
一种高速重载刹车片的连续加压烧结装置及其烧结工艺.pdf

一条****涛k

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高速重载刹车片的连续加压烧结装置及其烧结工艺.pdf
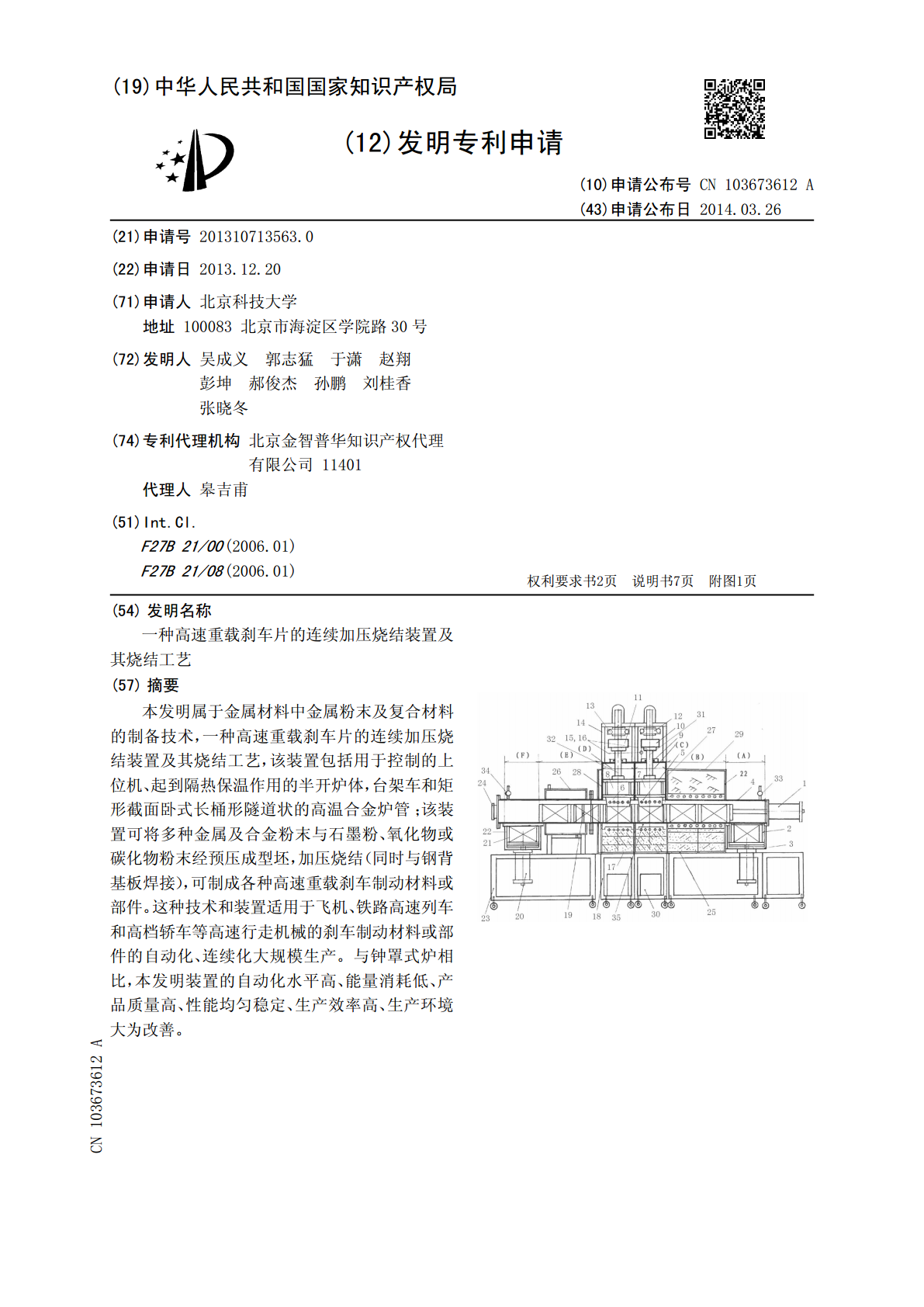
本发明属于金属材料中金属粉末及复合材料的制备技术,一种高速重载刹车片的连续加压烧结装置及其烧结工艺,该装置包括用于控制的上位机、起到隔热保温作用的半开炉体,台架车和矩形截面卧式长桶形隧道状的高温合金炉管;该装置可将多种金属及合金粉末与石墨粉、氧化物或碳化物粉末经预压成型坯,加压烧结(同时与钢背基板焊接),可制成各种高速重载刹车制动材料或部件。这种技术和装置适用于飞机、铁路高速列车和高档轿车等高速行走机械的刹车制动材料或部件的自动化、连续化大规模生产。与钟罩式炉相比,本发明装置的自动化水平高、能量消耗低、产

一种低压加压烧结炉及其烧结工艺.pdf
本发明涉及一种低压加压烧结炉及其烧结工艺,包括箱体、加压及压力测定系统、烧结件固定机构,加压及压力测定系统包括步进电机、扭矩测试仪、滚珠丝杠、加压板、底板;箱体内安装有支撑架,支撑架设计为矩形体形状,支撑架两侧还分别安装有电热丝,底板安装在支撑架的内部下端,步进电机下端驱动连接有扭矩测试仪,扭矩测试仪下端固定在箱体上面,扭矩测试仪下端驱动端贯穿箱体之后驱动连接有滚珠丝杠上端。优点:工作效率高,可对压制样坯叠放如烧结件固定机构中,一次烧结多个样件;可对烧结过程中的压制压力进行实时监测与控制,从而提高烧结件的

一种连续式粉末冶金烧结装置及其烧结工艺方法.pdf
本发明公开了一种连续式粉末冶金烧结装置及其烧结工艺方法,包括依次对粉末压坯进行预烧的预烧区、对粉末压坯进行高温烧结的烧结区、对粉末压坯进行冷却的冷却区,冷却区分为位于前部的缓冷区和位于后部的急冷区,缓冷区用于对粉末压坯进行缓冷,急冷区用于对粉末压坯进行急速冷却;其中,预烧区、烧结区以及缓冷区共同对应设置同一连续式网带烧结炉,急冷区对应设置气冷式双气体冷却设备;气冷式双气体冷却设备包括从下到上依次连接设置的混气罐、固定导气竖管、旋转接头、活动导气竖管和气冷架,还包括连接架、旋转驱动机构、液氮源和液氦源。本发
一种高效烧结炉装置及其烧结工艺.pdf
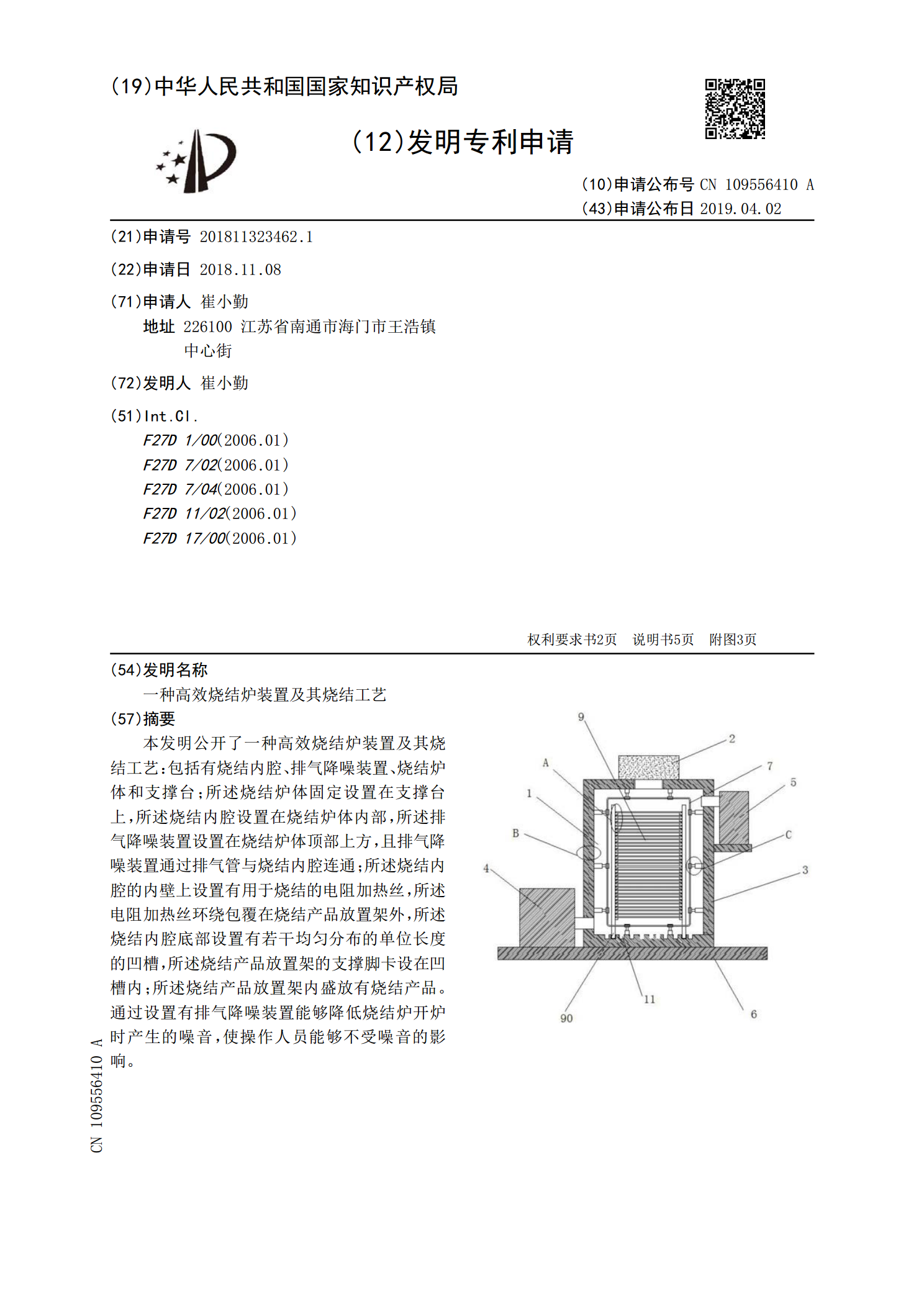
本发明公开了一种高效烧结炉装置及其烧结工艺:包括有烧结内腔、排气降噪装置、烧结炉体和支撑台;所述烧结炉体固定设置在支撑台上,所述烧结内腔设置在烧结炉体内部,所述排气降噪装置设置在烧结炉体顶部上方,且排气降噪装置通过排气管与烧结内腔连通;所述烧结内腔的内壁上设置有用于烧结的电阻加热丝,所述电阻加热丝环绕包覆在烧结产品放置架外,所述烧结内腔底部设置有若干均匀分布的单位长度的凹槽,所述烧结产品放置架的支撑脚卡设在凹槽内;所述烧结产品放置架内盛放有烧结产品。通过设置有排气降噪装置能够降低烧结炉开炉时产生的噪音,使
一种硅基负极材料连续烧结工艺及其烧结炉.pdf
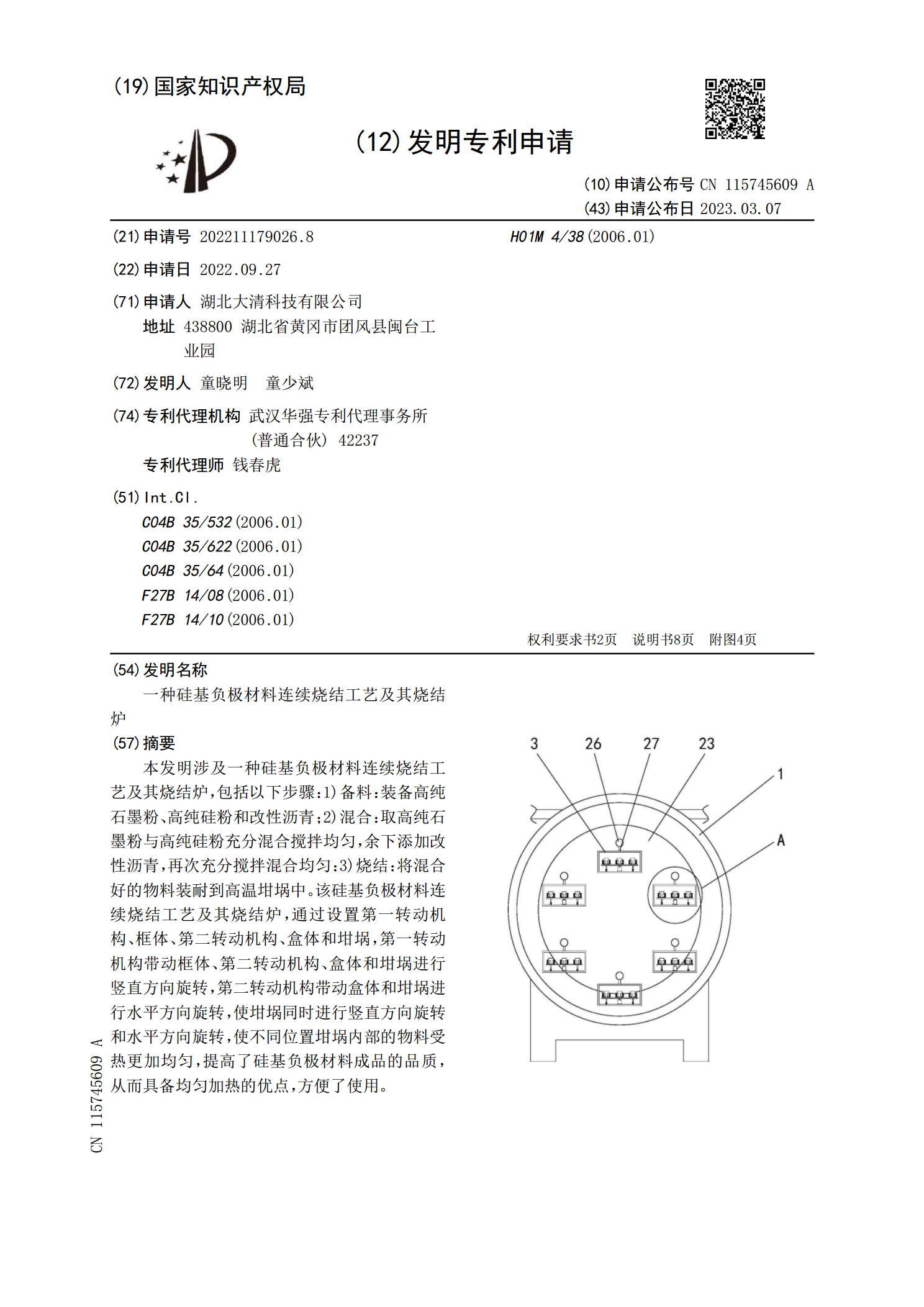
本发明涉及一种硅基负极材料连续烧结工艺及其烧结炉,包括以下步骤:1)备料:装备高纯石墨粉、高纯硅粉和改性沥青;2)混合:取高纯石墨粉与高纯硅粉充分混合搅拌均匀,余下添加改性沥青,再次充分搅拌混合均匀:3)烧结:将混合好的物料装耐到高温坩埚中。该硅基负极材料连续烧结工艺及其烧结炉,通过设置第一转动机构、框体、第二转动机构、盒体和坩埚,第一转动机构带动框体、第二转动机构、盒体和坩埚进行竖直方向旋转,第二转动机构带动盒体和坩埚进行水平方向旋转,使坩埚同时进行竖直方向旋转和水平方向旋转,使不同位置坩埚内部的物料受