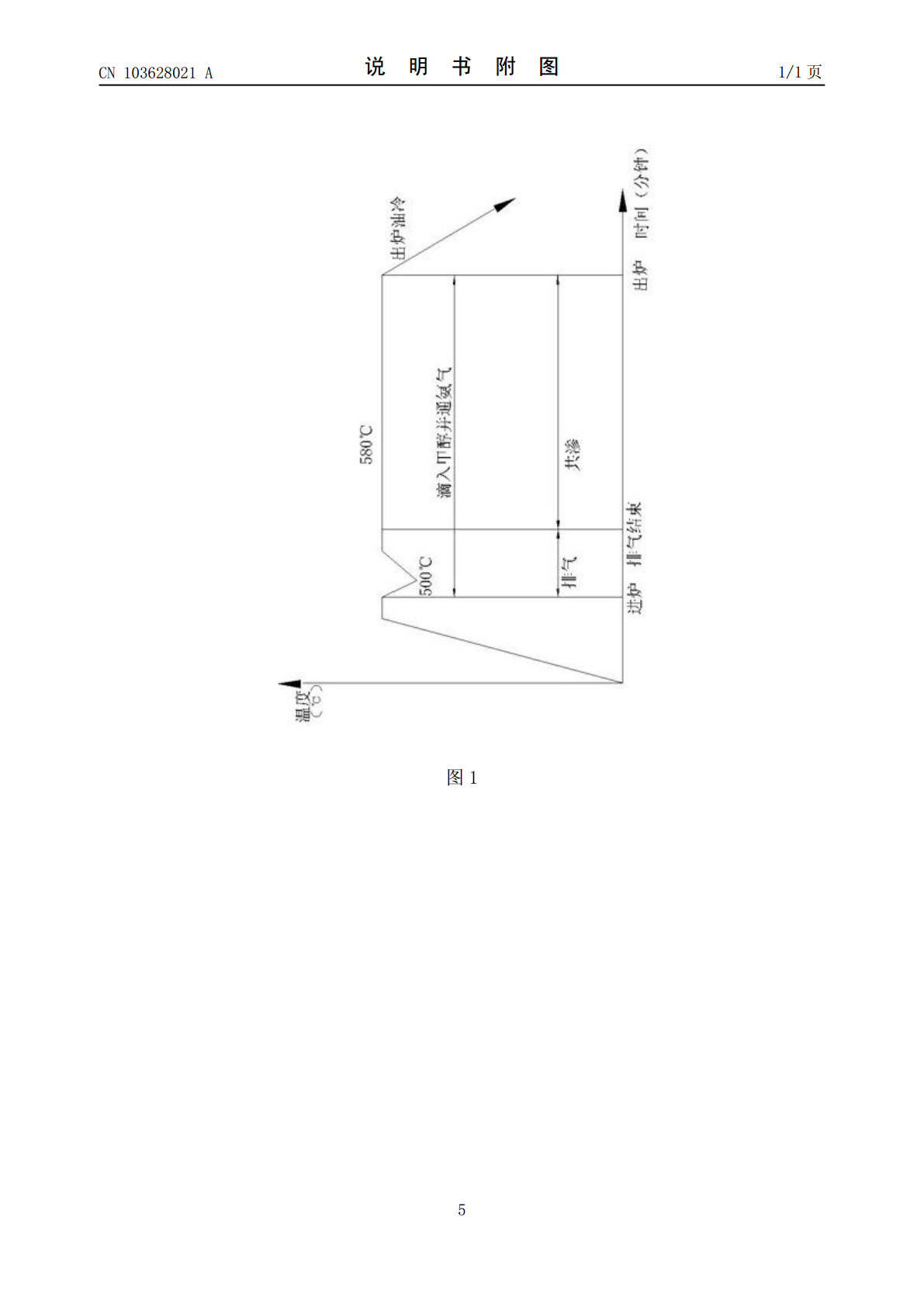
本发明公开了一种滴注式铁素体气体氮碳共渗工艺,包括以下步骤:(1)进炉:先将炉温升至575~590℃,此时将零件送进炉中,待炉温自然下降至450~550℃,再升温至575~590℃;(2)排气:当炉温从450~550℃升至575~590℃过程中排气,排气时滴入甲醇,同时通入氨气;(3)共渗:当炉温升至575~590℃后,继续以相同的滴入速度和流量分别滴入甲醇,并通入氨气,炉压保持在1400~1600Pa,保温540~600分钟;(4)出炉:出炉油冷。经本发明处理过的低碳合金钢零件的化合物层深度、渗层总深度

滴注式气体碳氮共渗过程的数学模型.pdf
第卷第期华中理工大学学报..年月...
两段法气体氮碳共渗工艺研究.pdf
第5卷第1期扬州工学院学报VO15.No11993年6月Journa1ofYan.~zhouInstituteofTechrio】June,1993(三)—Z6两段法气体氮碳共渗工艺研究黄延芳蒋心慧了(.(机械工程系)固广摘要:本文在氯化物催渗气体壤共渗基础上,把共渗温度舟为两段控制.I;l时改变时癣,渗通滴量等工艺参数.时喜试样进行渗层组织站构.表屠硬度.耐磨·陛噩变形量等测试与分析.蛄果表明:谊新工艺与常规氯磕共渗工艺比较。表层硬度提高加%左右,净层深度增加,王3倍.变形量更小,耐磨性有很太提高.关键
工件碳氮共渗工艺.pdf
本发明涉及一种工件碳氮共渗工艺,属于金属材料表面处理领域。本发明采用等离子无氢渗碳法对钛合金的表面进行碳氮共渗处理,该方法以氩气和氮气的混合气为载气,控制混合气的工作压力在0.1Pa~30Pa,且随着碳氮共渗工艺的进行使混合气的工作压力逐渐减小;所述氩气和氮气的体积比为3~4:6~7,且随着碳氮共渗工艺的进行使混合气中氮气的比例逐渐增大。该方法通过控制载气氩气在真空炉内的分压及混合气体中氮气的含量,从而控制渗碳的速率,是的各厚度处的渗碳层具有相同的强度,进而提升整个渗碳表面的强度。
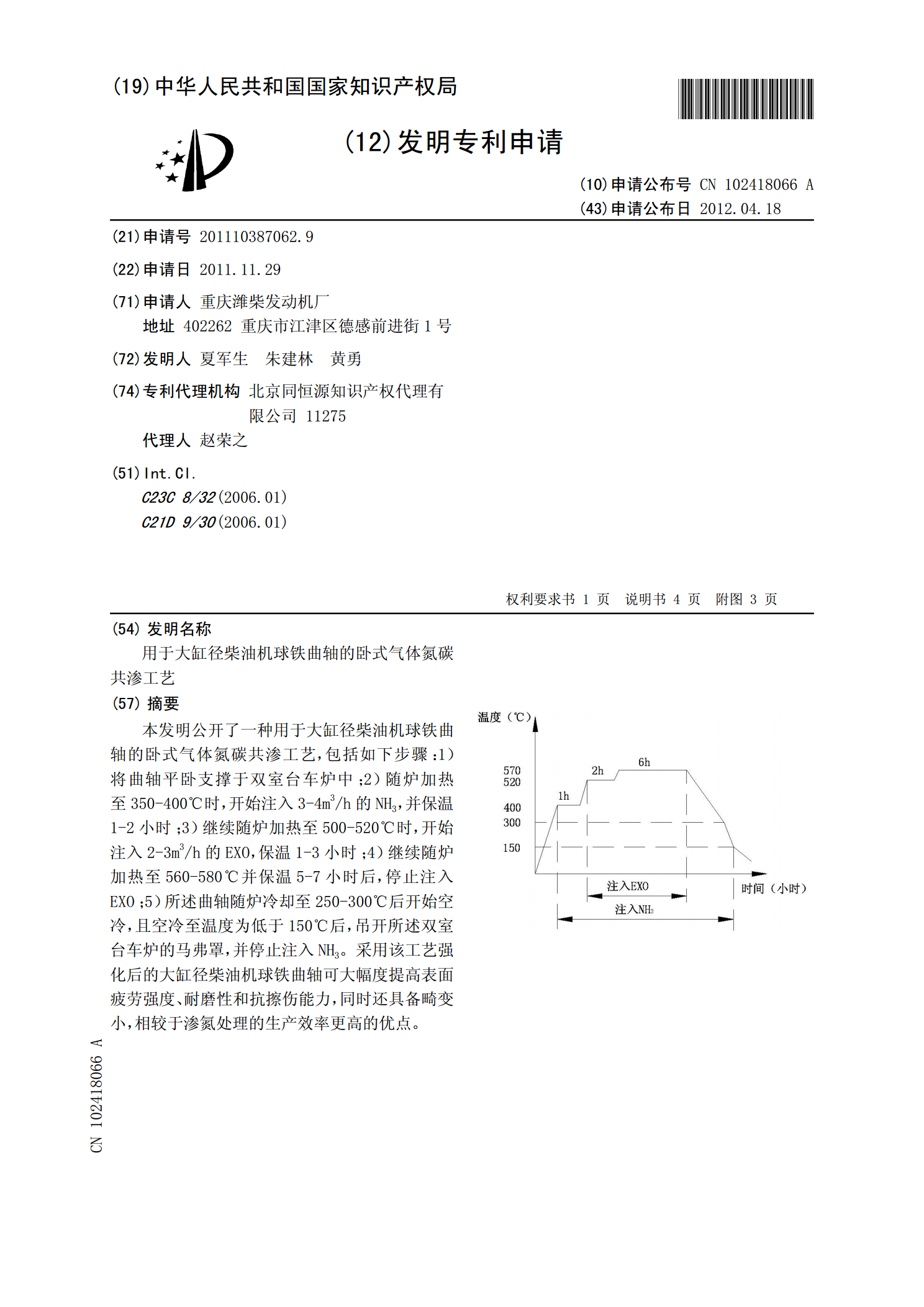
用于大缸径柴油机球铁曲轴的卧式气体氮碳共渗工艺.pdf
本发明公开了一种用于大缸径柴油机球铁曲轴的卧式气体氮碳共渗工艺,包括如下步骤:1)将曲轴平卧支撑于双室台车炉中;2)随炉加热至350-400℃时,开始注入3-4m3/h的NH3,并保温1-2小时;3)继续随炉加热至500-520℃时,开始注入2-3m3/h的EXO,保温1-3小时;4)继续随炉加热至560-580℃并保温5-7小时后,停止注入EXO;5)所述曲轴随炉冷却至250-300℃后开始空冷,且空冷至温度为低于150℃后,吊开所述双室台车炉的马弗罩,并停止注入NH3。采用该工艺强化后的大缸径柴油机球