
一种含硼锡基无铅焊料及其制备方法.pdf

春波****公主


1/9

2/9
3/9

4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种含硼锡基无铅焊料及其制备方法.pdf
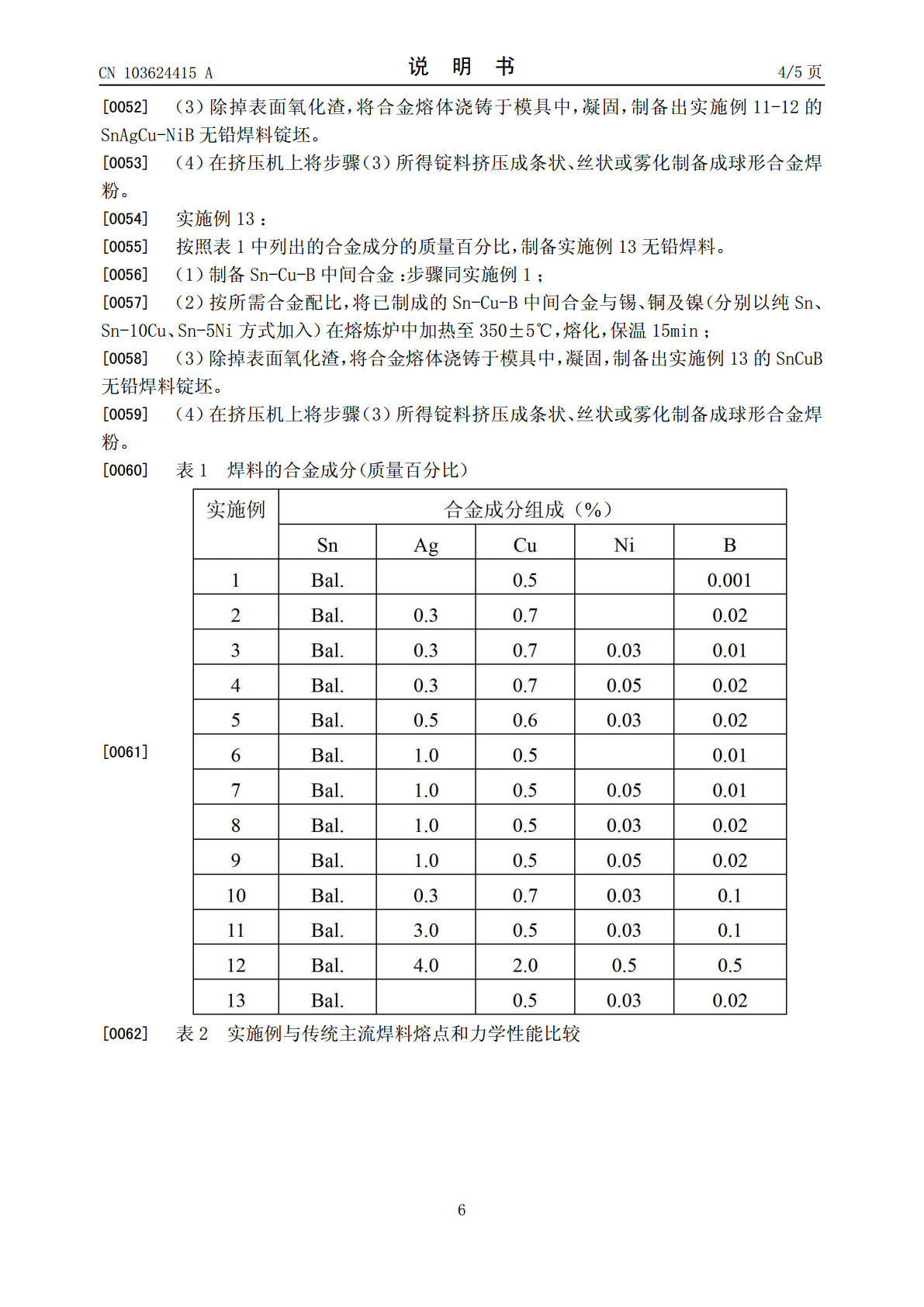
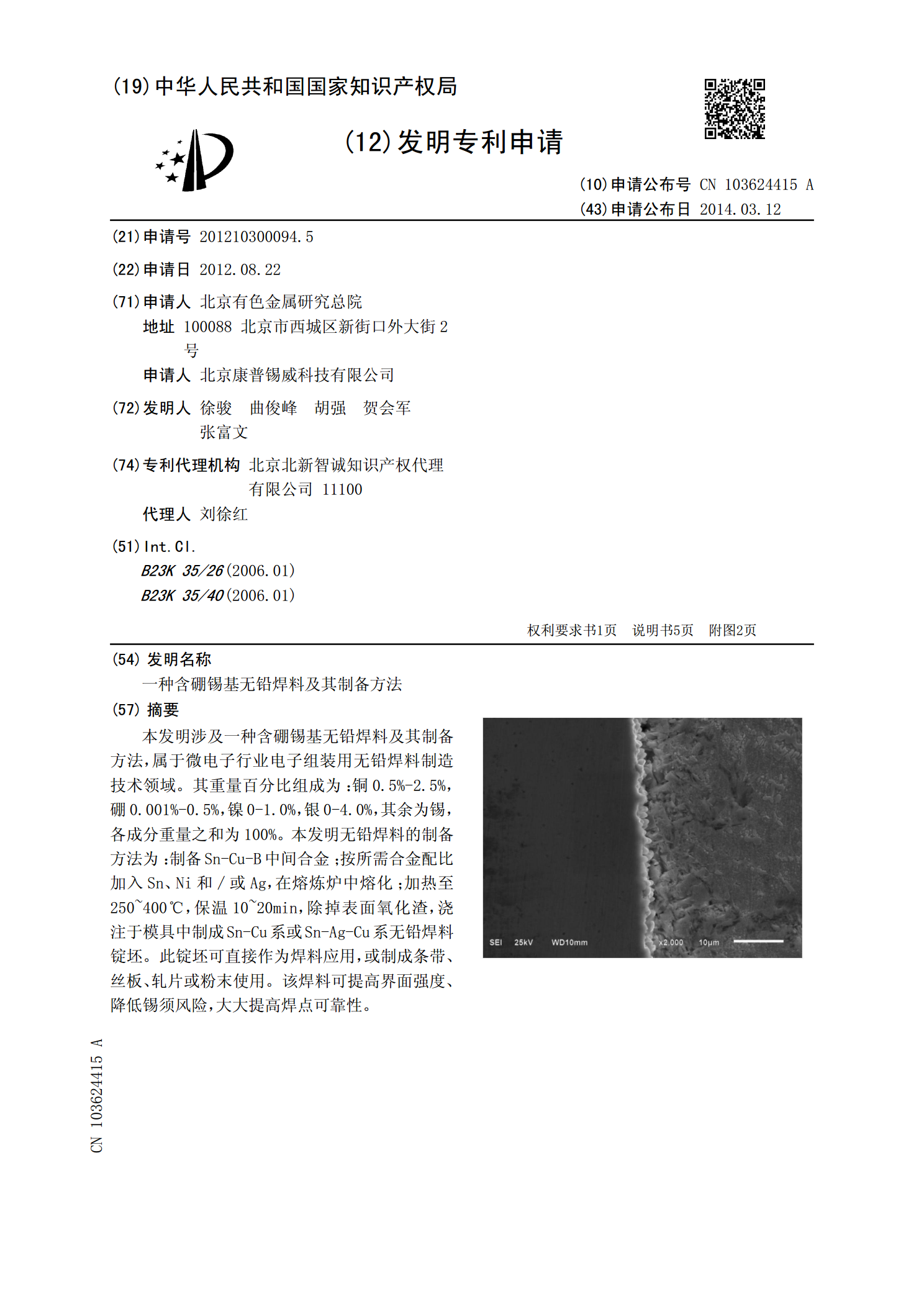
本发明涉及一种含硼锡基无铅焊料及其制备方法,属于微电子行业电子组装用无铅焊料制造技术领域。其重量百分比组成为:铜0.5%-2.5%,硼0.001%-0.5%,镍0-1.0%,银0-4.0%,其余为锡,各成分重量之和为100%。本发明无铅焊料的制备方法为:制备Sn-Cu-B中间合金;按所需合金配比加入Sn、Ni和/或Ag,在熔炼炉中熔化;加热至250~400℃,保温10~20min,除掉表面氧化渣,浇注于模具中制成Sn-Cu系或Sn-Ag-Cu系无铅焊料锭坯。此锭坯可直接作为焊料应用,或制成条带、丝板、轧片
一种无铅锡焊料及其制备方法.pdf
本发明公开了一种无铅锡焊料及其制备方法,该焊料主要由0‑1.0wt.%Ag、1.0‑3.0wt.%Cu、0.05‑2.0%wt.%Hf、杂质总量不大于0.1%,余量为Sn。其制备方法的步骤为:先根据各组分的重量百分比配好合金,利用真空气氛熔炼炉熔化、浇铸成挤压锭;然后通过挤压成焊料合金中间产品;最后通过拉拔或轧制的方法制备成焊料合金丝或带。本发明通过添加Hf元素,可以降低Sn‑Ag‑Cu中Ag的含量的同时,该新型焊料制备的焊点具有优良的力学性能和可靠性,从而实现降低Ag含量或完全替代Ag的目的。

锡锌无铅焊料及其制备方法.pdf
本发明提出了一种锡锌无铅焊料及其制备方法,按照重量百分数计算,包括以下原料制成:锌5~10%、镍0.1~0.2%与石墨烯0.6~2.4%,余量为锡。制备方法:1)将纯锌锭、纯镍锭以及纯锡锭封装在真空石英管中,然后充入高纯度的氮气保护性气体;2)将步骤1)中封装好的原料放入反应炉中熔炼热处理,完全熔化后的熔液;3)将石墨烯置于搅拌式球磨机中,充入液氮至完全浸没磨球后,进行球磨,将球磨后的粉末取出,加入步骤2)的熔液中进行搅拌并保温处理;4)待步骤3)石墨烯与熔液熔炼均匀后,扒渣,把熔融原料浇铸成型,即得。该
一种无铅铟锡基焊料合金的制备方法及制得的焊料合金.pdf
本发明公开一种无铅铟锡基焊料合金的制备方法,包括以下步骤:(1)制粉:将以下重量百分比的原料混合:45‑50%In粉、45‑50%Sn粉、3.5‑6.1%Bi粉、0.02‑0.08%Tb粉、0.1‑0.7%Zr粉、0.7%Fe粉、余量为Se粉;(2)烧结:将步骤(1)中混合的粉末置入石墨模具中,然后将模具放入放电等离子烧结炉中,抽真空,烧结压强不超过50Mpa,升温速率为50℃/min,温度升至520℃后保温5min,随炉冷却后即制得无铅铟锡基焊料合金。本发明还提供由上述制备方法制得的焊料合金。本发明的有

一种太阳能光伏组件用无铅锡基焊料及其制备方法.pdf
本发明提供了一种太阳能光伏组件用无铅锡基焊料,由以下质量百分比的成分组成:锑0.05%~0.15%,银0.01%~0.05%,铜0.1%~0.4%,铟0.01%~0.05%,铋0.2%~0.5%,镓0.06%~0.10%,磷0.02%~0.09%,余量为锡和不可避免的杂质。本发明还提供了该无铅锡基焊料的制备方法如下:将锑、银、铜、铟、铋、镓、锡和磷按质量百分比放入熔炼炉中,在惰性气氛或真空条件下熔炼,得到太阳能光伏组件用无铅锡基焊料。本发明的太阳能光伏组件用无铅锡基焊料的熔点温度低,表面光泽度好,表面抗氧