
一种激光冲击时效的方法和装置.pdf

秀美****甜v


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光冲击时效的方法和装置.pdf
一种激光冲击时效处理的方法和装置,装置包激光发生器、无机盐溶液、水槽、吸收层、工件、工作台、工作台控制器装置、计算机、激光发生器控制装置,将表面喷涂黑色吸收层材料的工件放在大比重的透明液体中然后采用强激光束辐照工件表面,吸收层材料吸收激光能量后发生爆炸形成冲击波,而大比重透明液体可以约束爆炸产物的扩散,增强冲击波的幅值和延长冲击波作用时间,工件表面冲击波向工件内部传播,工件内存在应力的地方的畸变的晶格在冲击波和原有应力联合作用下发生变化,使其恢复正常结构,因而工件内部应力得到释放,实施本发明的激光冲击时效

一种激光冲击飞机涡轮叶片的方法和装置.pdf
本发明公开了一种激光冲击飞机涡轮叶片的方法与装置,首先采用凹模与柔性垫片支撑飞机涡轮叶片背面,其次采用测厚装置测量飞机涡轮叶片各点对应的厚度,再次根据叶片材料特性、厚度和激光冲击强化参数的对应关系,确定飞机涡轮叶片各点所需的激光工艺参数,最后根据上述飞机涡轮叶片各点激光工艺参数实现对飞机涡轮叶片整个表面激光冲击强化。实施该方法的装置包括高功率脉冲激光器,飞机涡轮叶片,柔性垫片,凹模,三轴数控工作台,计算机控制系统,测厚装置。本发明可以使飞机涡轮叶片不发生变形与破裂,并获得均匀的残余压应力分布,适应于复杂曲
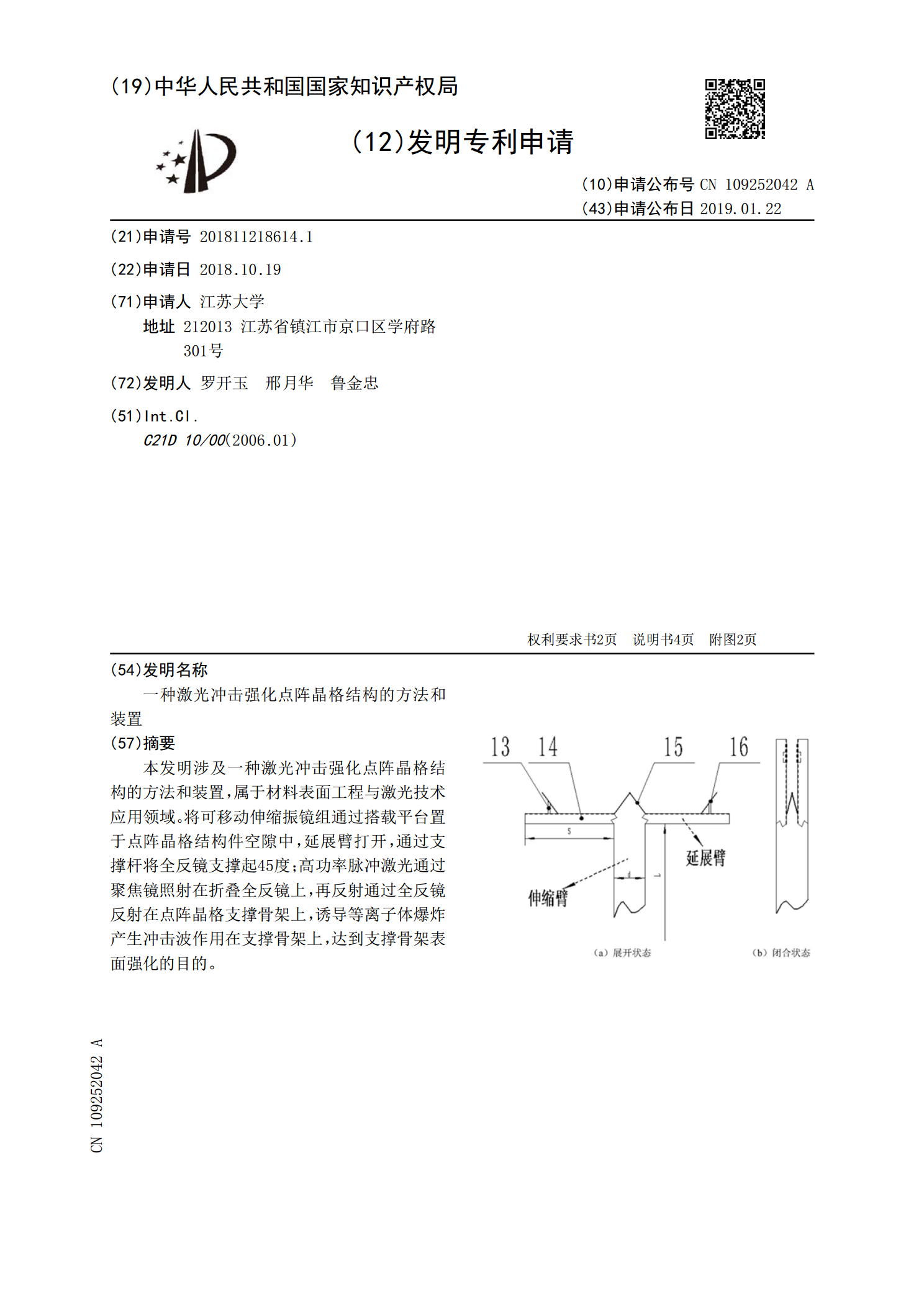
一种激光冲击强化点阵晶格结构的方法和装置.pdf
本发明涉及一种激光冲击强化点阵晶格结构的方法和装置,属于材料表面工程与激光技术应用领域。将可移动伸缩振镜组通过搭载平台置于点阵晶格结构件空隙中,延展臂打开,通过支撑杆将全反镜支撑起45度;高功率脉冲激光通过聚焦镜照射在折叠全反镜上,再反射通过全反镜反射在点阵晶格支撑骨架上,诱导等离子体爆炸产生冲击波作用在支撑骨架上,达到支撑骨架表面强化的目的。
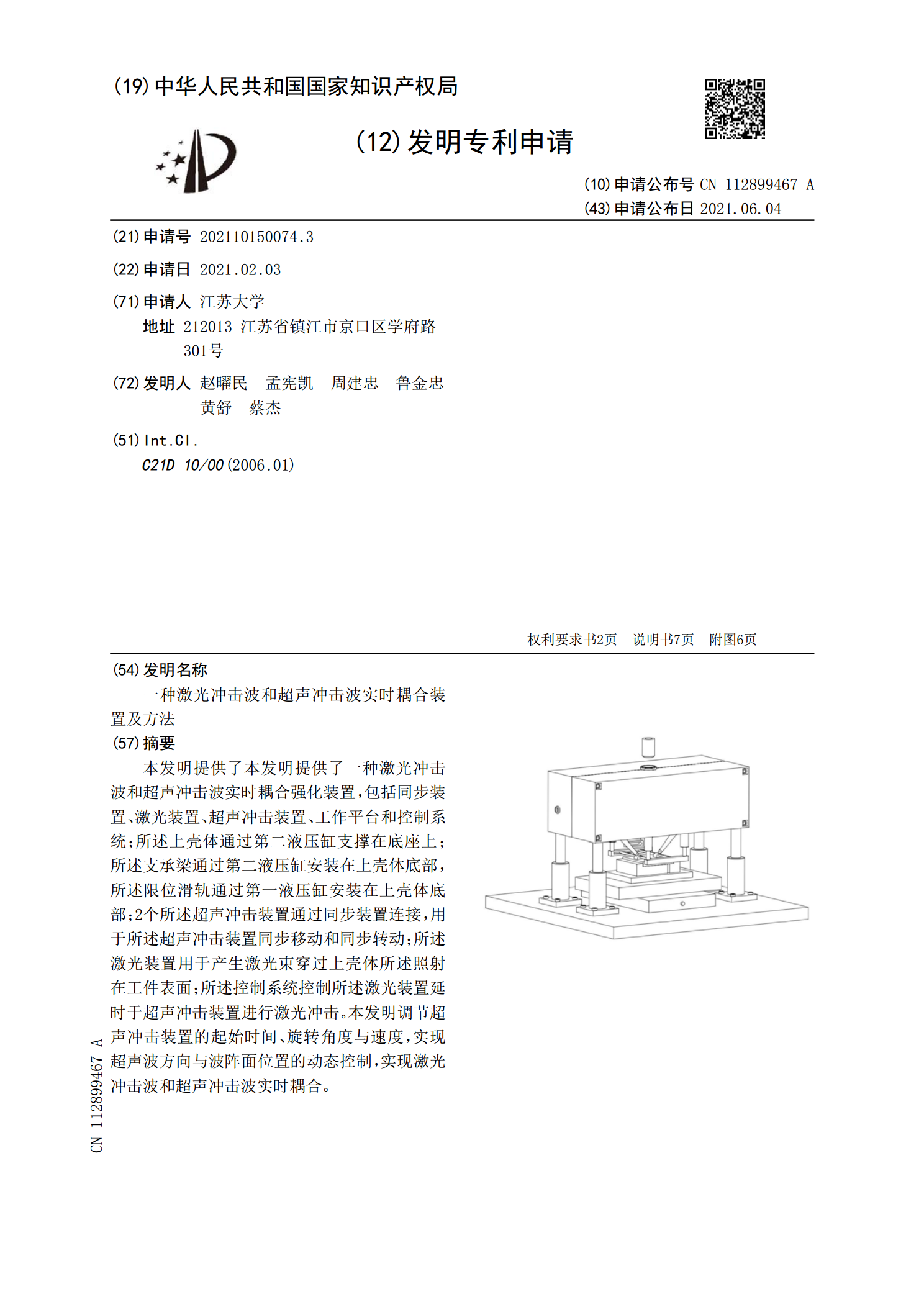
一种激光冲击波和超声冲击波实时耦合装置及方法.pdf
本发明提供了本发明提供了一种激光冲击波和超声冲击波实时耦合强化装置,包括同步装置、激光装置、超声冲击装置、工作平台和控制系统;所述上壳体通过第二液压缸支撑在底座上;所述支承梁通过第二液压缸安装在上壳体底部,所述限位滑轨通过第一液压缸安装在上壳体底部;2个所述超声冲击装置通过同步装置连接,用于所述超声冲击装置同步移动和同步转动;所述激光装置用于产生激光束穿过上壳体所述照射在工件表面;所述控制系统控制所述激光装置延时于超声冲击装置进行激光冲击。本发明调节超声冲击装置的起始时间、旋转角度与速度,实现超声波方向与
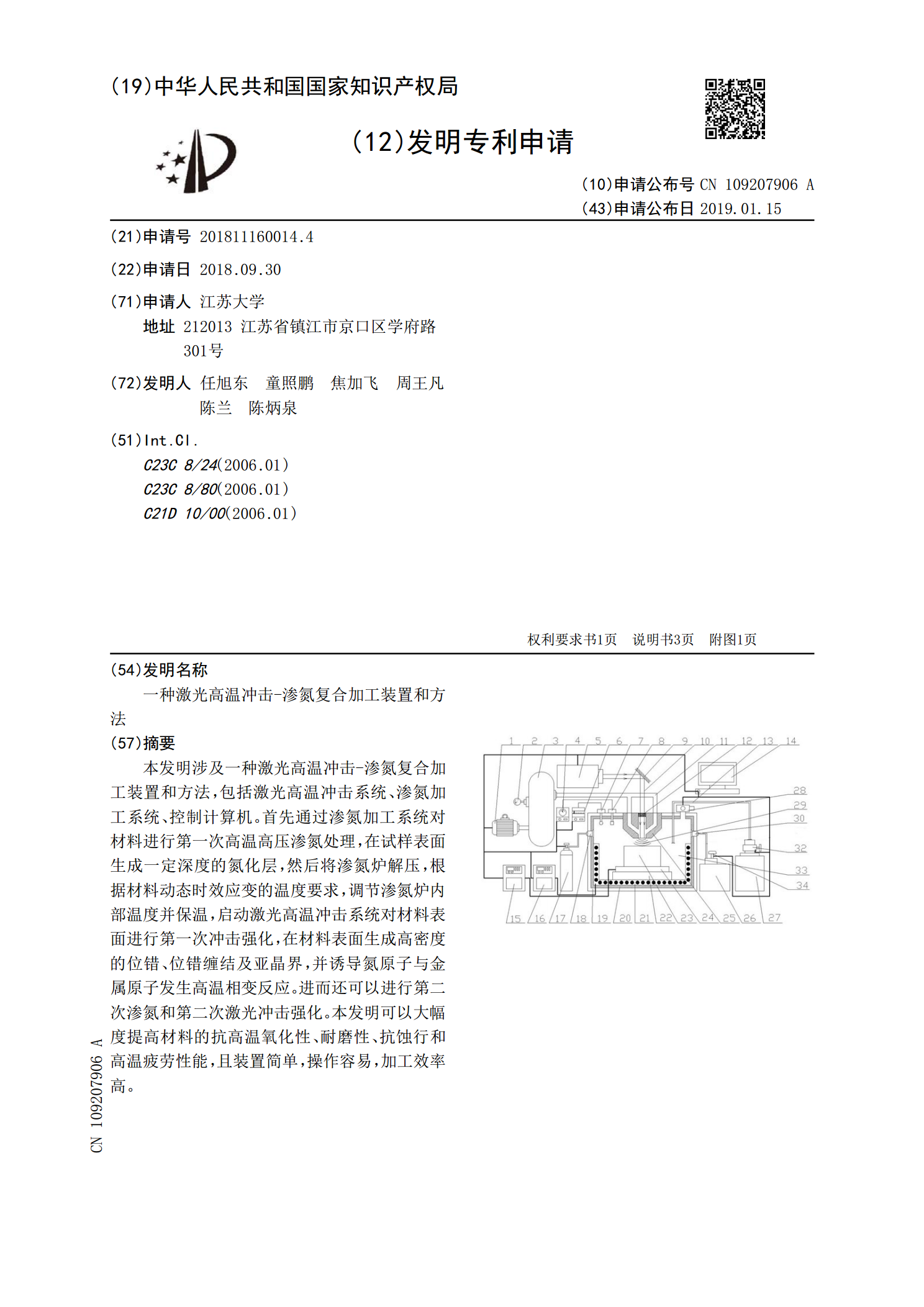
一种激光高温冲击-渗氮复合加工装置和方法.pdf
本发明涉及一种激光高温冲击‑渗氮复合加工装置和方法,包括激光高温冲击系统、渗氮加工系统、控制计算机。首先通过渗氮加工系统对材料进行第一次高温高压渗氮处理,在试样表面生成一定深度的氮化层,然后将渗氮炉解压,根据材料动态时效应变的温度要求,调节渗氮炉内部温度并保温,启动激光高温冲击系统对材料表面进行第一次冲击强化,在材料表面生成高密度的位错、位错缠结及亚晶界,并诱导氮原子与金属原子发生高温相变反应。进而还可以进行第二次渗氮和第二次激光冲击强化。本发明可以大幅度提高材料的抗高温氧化性、耐磨性、抗蚀行和高温疲劳性