
钛合金板材固溶矫直方法.pdf

秋花****姐姐

1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钛合金板材固溶矫直方法.pdf
本发明公开的是钛合金制备技术领域的一种钛合金板材固溶矫直方法,包括设置下基板来承载钛合金板材,设置上基板来均匀压机的压力,然后对板材进行切边和重叠装配,再放入退火炉中进行固溶热处理,最后利用压力机进行矫直等工艺步骤,该发明的关键点是控制钛合金板材固溶时效退火的温度、时间以及压力机作用力,使钛合金板材在冷却过程中受到一个垂直向下的压力,让板材在冷却过程中达到在线矫直的作用。该工艺设备投入少,利用常规的加热炉、退火炉及压力机就可实板材的固溶压矫,总体成本较低,流程简便,应用范围广泛,在大部分工厂均可实现该工艺
金属板材的矫直方法.pdf
本发明提供了一种金属板材的矫直方法,属于加工技术领域。它解决了现有技术存在着加工质量不高的问题。本金属板材的矫直方法包括以下步骤:A、备料:在金属原料上切割下设定长度和宽度的长方形坯料;B、预热:将上述坯料在300—520℃的温度下预热1—3小时;C、挤压:将预热后的坯料放入现有的金属板材矫直装置中进行挤压,挤压时间为2—5分钟;D、保温:将挤压后的坯料置入保温炉内保护,保温炉内温度为200—260℃,保温时间为1—2小时;E、回压;F、自然冷却。本金属板材的矫直方法加工质量高。
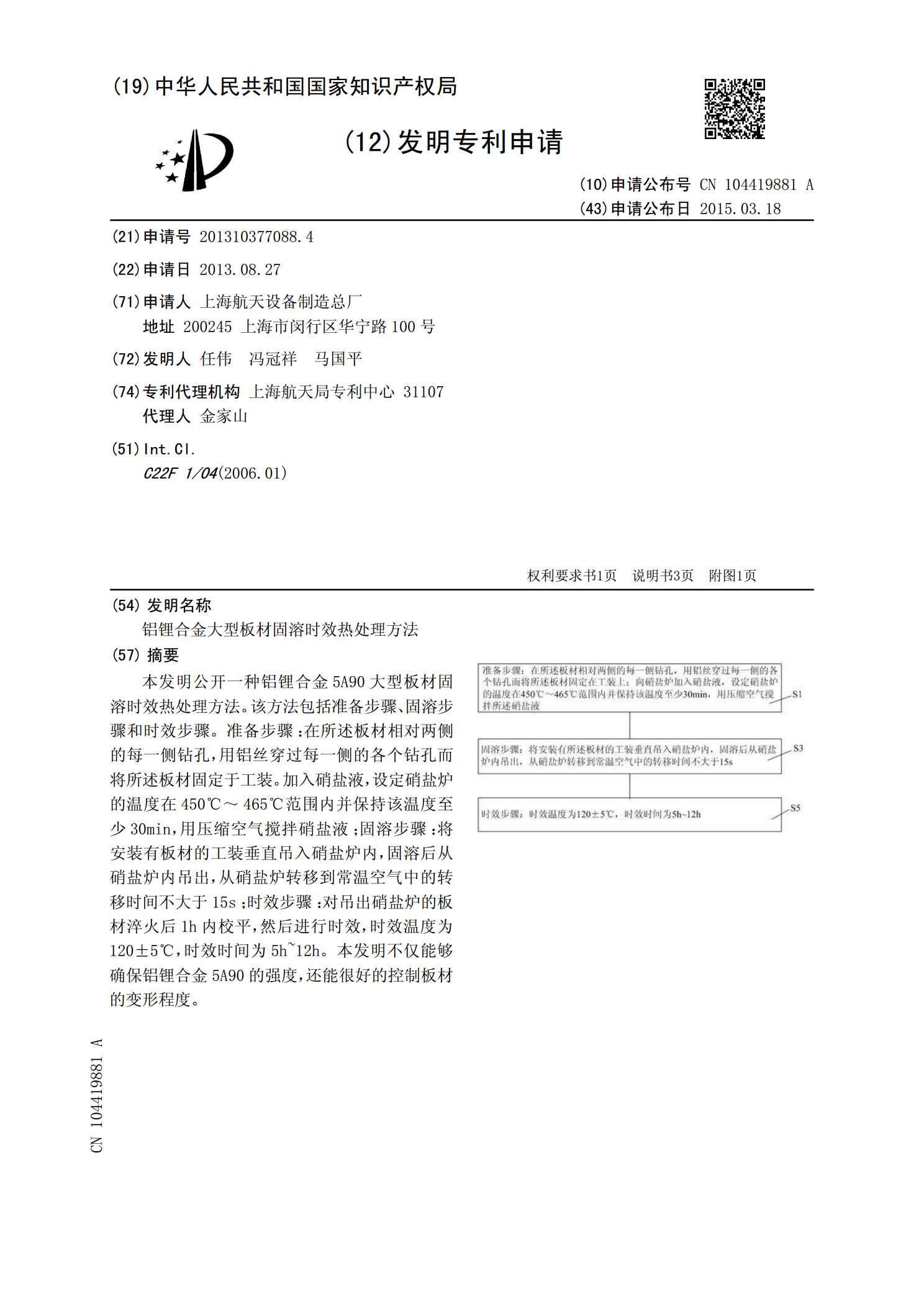
铝锂合金大型板材固溶时效热处理方法.pdf
本发明公开一种铝锂合金5A90大型板材固溶时效热处理方法。该方法包括准备步骤、固溶步骤和时效步骤。准备步骤:在所述板材相对两侧的每一侧钻孔,用铝丝穿过每一侧的各个钻孔而将所述板材固定于工装。加入硝盐液,设定硝盐炉的温度在450℃~465℃范围内并保持该温度至少30min,用压缩空气搅拌硝盐液;固溶步骤:将安装有板材的工装垂直吊入硝盐炉内,固溶后从硝盐炉内吊出,从硝盐炉转移到常温空气中的转移时间不大于15s;时效步骤:对吊出硝盐炉的板材淬火后1h内校平,然后进行时效,时效温度为120±5℃,时效时间为5h~
钛合金固溶加时效新型熔炼工艺.pdf
本发明提供了一种钛合金固溶加时效新型熔炼工艺,在钛中加入Mp、S、Al、B、p、Si、C、O八种能降低制作成本的廉价合金元素,其含量的重量百分数为:Mp:0.1‑5%,S:≤20%,Al:≤8%,B:≤1%,p:0.006‑0.5%,Si:0.05‑5%,C:0.05‑5%,O:≤4%,余量为Ti及其它不可避免的杂质,可以用真空电弧炉熔炼、粉末冶金、喷射成型等常规方法,也可以用原位生成硬化质点复合方法以及表面冶金等方法制作,并通过热处理硬化后达到HRC=48‑54、σb=980‑1420Mpa、δ%=2‑

新型医用β钛合金的设计、制备及其固溶时效行为.docx
新型医用β钛合金的设计、制备及其固溶时效行为摘要:新型医用β钛合金具有良好的生物相容性和机械性能,是一种理想的医用材料。本文主要介绍了新型医用β钛合金的设计及其制备方法,描述了β相在固溶时效过程中的行为以及其对合金性能的影响。结果表明,在合适的固溶时效温度下,合金中的β相能够被完全溶解,并在冷却时重新形成,从而优化了合金的织构、晶粒尺寸和相成分。通过适当的调节固溶时效参数,可以得到钛合金良好的机械性能和生物相容性,适用于医用器械和植入物的应用。关键词:β钛合金,固溶时效,机械性能,生物相容性一、引言随着人