
一种控制薄宽软质镀锌带钢冷瓢曲的生产方法.pdf

小沛****文章


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种控制薄宽软质镀锌带钢冷瓢曲的生产方法.pdf
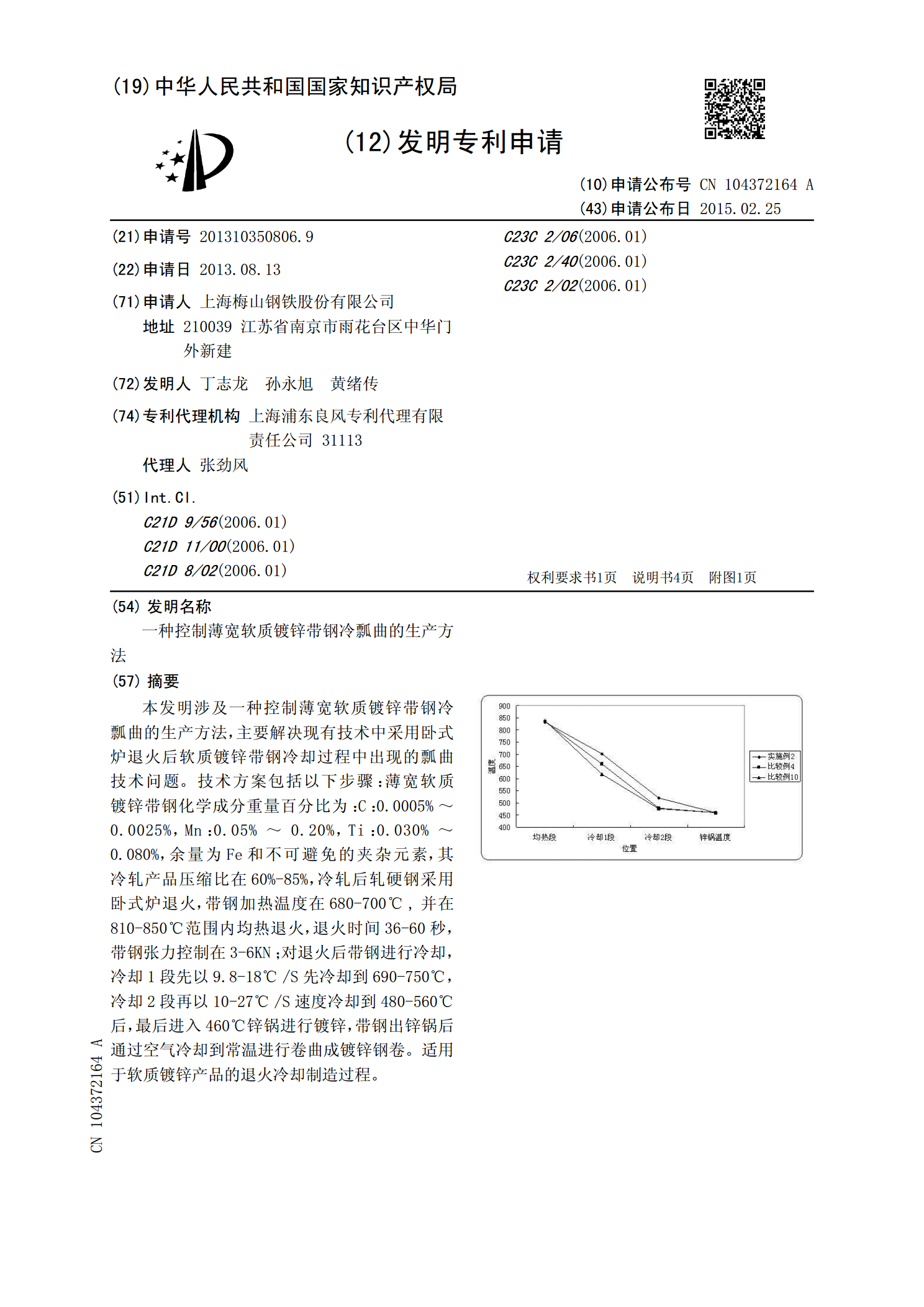
本发明涉及一种控制薄宽软质镀锌带钢冷瓢曲的生产方法,主要解决现有技术中采用卧式炉退火后软质镀锌带钢冷却过程中出现的瓢曲技术问题。技术方案包括以下步骤:薄宽软质镀锌带钢化学成分重量百分比为:C:0.0005%~0.0025%,Mn:0.05%~0.20%,Ti:0.030%~0.080%,余量为Fe和不可避免的夹杂元素,其冷轧产品压缩比在60%-85%,冷轧后轧硬钢采用卧式炉退火,带钢加热温度在680-700℃,并在810-850℃范围内均热退火,退火时间36-60秒,带钢张力控制在3-6KN;对退火后带钢

一种热镀锌薄规格产品防止瓢曲的控制方法.pdf
本发明提供了一种热镀锌薄规格产品防止瓢曲的控制方法,本发明通过控制带钢在立式退火炉运行速度、张力、温度、冷却速率及升温速率等方式,解决了薄规格热镀锌带钢炉内瓢曲的问题,实现了薄规格热镀锌钢板在同类热镀锌机组的稳定生产,提高了薄规格产品的合格率,降低了制造成本,生产出满足客户需求的热镀锌极限薄规格产品。本发明方法无需改变现有的工艺路径,实施成本低。
一种退火炉内带钢冷瓢曲模型及控制方法.pdf
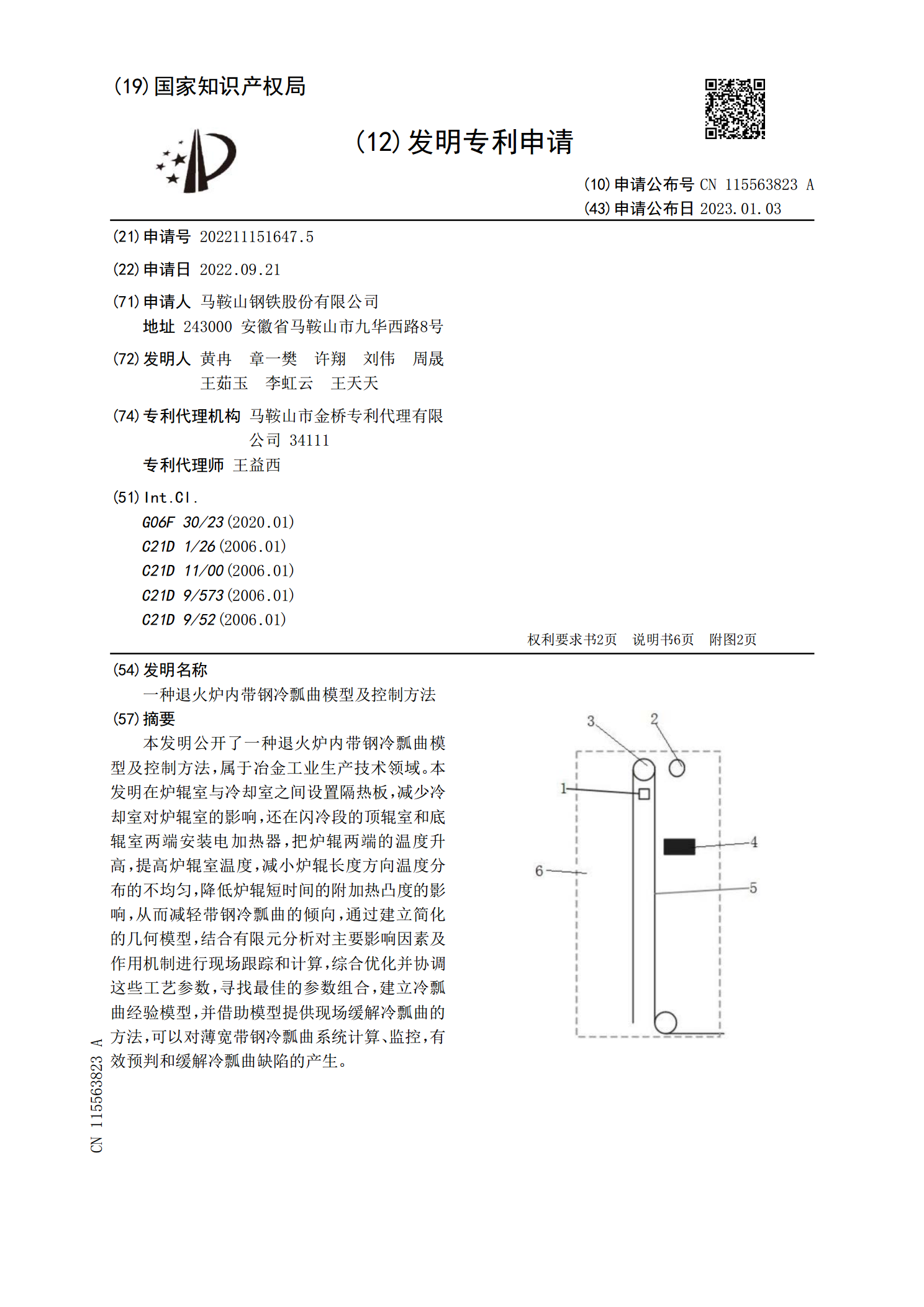
本发明公开了一种退火炉内带钢冷瓢曲模型及控制方法,属于冶金工业生产技术领域。本发明在炉辊室与冷却室之间设置隔热板,减少冷却室对炉辊室的影响,还在闪冷段的顶辊室和底辊室两端安装电加热器,把炉辊两端的温度升高,提高炉辊室温度,减小炉辊长度方向温度分布的不均匀,降低炉辊短时间的附加热凸度的影响,从而减轻带钢冷瓢曲的倾向,通过建立简化的几何模型,结合有限元分析对主要影响因素及作用机制进行现场跟踪和计算,综合优化并协调这些工艺参数,寻找最佳的参数组合,建立冷瓢曲经验模型,并借助模型提供现场缓解冷瓢曲的方法,可以对薄
一种防止连续退火炉停机时薄带钢瓢曲的控制方法.pdf
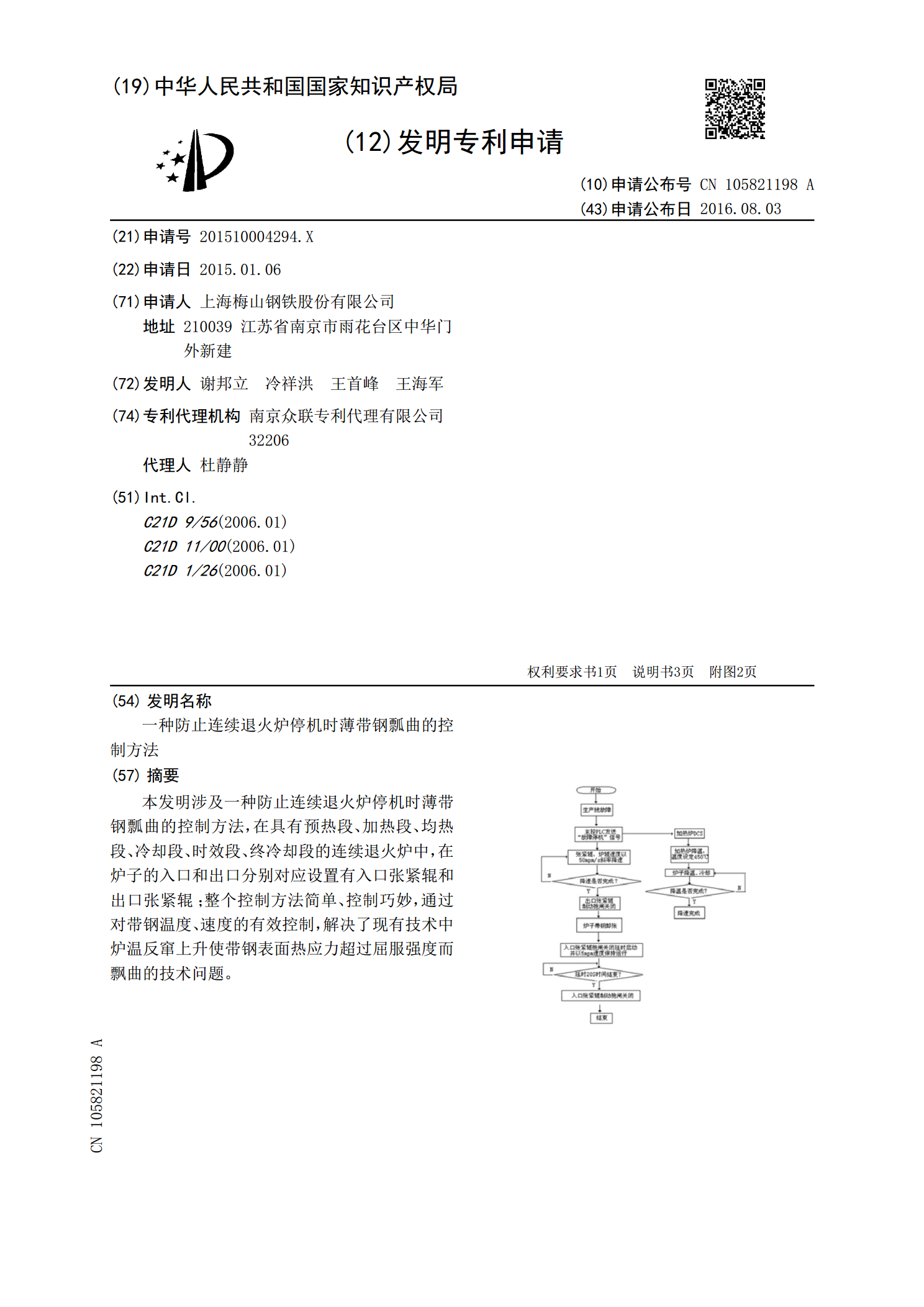
本发明涉及一种防止连续退火炉停机时薄带钢瓢曲的控制方法,在具有预热段、加热段、均热段、冷却段、时效段、终冷却段的连续退火炉中,在炉子的入口和出口分别对应设置有入口张紧辊和出口张紧辊;整个控制方法简单、控制巧妙,通过对带钢温度、速度的有效控制,解决了现有技术中炉温反窜上升使带钢表面热应力超过屈服强度而飘曲的技术问题。
一种抑制加热段带钢瓢曲的控制方法.pdf
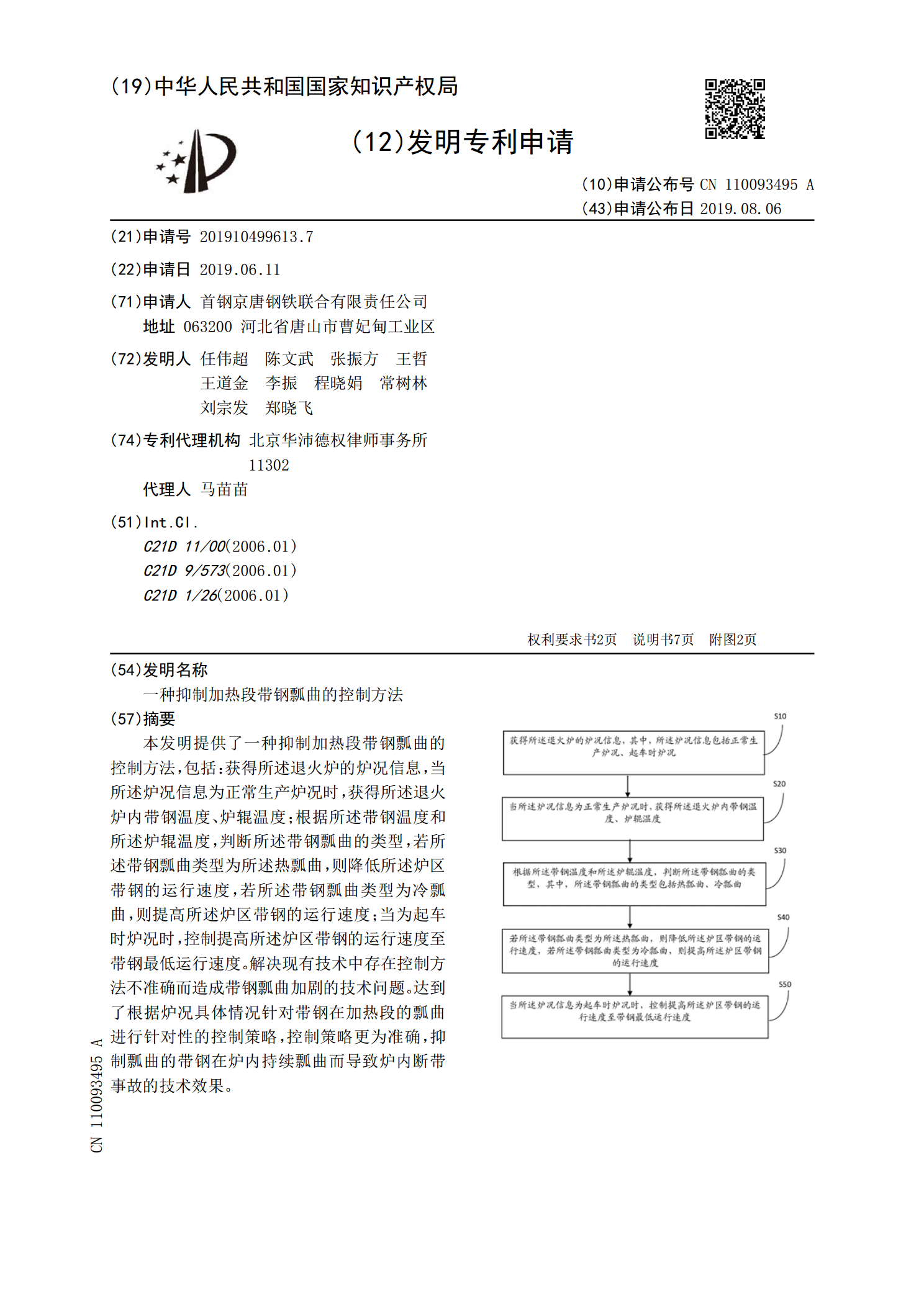
本发明提供了一种抑制加热段带钢瓢曲的控制方法,包括:获得所述退火炉的炉况信息,当所述炉况信息为正常生产炉况时,获得所述退火炉内带钢温度、炉辊温度;根据所述带钢温度和所述炉辊温度,判断所述带钢瓢曲的类型,若所述带钢瓢曲类型为所述热瓢曲,则降低所述炉区带钢的运行速度,若所述带钢瓢曲类型为冷瓢曲,则提高所述炉区带钢的运行速度;当为起车时炉况时,控制提高所述炉区带钢的运行速度至带钢最低运行速度。解决现有技术中存在控制方法不准确而造成带钢瓢曲加剧的技术问题。达到了根据炉况具体情况针对带钢在加热段的瓢曲进行针对性的控