
铝锂合金大型板材固溶时效热处理方法.pdf

是你****盟主

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝锂合金大型板材固溶时效热处理方法.pdf
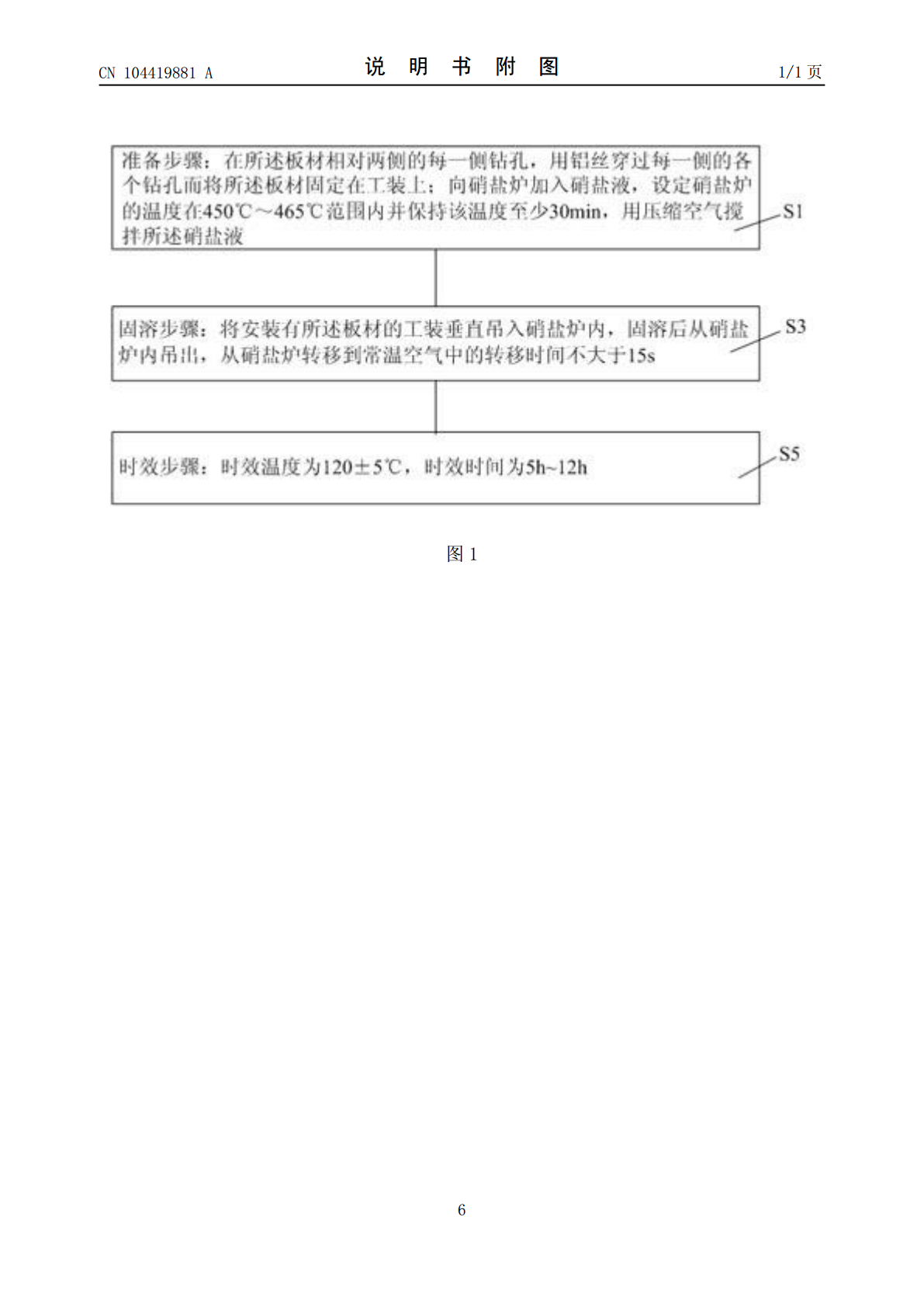
本发明公开一种铝锂合金5A90大型板材固溶时效热处理方法。该方法包括准备步骤、固溶步骤和时效步骤。准备步骤:在所述板材相对两侧的每一侧钻孔,用铝丝穿过每一侧的各个钻孔而将所述板材固定于工装。加入硝盐液,设定硝盐炉的温度在450℃~465℃范围内并保持该温度至少30min,用压缩空气搅拌硝盐液;固溶步骤:将安装有板材的工装垂直吊入硝盐炉内,固溶后从硝盐炉内吊出,从硝盐炉转移到常温空气中的转移时间不大于15s;时效步骤:对吊出硝盐炉的板材淬火后1h内校平,然后进行时效,时效温度为120±5℃,时效时间为5h~
钛合金板材固溶矫直方法.pdf
本发明公开的是钛合金制备技术领域的一种钛合金板材固溶矫直方法,包括设置下基板来承载钛合金板材,设置上基板来均匀压机的压力,然后对板材进行切边和重叠装配,再放入退火炉中进行固溶热处理,最后利用压力机进行矫直等工艺步骤,该发明的关键点是控制钛合金板材固溶时效退火的温度、时间以及压力机作用力,使钛合金板材在冷却过程中受到一个垂直向下的压力,让板材在冷却过程中达到在线矫直的作用。该工艺设备投入少,利用常规的加热炉、退火炉及压力机就可实板材的固溶压矫,总体成本较低,流程简便,应用范围广泛,在大部分工厂均可实现该工艺

铝锂合金的时效研究.docx
铝锂合金的时效研究铝锂合金的时效研究摘要:铝锂合金具有优异的力学性能和高比强度,被广泛应用于航空航天、汽车、船舶等领域。然而,随着使用时间的增加,铝锂合金会出现时效现象,对其力学性能产生负面影响。因此,研究铝锂合金的时效行为和机制对于解决这个问题具有重要意义。本文综述了铝锂合金的时效研究进展,并对时效机制进行了分析和讨论。关键词:铝锂合金、时效、力学性能引言:铝锂合金是一种重要的结构材料,具有低密度、高比强度和良好的耐腐蚀性能。它已经广泛应用于航空航天、汽车、船舶等领域。然而,随着使用时间的增加,铝锂合金
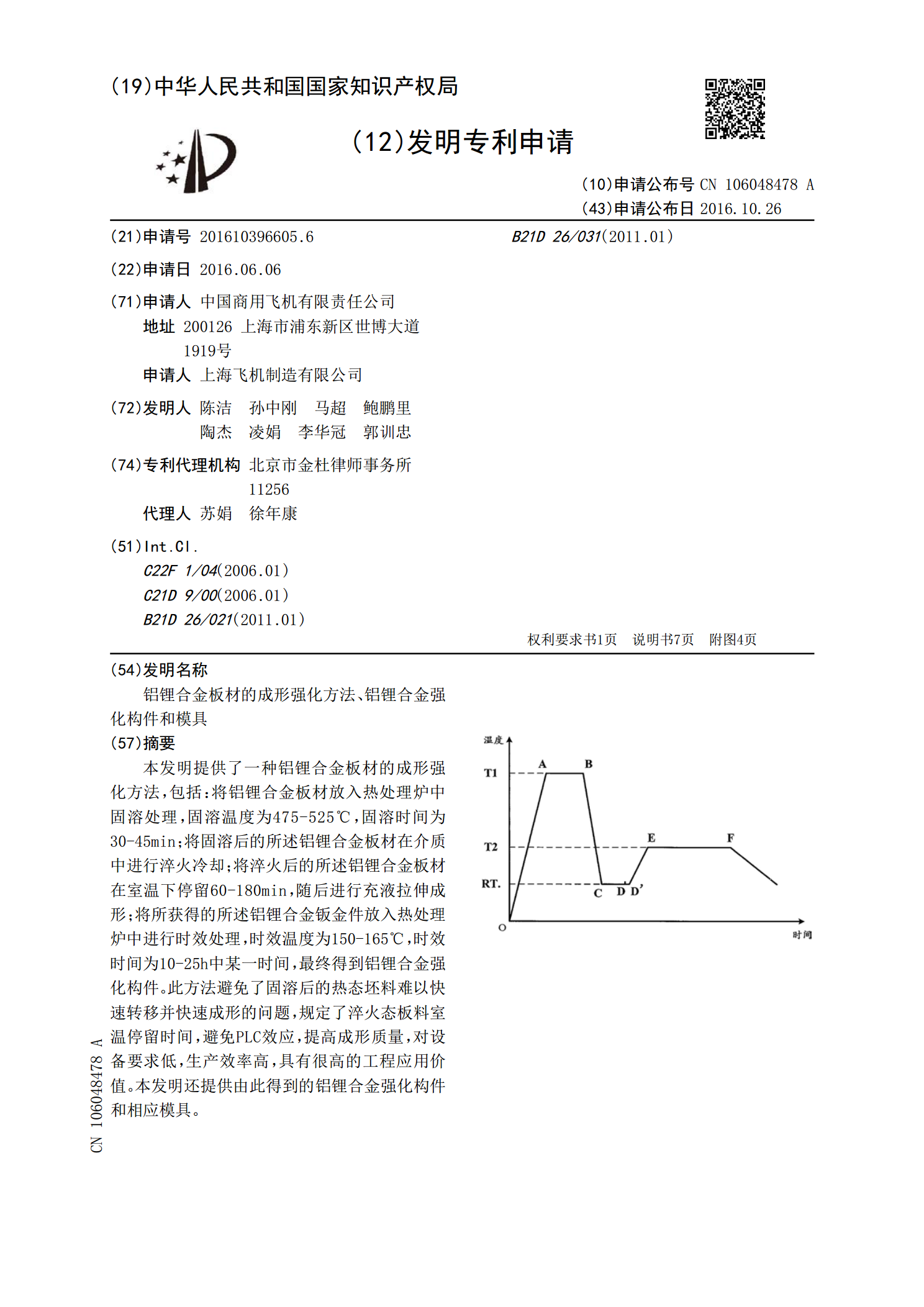
铝锂合金板材的成形强化方法、铝锂合金强化构件和模具.pdf
本发明提供了一种铝锂合金板材的成形强化方法,包括:将铝锂合金板材放入热处理炉中固溶处理,固溶温度为475‑525℃,固溶时间为30‑45min;将固溶后的所述铝锂合金板材在介质中进行淬火冷却;将淬火后的所述铝锂合金板材在室温下停留60‑180min,随后进行充液拉伸成形;将所获得的所述铝锂合金钣金件放入热处理炉中进行时效处理,时效温度为150‑165℃,时效时间为10‑25h中某一时间,最终得到铝锂合金强化构件。此方法避免了固溶后的热态坯料难以快速转移并快速成形的问题,规定了淬火态板料室温停留时间,避免P
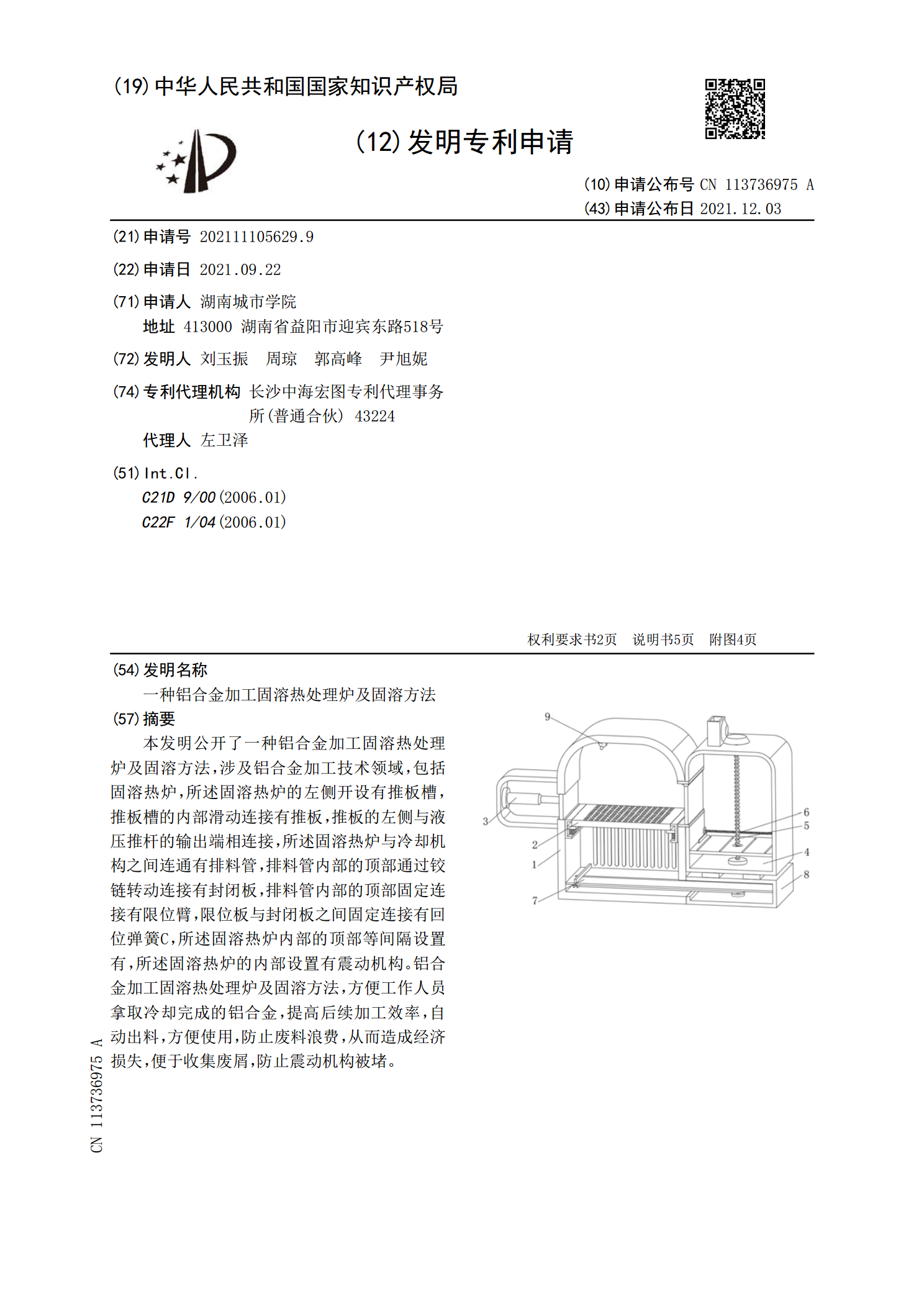
一种铝合金加工固溶热处理炉及固溶方法.pdf
本发明公开了一种铝合金加工固溶热处理炉及固溶方法,涉及铝合金加工技术领域,包括固溶热炉,所述固溶热炉的左侧开设有推板槽,推板槽的内部滑动连接有推板,推板的左侧与液压推杆的输出端相连接,所述固溶热炉与冷却机构之间连通有排料管,排料管内部的顶部通过铰链转动连接有封闭板,排料管内部的顶部固定连接有限位臂,限位板与封闭板之间固定连接有回位弹簧C,所述固溶热炉内部的顶部等间隔设置有,所述固溶热炉的内部设置有震动机构。铝合金加工固溶热处理炉及固溶方法,方便工作人员拿取冷却完成的铝合金,提高后续加工效率,自动出料,方便