
一种耐酸镀锡原板的制备工艺.pdf

闪闪****魔王


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐酸镀锡原板的制备工艺.pdf
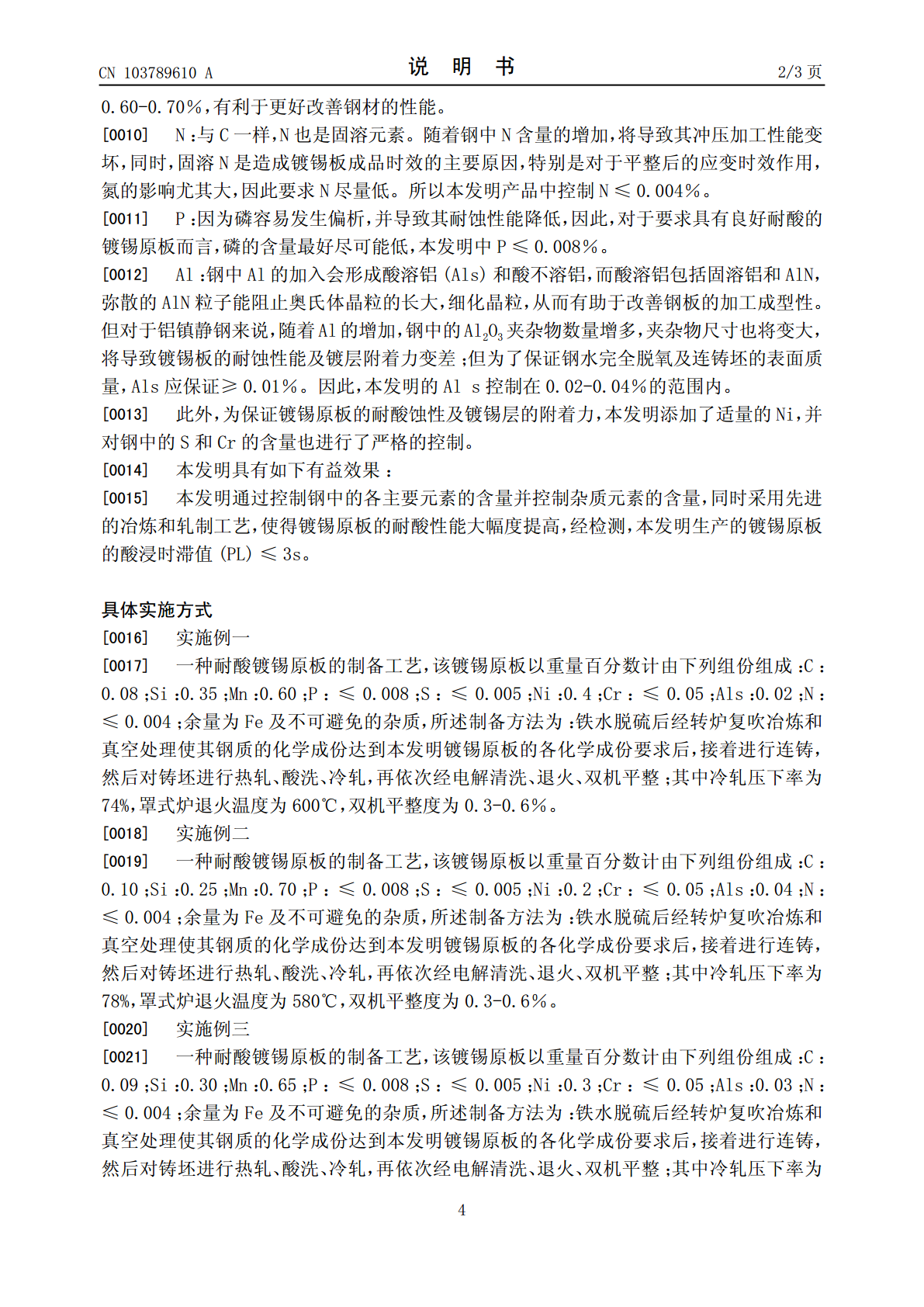
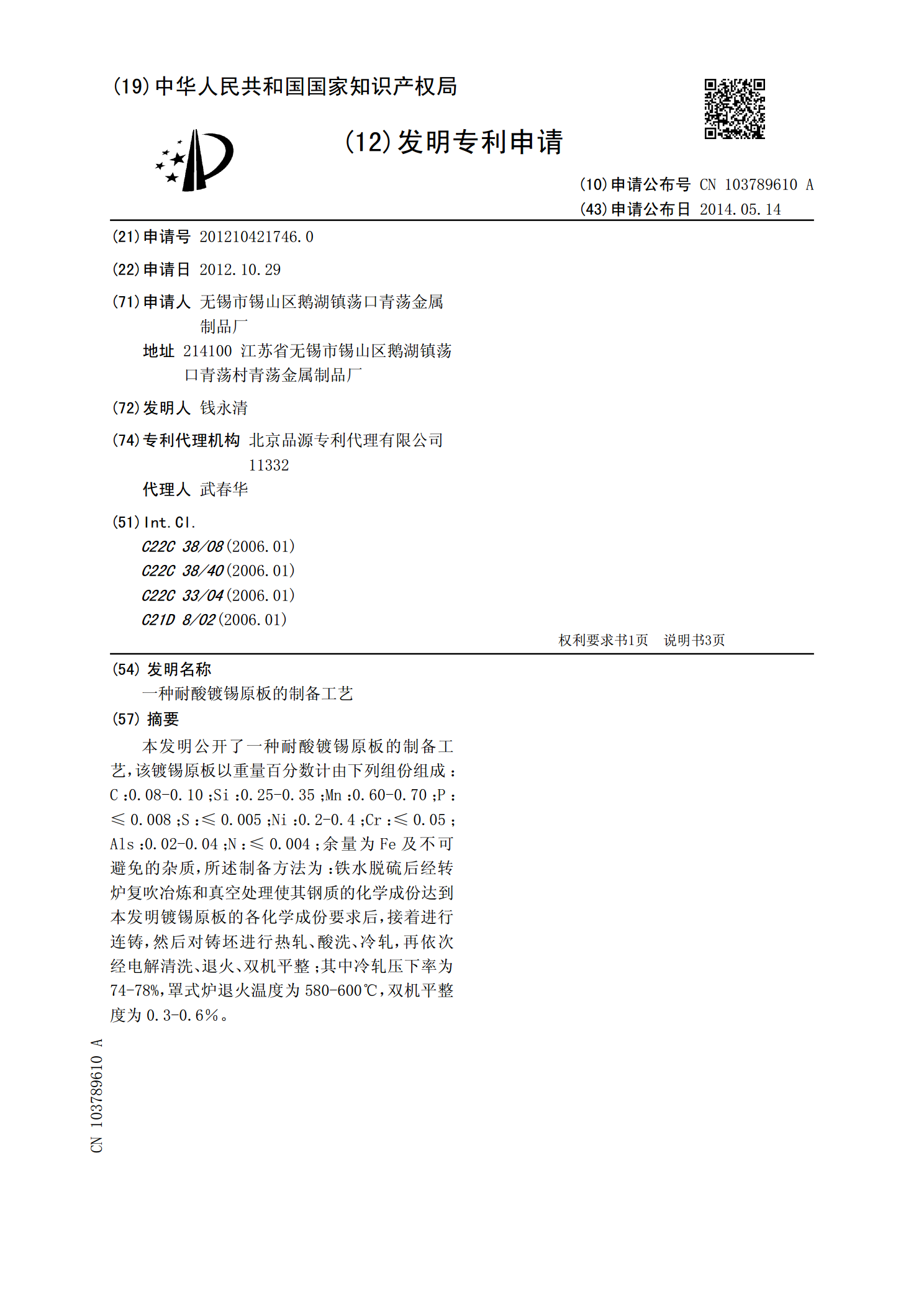
本发明公开了一种耐酸镀锡原板的制备工艺,该镀锡原板以重量百分数计由下列组份组成:C:0.08-0.10;Si:0.25-0.35;Mn:0.60-0.70;P:≤0.008;S:≤0.005;Ni:0.2-0.4;Cr:≤0.05;Als:0.02-0.04;N:≤0.004;余量为Fe及不可避免的杂质,所述制备方法为:铁水脱硫后经转炉复吹冶炼和真空处理使其钢质的化学成份达到本发明镀锡原板的各化学成份要求后,接着进行连铸,然后对铸坯进行热轧、酸洗、冷轧,再依次经电解清洗、退火、双机平整;其中冷轧压下率为7
一种软质镀锡原板的制备方法.pdf
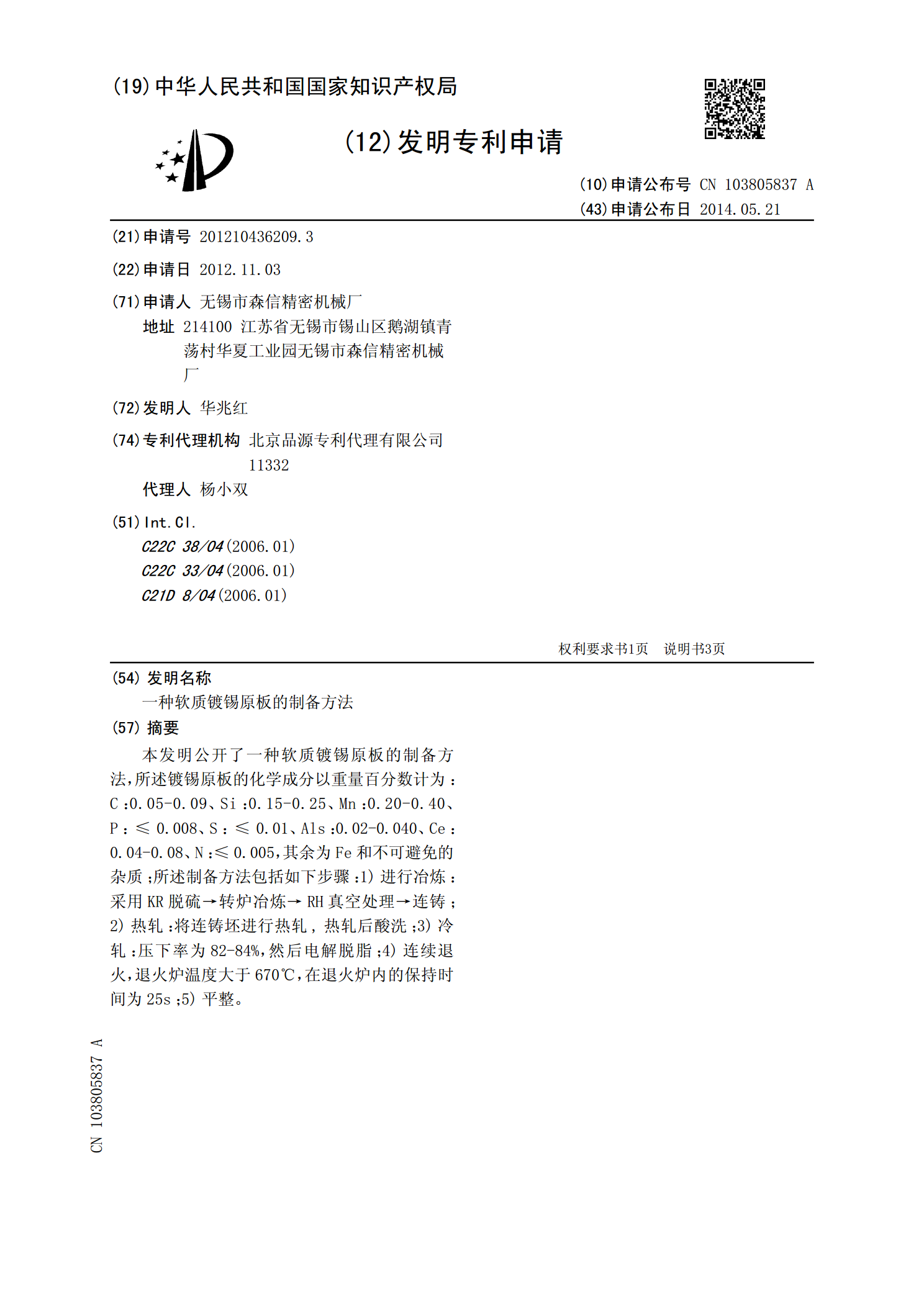
本发明公开了一种软质镀锡原板的制备方法,所述镀锡原板的化学成分以重量百分数计为:C:0.05-0.09、Si:0.15-0.25、Mn:0.20-0.40、P:≤0.008、S:≤0.01、Als:0.02-0.040、Ce:0.04-0.08、N:≤0.005,其余为Fe和不可避免的杂质;所述制备方法包括如下步骤:1)进行冶炼:采用KR脱硫→转炉冶炼→RH真空处理→连铸;2)热轧:将连铸坯进行热轧,热轧后酸洗;3)冷轧:压下率为82-84%,然后电解脱脂;4)连续退火,退火炉温度大于670℃,在退火炉内
耐酸岩板玻璃的制备工艺及耐酸岩板玻璃.pdf
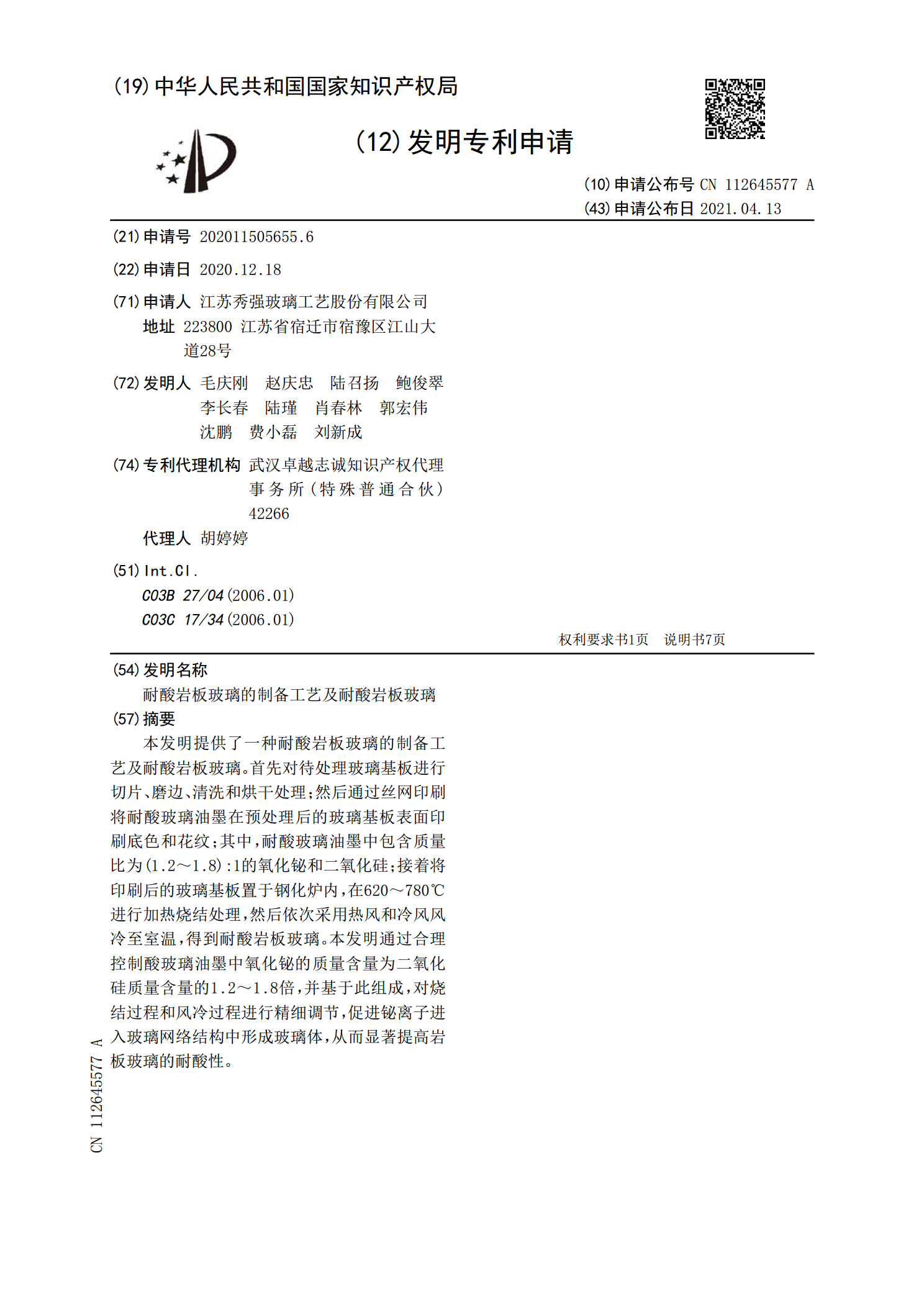
本发明提供了一种耐酸岩板玻璃的制备工艺及耐酸岩板玻璃。首先对待处理玻璃基板进行切片、磨边、清洗和烘干处理;然后通过丝网印刷将耐酸玻璃油墨在预处理后的玻璃基板表面印刷底色和花纹;其中,耐酸玻璃油墨中包含质量比为(1.2~1.8):1的氧化铋和二氧化硅;接着将印刷后的玻璃基板置于钢化炉内,在620~780℃进行加热烧结处理,然后依次采用热风和冷风风冷至室温,得到耐酸岩板玻璃。本发明通过合理控制酸玻璃油墨中氧化铋的质量含量为二氧化硅质量含量的1.2~1.8倍,并基于此组成,对烧结过程和风冷过程进行精细调节,促进

热轧镀锡原板的生产及工艺优化.docx
热轧镀锡原板的生产及工艺优化热轧镀锡原板的生产及工艺优化摘要:随着市场对高质量镀锡板需求的不断增加,热轧镀锡原板的生产及工艺优化成为了重要的研究方向。本论文通过对热轧镀锡原板的生产过程进行分析,探讨了影响生产质量的关键因素,并提出了一些工艺优化的方法。实验结果表明,这些优化方法能够显著提高热轧镀锡原板的质量,并有效降低生产成本。关键词:热轧镀锡原板;生产;工艺优化;质量;成本1.引言热轧镀锡原板是一种广泛应用于家电、建筑、汽车等行业的材料。它具有优良的抗腐蚀性、良好的可焊性和优秀的表面处理性能。然而,由于

镀锡原板连续退火技术.docx
镀锡原板连续退火技术标题:镀锡原板连续退火技术摘要:镀锡原板连续退火技术是电镀行业中一项重要的工艺技术,其目的是通过连续的热处理,改善金属板材的性能和质量,提高镀锡层的附着力和耐腐蚀性。本文将从该技术的背景和原理、工艺流程、技术参数以及应用前景等方面进行综述,旨在深入了解镀锡原板连续退火技术的开发和应用。一、引言随着现代经济社会的不断发展,对镀锡板材的性能要求也日益提高,尤其是在电子、汽车、食品包装等领域的应用。而镀锡原板连续退火技术作为提高镀锡板材性能的关键工艺之一,受到了广泛关注和研究。二、背景与原理