
立式连续退火炉炉内氛围的分段吹扫控制方法.pdf

景福****90


1/9

2/9

3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
立式连续退火炉炉内氛围的分段吹扫控制方法.pdf
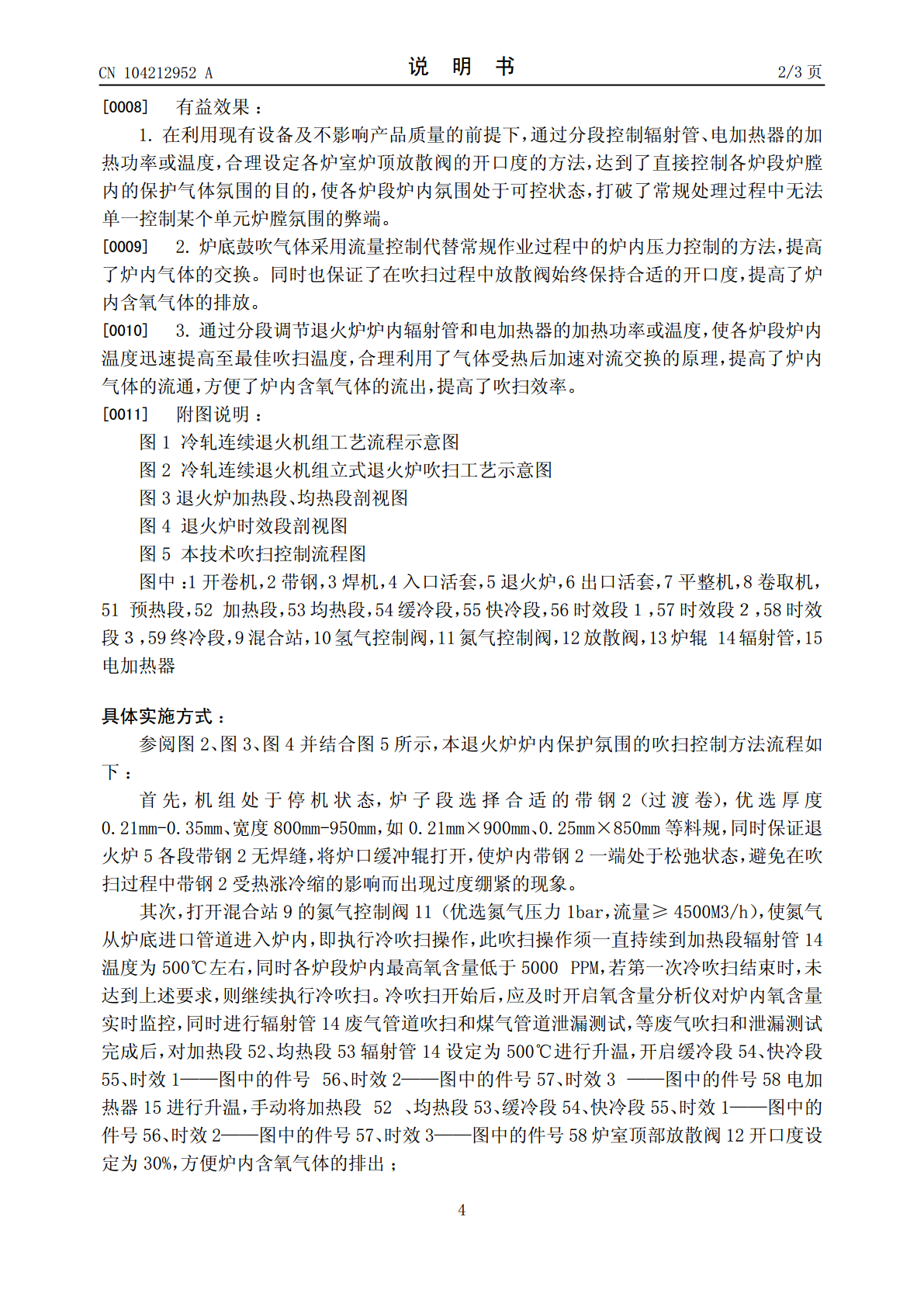
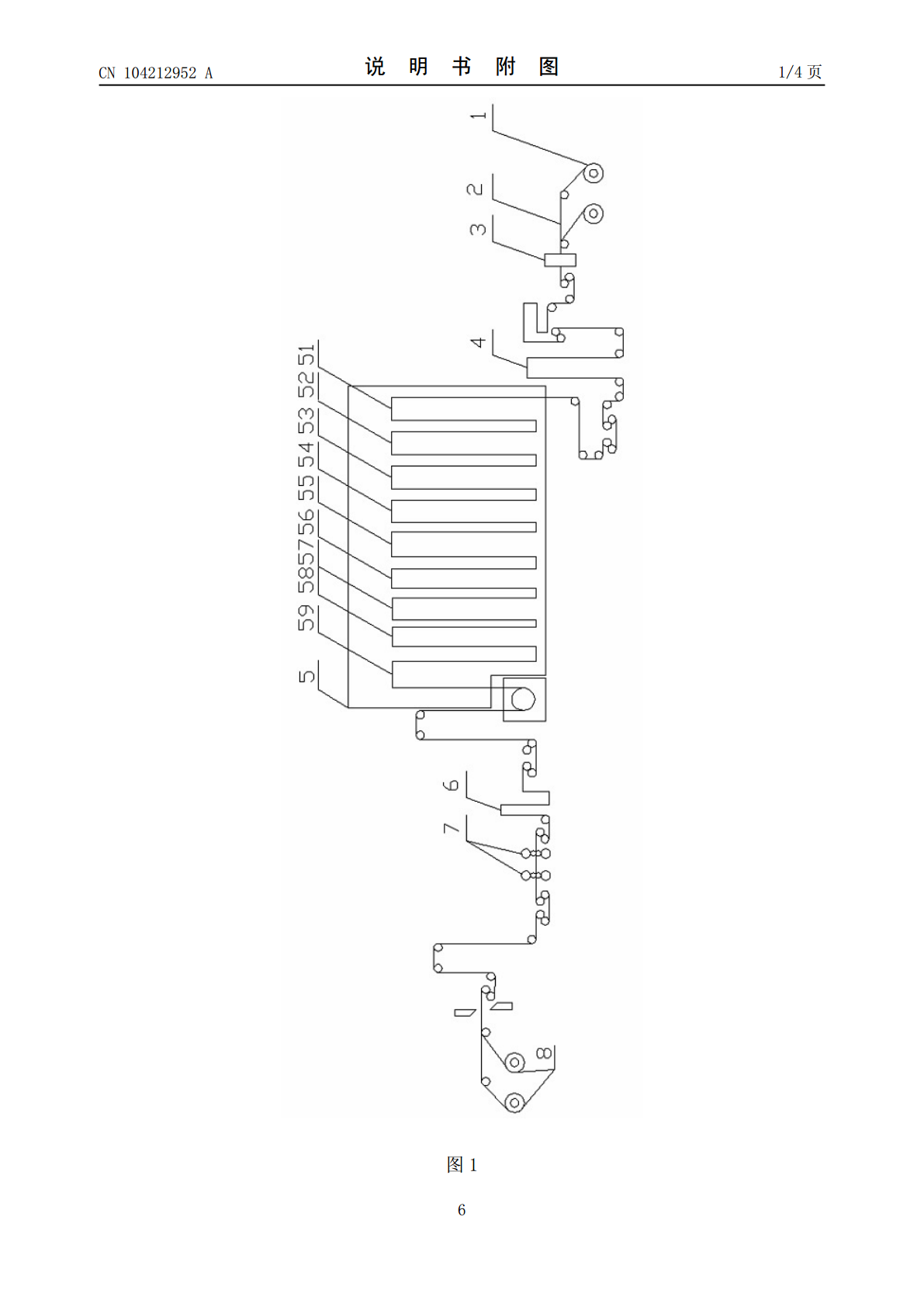
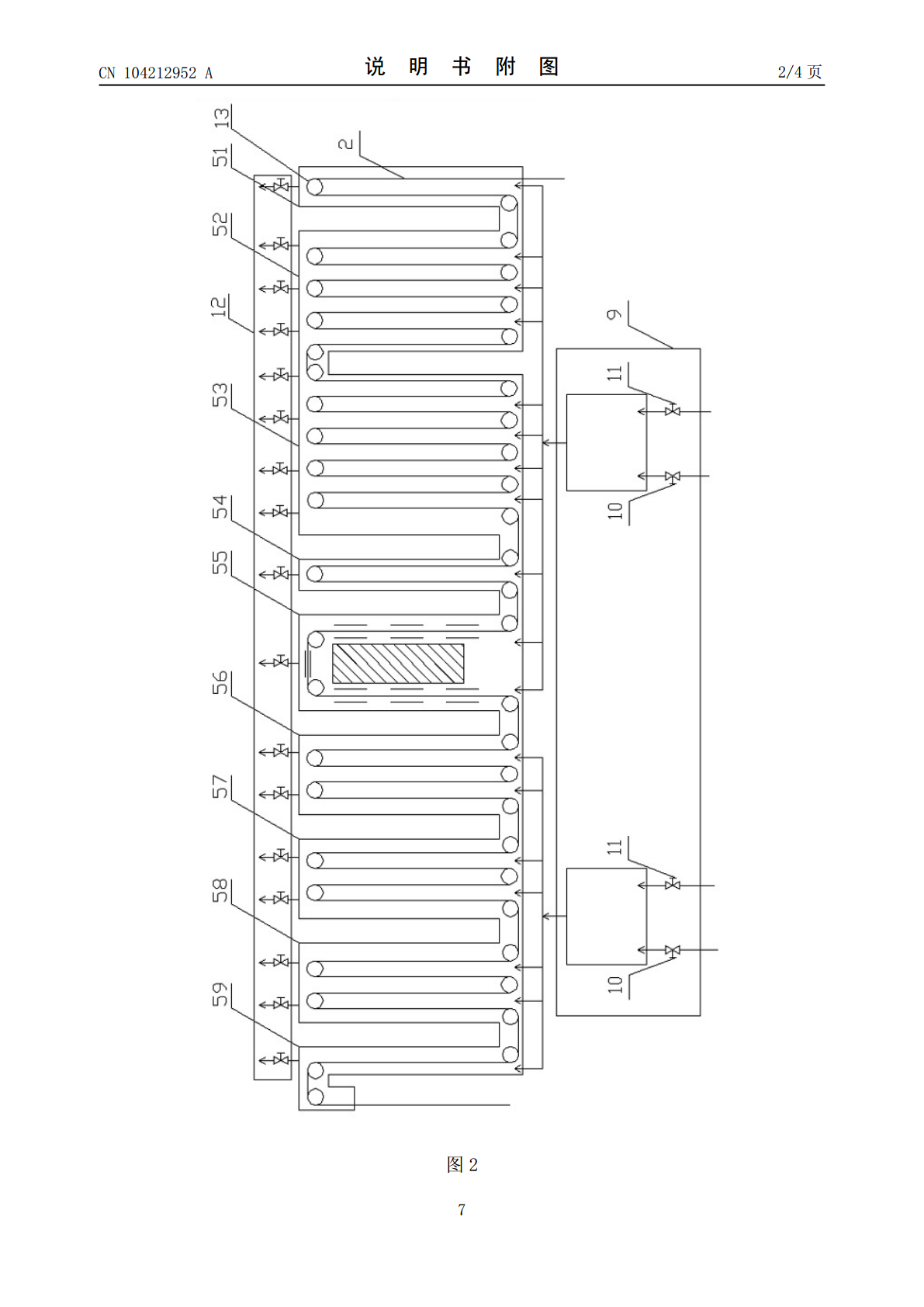
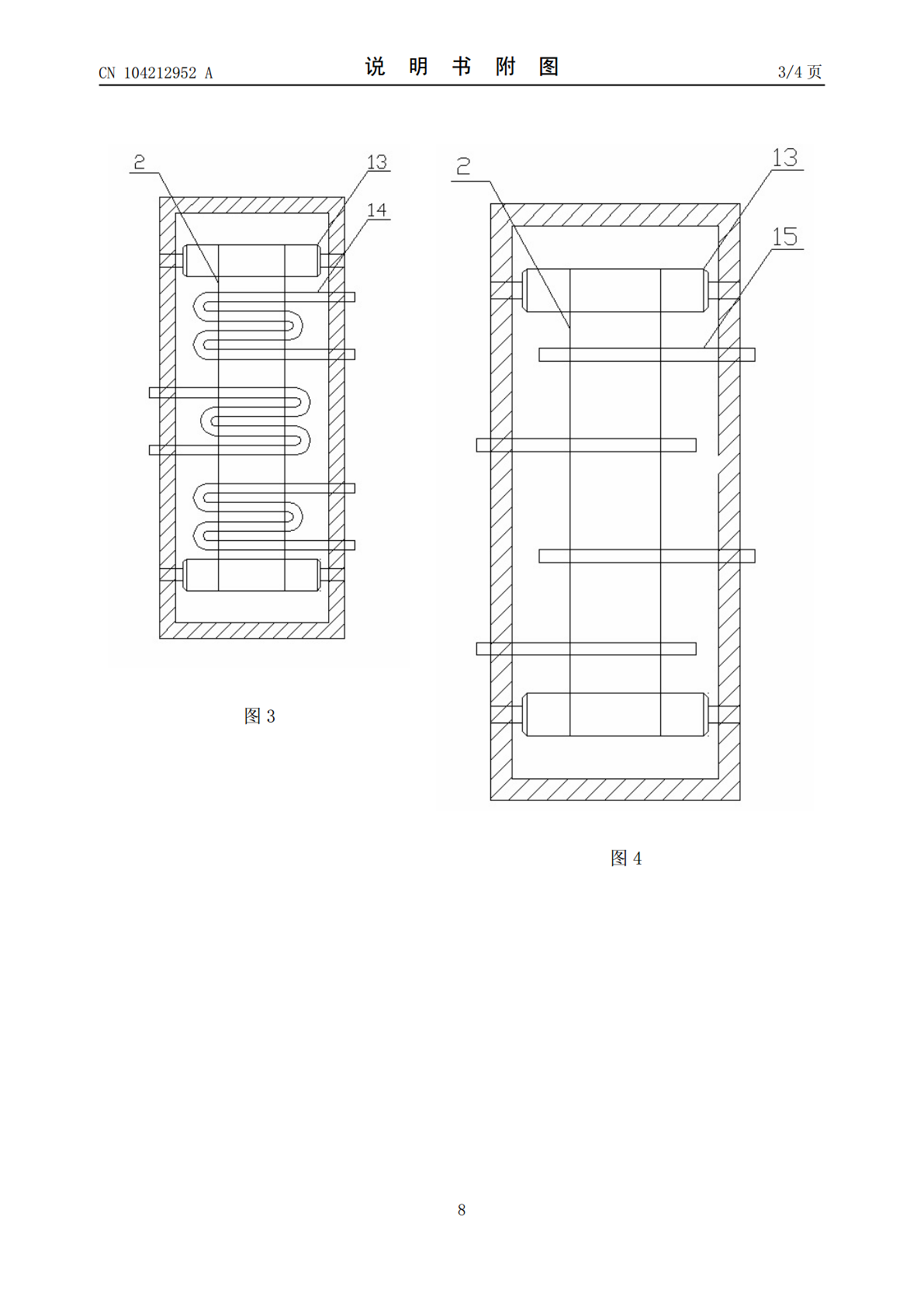
本发明提供一种立式连续退火炉炉内氛围的分段吹扫控制方法。针对目前的退火炉炉内氛围吹扫的方法吹扫过程时间长,吹扫效率较低的问题。本发明的方法包括如下步骤:(1)炉内冷吹扫:采用氮气对炉内氛围进行吹扫,在保证炉内压力不小于15dapa的前提下打开炉顶放散阀,放散阀开口度设定30%;(2)炉内升温:使加热段、均热段温度为480℃—520℃,缓冷段、快冷段温度为240℃—260℃,时效段温度为440℃—460℃;(3)炉内氮氢混合气吹扫:待炉内氛围氧含量达到≤5000ppm时,调节混合站氢气和氮气的配比至5%H2

立式连续退火炉炉内反向穿带控制方法.pdf
本发明涉及一种立式连续退火炉炉内反向穿带控制方法,所述控制方法如下:S1、机组停机,退火炉切换至降温模式;S2、确认炉内断带位置和出口活套套量是否充足,决定是否采用反向穿带作业方法;S3、待炉温降低至开炉盖温度以下,结合炉内断带情况,打开相应炉盖并进行废钢处理和穿绳作业,在断带带尾制作带头,并与穿带绳连接;S4、选择需要联动的炉辊;S5、根据出口活套套量,设定出口活套张力,采用退火炉出口张紧辊收紧炉内带钢;S6、操作出口张紧辊和炉辊反向全联动,进行炉内反向穿带作业,直至带尾穿至退火炉入口张紧辊处;S7、关
立式连续退火炉炉内压痕缺陷产生位置的查找方法.pdf
本发明公开了一种立式连续退火炉炉内压痕缺陷产生位置的查找方法,包括步骤:S1、准备检查用卷材;S2、立式连续退火炉开始工作,将检查用卷材通过立式连续退火炉;S3、通过观察立式连续退火炉的出口处的带钢表面的压痕缺陷,判断立式连续退火炉的停机时机;S4、入炉检查立式连续退火炉的炉辊。本发明立式连续退火炉炉内压痕缺陷产生位置的查找方法,可针对退火炉炉内压痕缺陷产生位置进行快速查找,提高了炉内压痕缺陷产生位置的查找效率,提高了入炉查找炉内压痕缺陷产生位置的准确性,减少因炉内带钢压痕质量缺陷造成的产品降级等损失,同

立式连续退火炉内带钢-炉辊热力耦合研究.docx
立式连续退火炉内带钢-炉辊热力耦合研究立式连续退火炉是一种广泛应用于钢铁行业的热处理设备,具有加热速度快、温度均匀、节能环保等优点。其中,炉辊作为炉内带钢的支撑和传输装置,起着至关重要的作用。炉辊与带钢之间存在热力耦合作用,会影响带钢的温度分布、热应力等工艺参数,因此对立式连续退火炉内炉辊-带钢热力耦合作用进行研究具有重要意义。热力耦合作用是指热量和力的相互影响,即温度变化引起物体的变形力,力的作用也能引起物体的温度变化。在立式连续退火炉内,炉辊与带钢之间的热力耦合作用主要表现为以下几个方面:一、炉辊对带

立式连续退火炉内带钢防跑偏的控制方法及控制系统.pdf
本发明公开了一种立式连续退火炉内带钢防跑偏的控制方法,包括:获取冷硬卷的板形实际曲线、板形仪对冷硬卷的分区信息;根据板形实际曲线和分区信息,确定冷硬卷的板形判定区域;在板形判定区域内,根据板形实际曲线,判断冷硬卷的板形是否符合板形内控标准;若不符合板形内控标准,继续判断冷硬卷的板形是否符合板形判定标准;若不符合板形判定标准,对冷硬卷进行预平整处理或预拉矫处理;控制处理后的冷硬卷在立式连续退火炉的加热段的运行速度执行第一类限速;若符合板形判定标准,控制冷硬卷在立式连续退火炉的加热段的运行速度执行第二类限速;