
燃气锻造热处理炉节能工艺.pdf

康平****ng

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
燃气锻造热处理炉节能工艺.pdf
燃气锻造热处理炉节能工艺,它的加工方法为:根据加热材料的物理特性、金相特性及锻造尺寸确定热处理工艺的加热时间、加热温度、保温时间、保温温度及冷却方式,其特征在于它在原有技术基础上增大一倍的加热时间,并将烟气排放口阀门调至25%的角度。它在不增加设备成本的基础上,实现降低能耗。
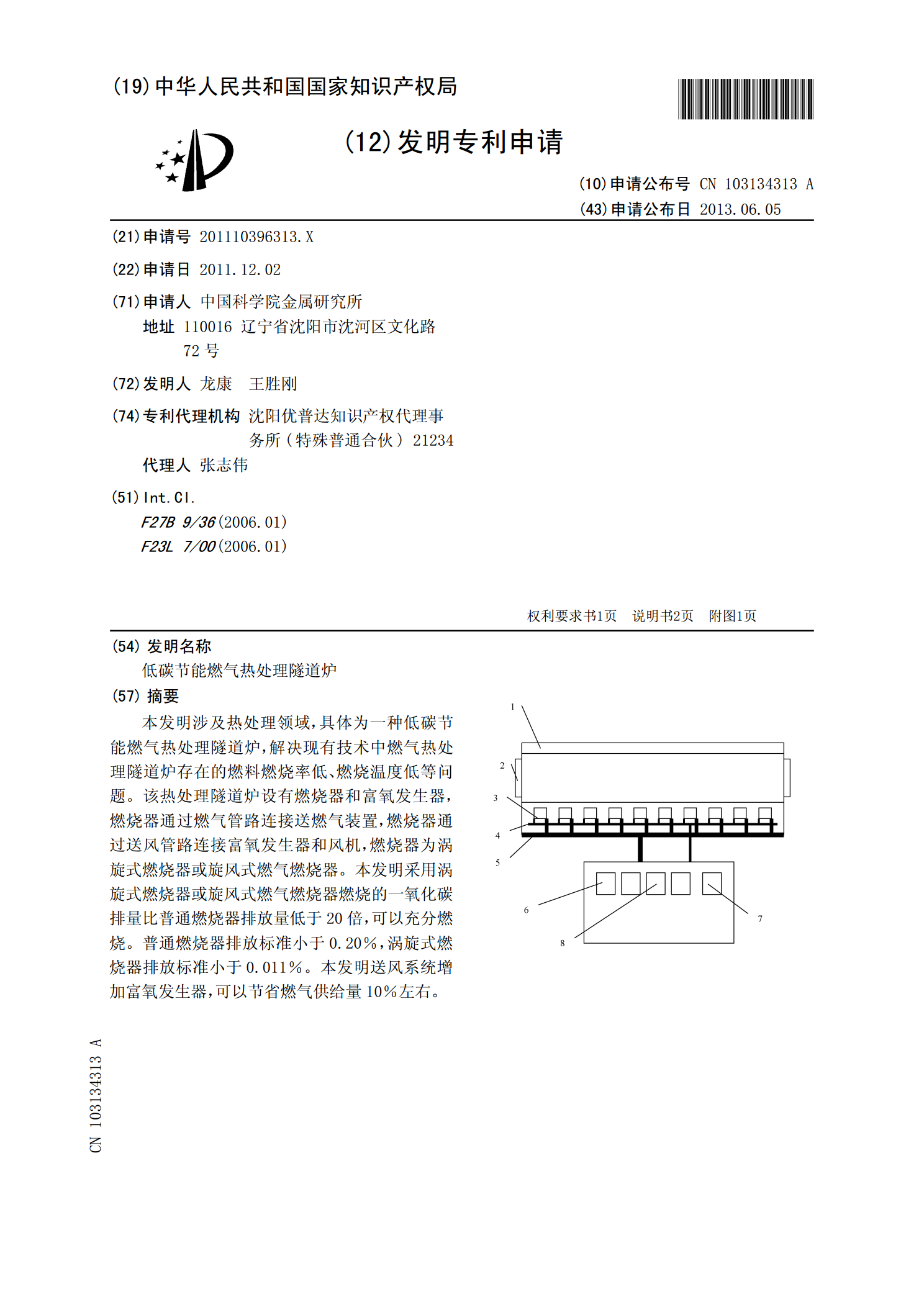
低碳节能燃气热处理隧道炉.pdf
本发明涉及热处理领域,具体为一种低碳节能燃气热处理隧道炉,解决现有技术中燃气热处理隧道炉存在的燃料燃烧率低、燃烧温度低等问题。该热处理隧道炉设有燃烧器和富氧发生器,燃烧器通过燃气管路连接送燃气装置,燃烧器通过送风管路连接富氧发生器和风机,燃烧器为涡旋式燃烧器或旋风式燃气燃烧器。本发明采用涡旋式燃烧器或旋风式燃气燃烧器燃烧的一氧化碳排量比普通燃烧器排放量低于20倍,可以充分燃烧。普通燃烧器排放标准小于0.20%,涡旋式燃烧器排放标准小于0.011%。本发明送风系统增加富氧发生器,可以节省燃气供给量10%左右
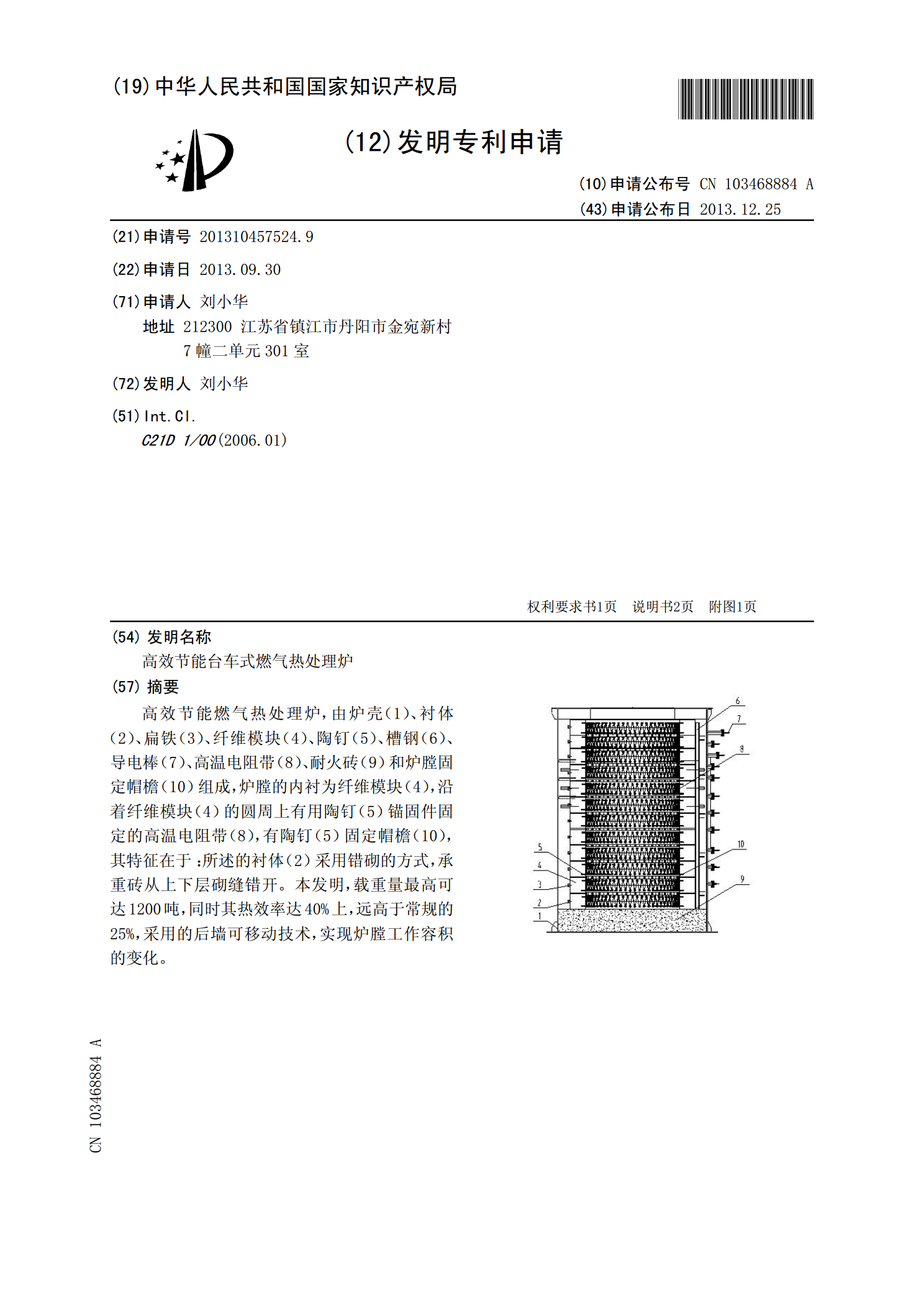
高效节能台车式燃气热处理炉.pdf
高效节能燃气热处理炉,由炉壳(1)、衬体(2)、扁铁(3)、纤维模块(4)、陶钉(5)、槽钢(6)、导电棒(7)、高温电阻带(8)、耐火砖(9)和炉膛固定帽檐(10)组成,炉膛的内衬为纤维模块(4),沿着纤维模块(4)的圆周上有用陶钉(5)锚固件固定的高温电阻带(8),有陶钉(5)固定帽檐(10),其特征在于:所述的衬体(2)采用错砌的方式,承重砖从上下层砌缝错开。本发明,载重量最高可达1200吨,同时其热效率达40%上,远高于常规的25%,采用的后墙可移动技术,实现炉膛工作容积的变化。
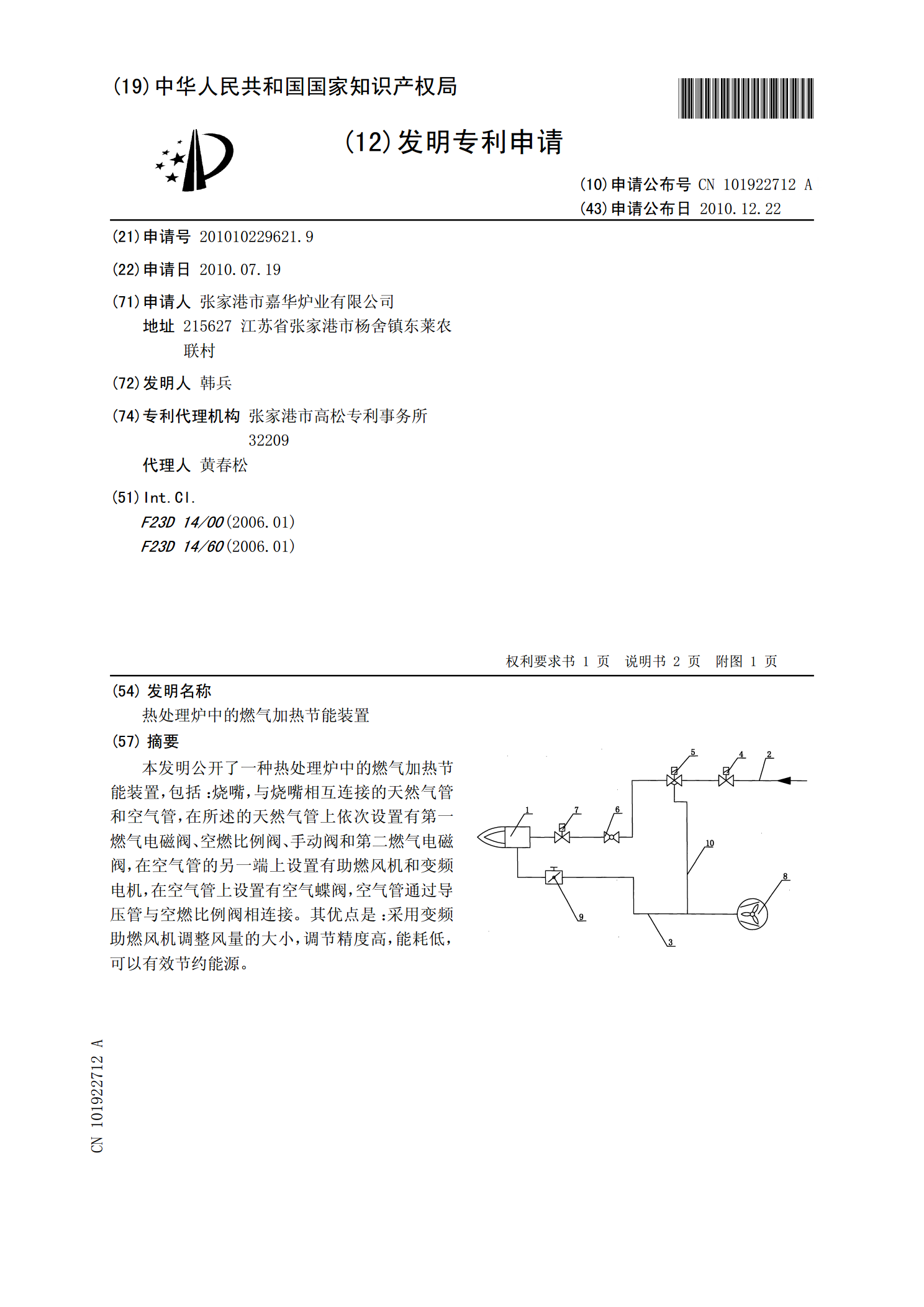
热处理炉中的燃气加热节能装置.pdf
本发明公开了一种热处理炉中的燃气加热节能装置,包括:烧嘴,与烧嘴相互连接的天然气管和空气管,在所述的天然气管上依次设置有第一燃气电磁阀、空燃比例阀、手动阀和第二燃气电磁阀,在空气管的另一端上设置有助燃风机和变频电机,在空气管上设置有空气蝶阀,空气管通过导压管与空燃比例阀相连接。其优点是:采用变频助燃风机调整风量的大小,调节精度高,能耗低,可以有效节约能源。
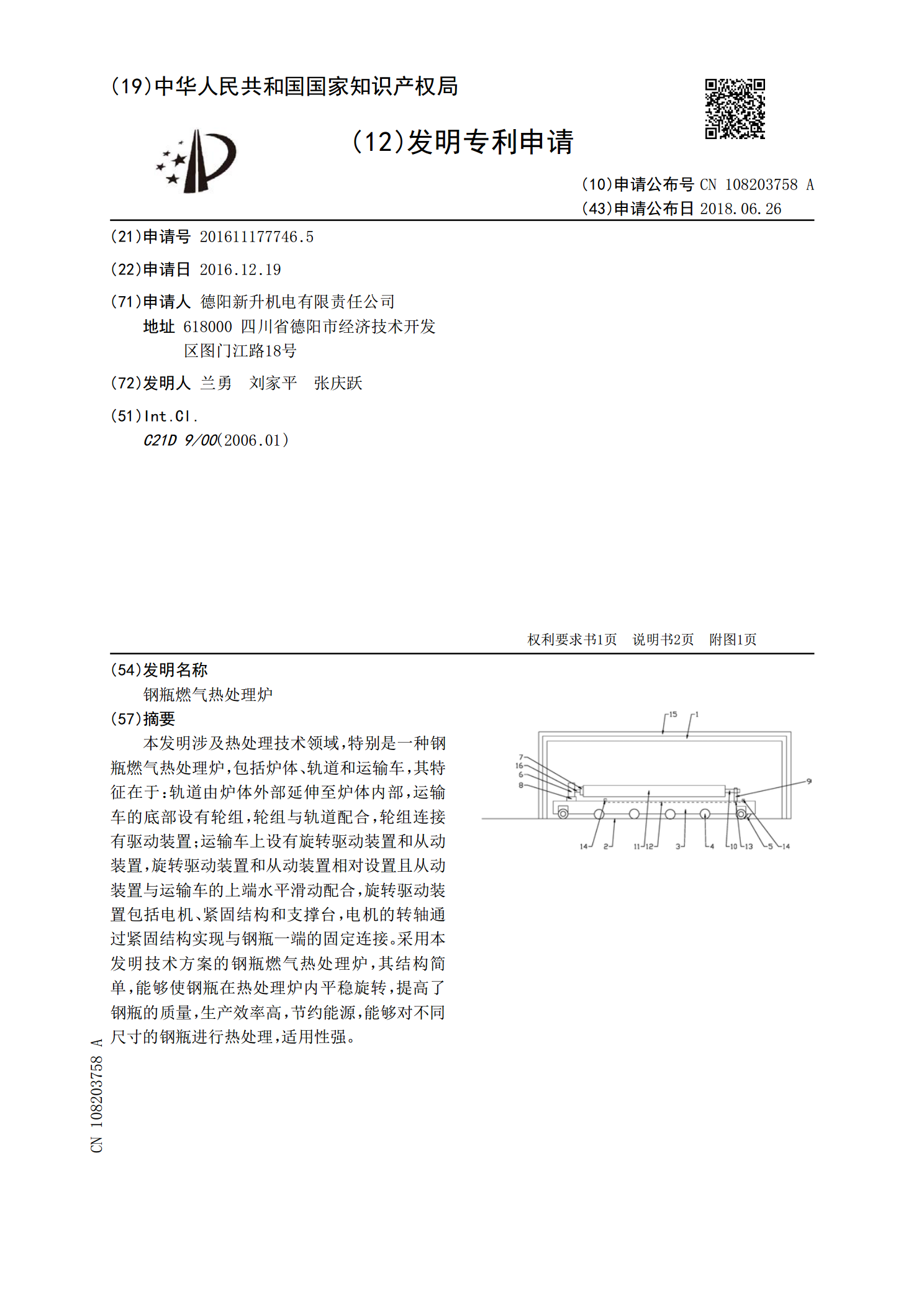
钢瓶燃气热处理炉.pdf
本发明涉及热处理技术领域,特别是一种钢瓶燃气热处理炉,包括炉体、轨道和运输车,其特征在于:轨道由炉体外部延伸至炉体内部,运输车的底部设有轮组,轮组与轨道配合,轮组连接有驱动装置;运输车上设有旋转驱动装置和从动装置,旋转驱动装置和从动装置相对设置且从动装置与运输车的上端水平滑动配合,旋转驱动装置包括电机、紧固结构和支撑台,电机的转轴通过紧固结构实现与钢瓶一端的固定连接。采用本发明技术方案的钢瓶燃气热处理炉,其结构简单,能够使钢瓶在热处理炉内平稳旋转,提高了钢瓶的质量,生产效率高,节约能源,能够对不同尺寸的钢