
玻璃板的弯曲成型装置和方法.pdf

mm****酱吖

1/10

2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
玻璃板的弯曲成型装置和方法.pdf
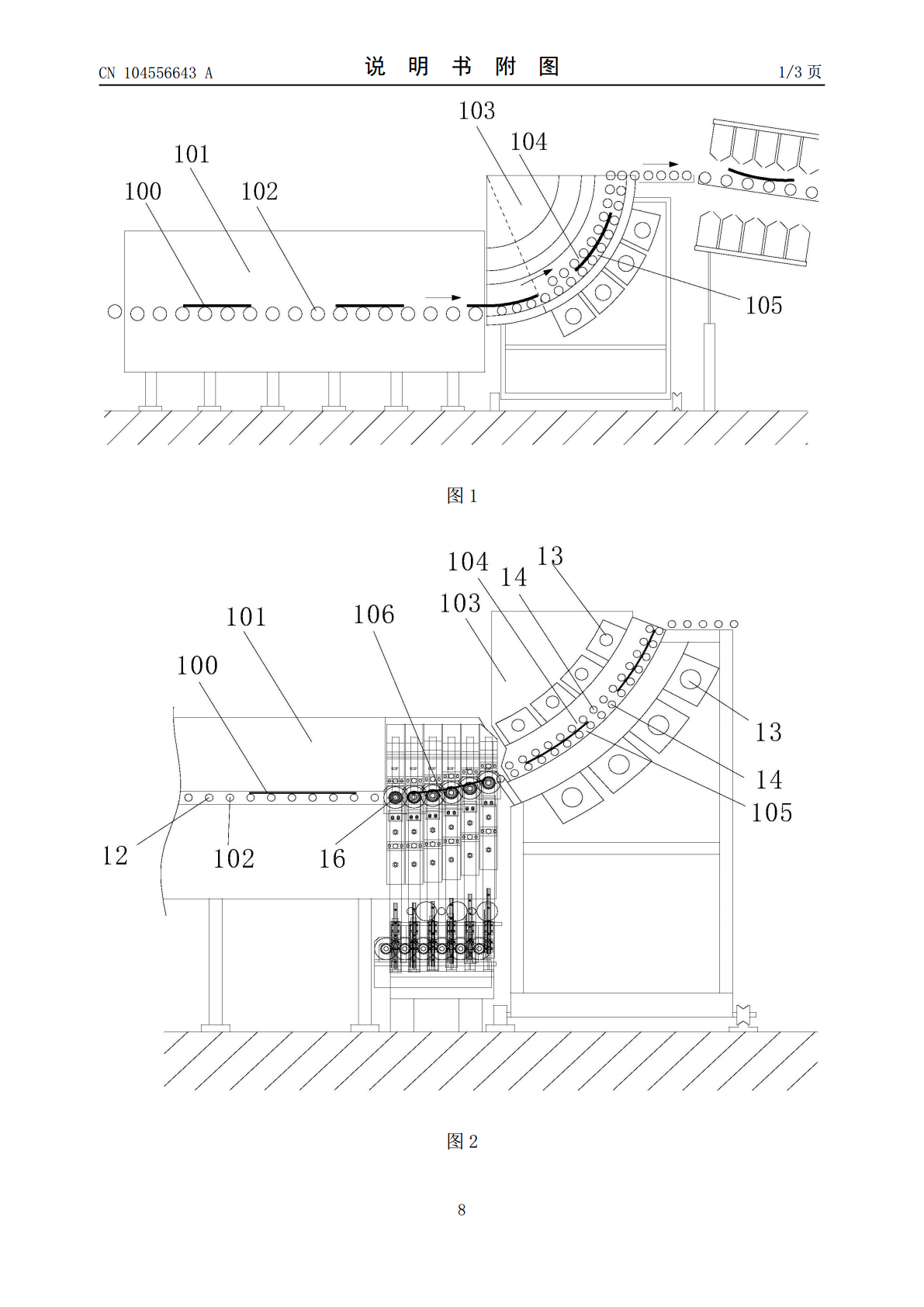
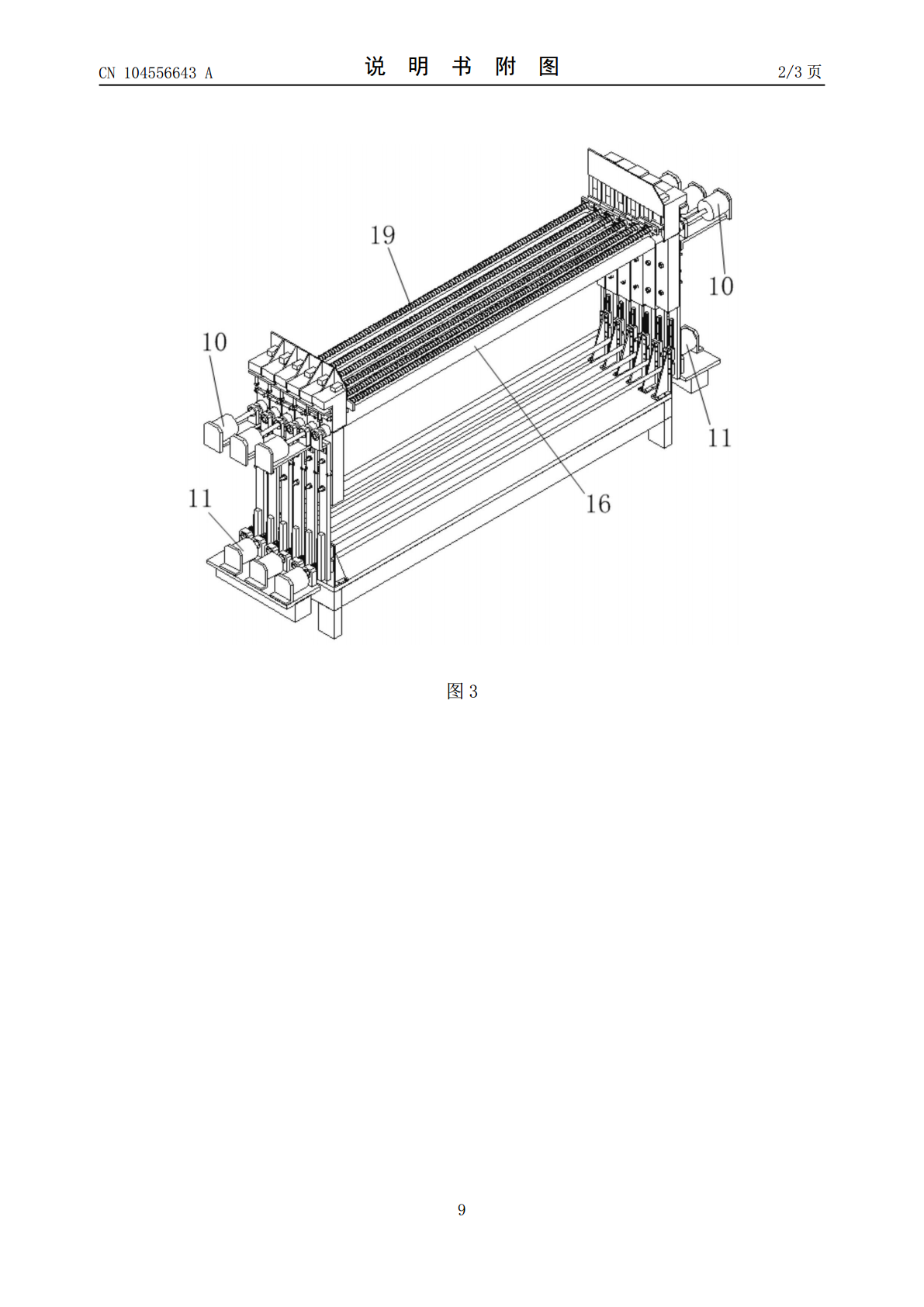
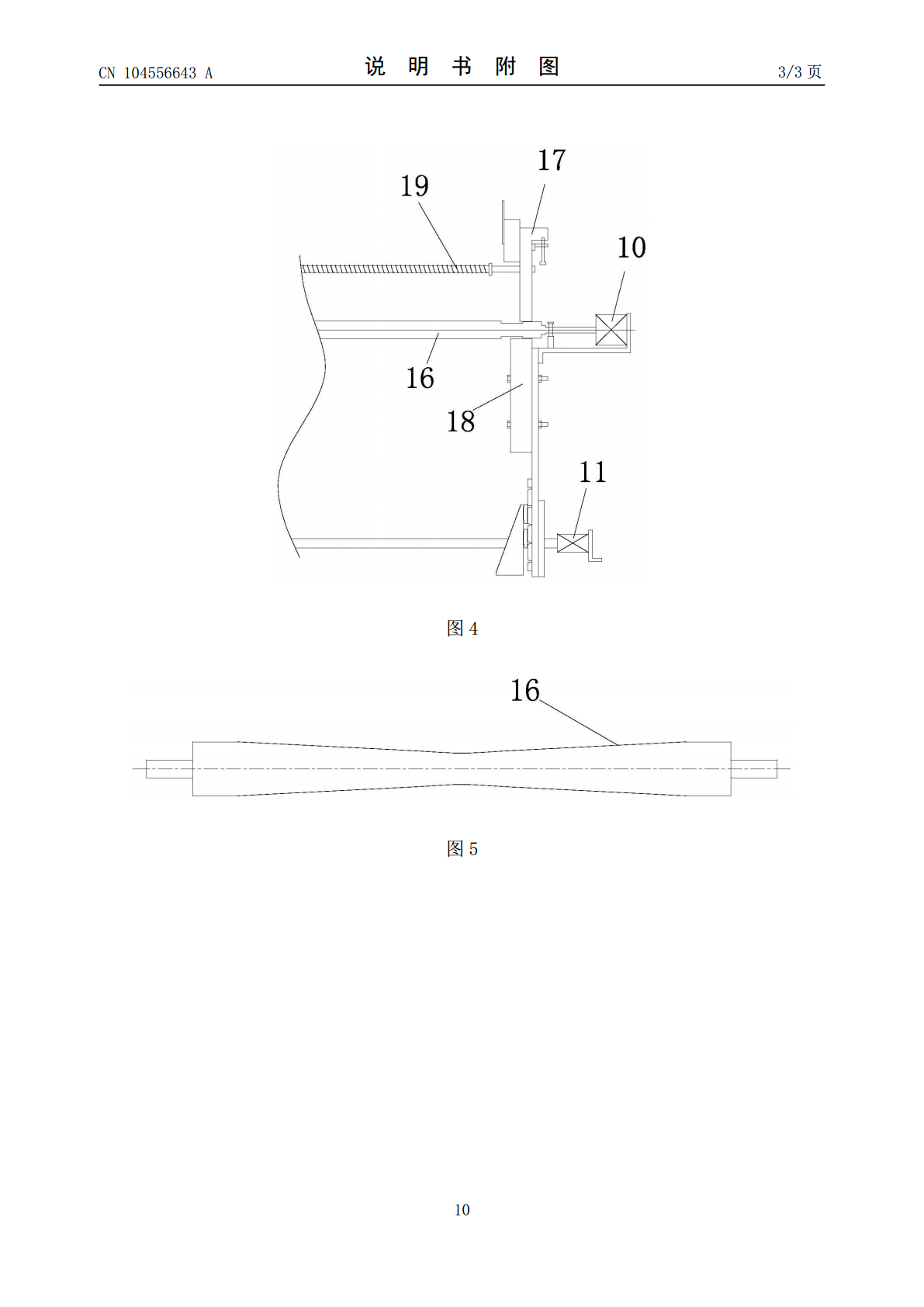
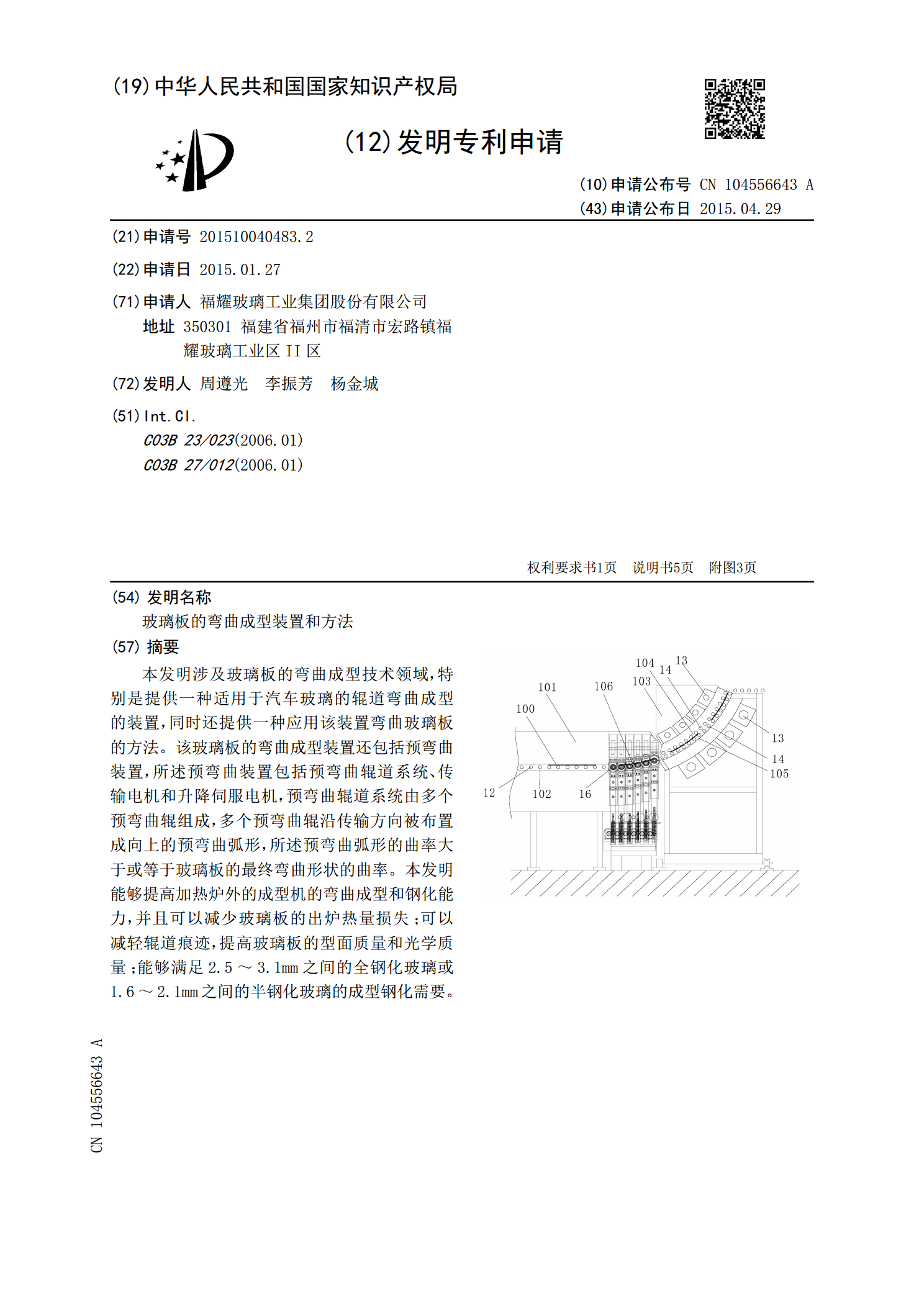
本发明涉及玻璃板的弯曲成型技术领域,特别是提供一种适用于汽车玻璃的辊道弯曲成型的装置,同时还提供一种应用该装置弯曲玻璃板的方法。该玻璃板的弯曲成型装置还包括预弯曲装置,所述预弯曲装置包括预弯曲辊道系统、传输电机和升降伺服电机,预弯曲辊道系统由多个预弯曲辊组成,多个预弯曲辊沿传输方向被布置成向上的预弯曲弧形,所述预弯曲弧形的曲率大于或等于玻璃板的最终弯曲形状的曲率。发明能够提高加热炉外的成型机的弯曲成型和钢化能力,并且可以减少玻璃板的出炉热量损失;可以减轻辊道痕迹,提高玻璃板的型面质量和光学质量;能够满足2
一种盖板玻璃的弯曲成型装置和弯曲成型方法.pdf
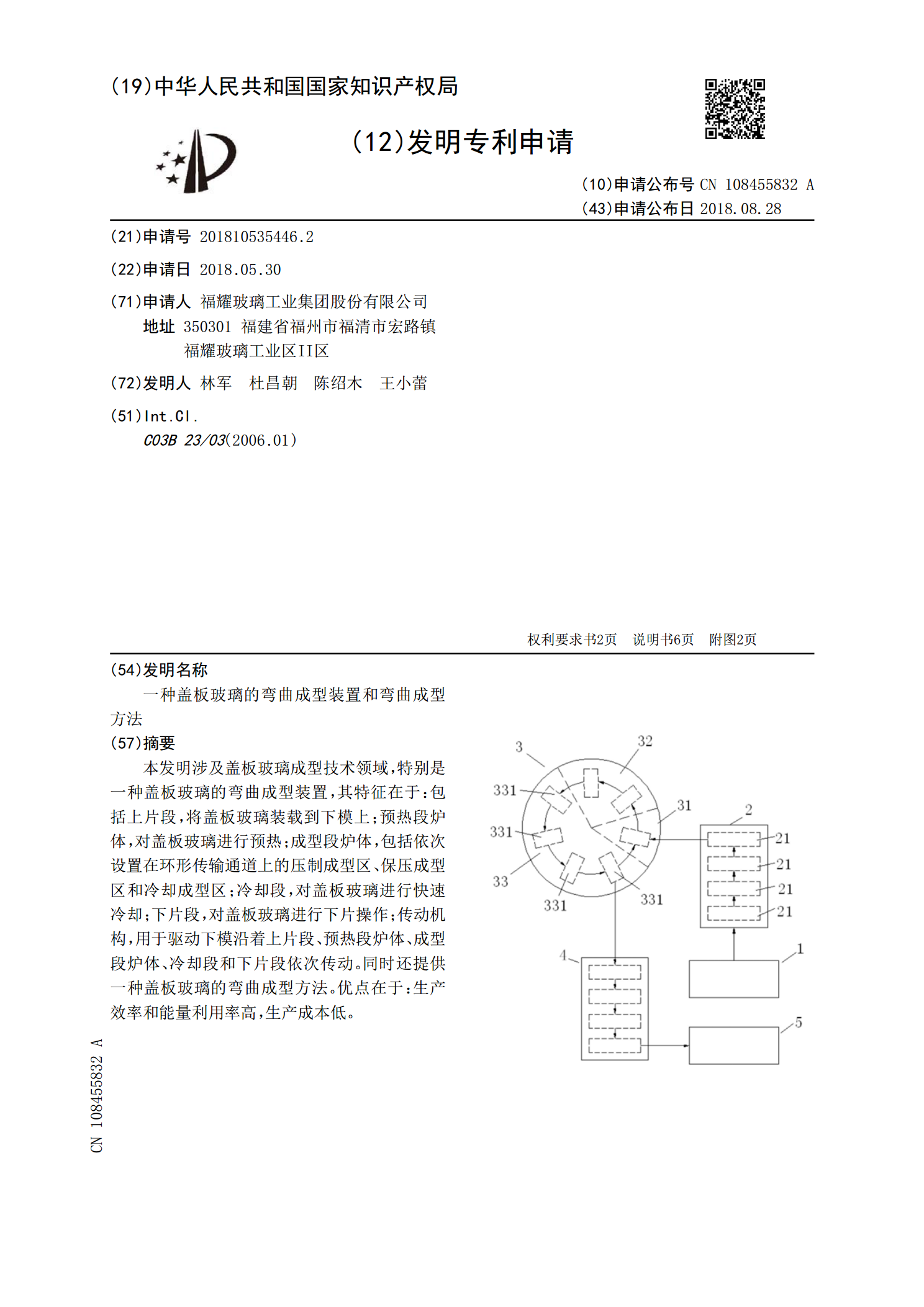
本发明涉及盖板玻璃成型技术领域,特别是一种盖板玻璃的弯曲成型装置,其特征在于:包括上片段,将盖板玻璃装载到下模上;预热段炉体,对盖板玻璃进行预热;成型段炉体,包括依次设置在环形传输通道上的压制成型区、保压成型区和冷却成型区;冷却段,对盖板玻璃进行快速冷却;下片段,对盖板玻璃进行下片操作;传动机构,用于驱动下模沿着上片段、预热段炉体、成型段炉体、冷却段和下片段依次传动。同时还提供一种盖板玻璃的弯曲成型方法。优点在于:生产效率和能量利用率高,生产成本低。
一种盖板玻璃的弯曲成型装置和弯曲成型方法.pdf
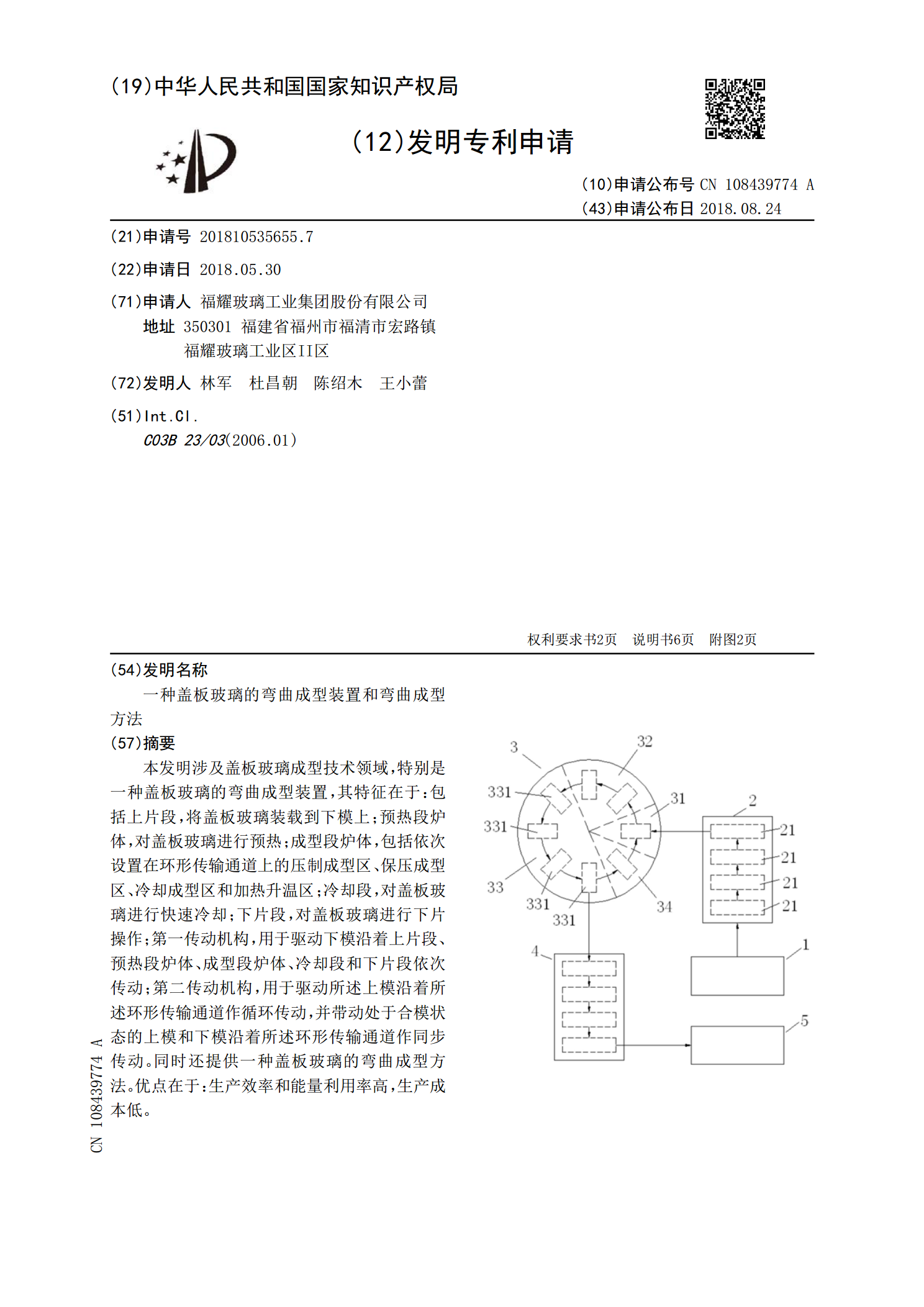
本发明涉及盖板玻璃成型技术领域,特别是一种盖板玻璃的弯曲成型装置,其特征在于:包括上片段,将盖板玻璃装载到下模上;预热段炉体,对盖板玻璃进行预热;成型段炉体,包括依次设置在环形传输通道上的压制成型区、保压成型区、冷却成型区和加热升温区;冷却段,对盖板玻璃进行快速冷却;下片段,对盖板玻璃进行下片操作;第一传动机构,用于驱动下模沿着上片段、预热段炉体、成型段炉体、冷却段和下片段依次传动;第二传动机构,用于驱动所述上模沿着所述环形传输通道作循环传动,并带动处于合模状态的上模和下模沿着所述环形传输通道作同步传动。
支承辊、玻璃板的成型装置及玻璃板的成型方法.pdf
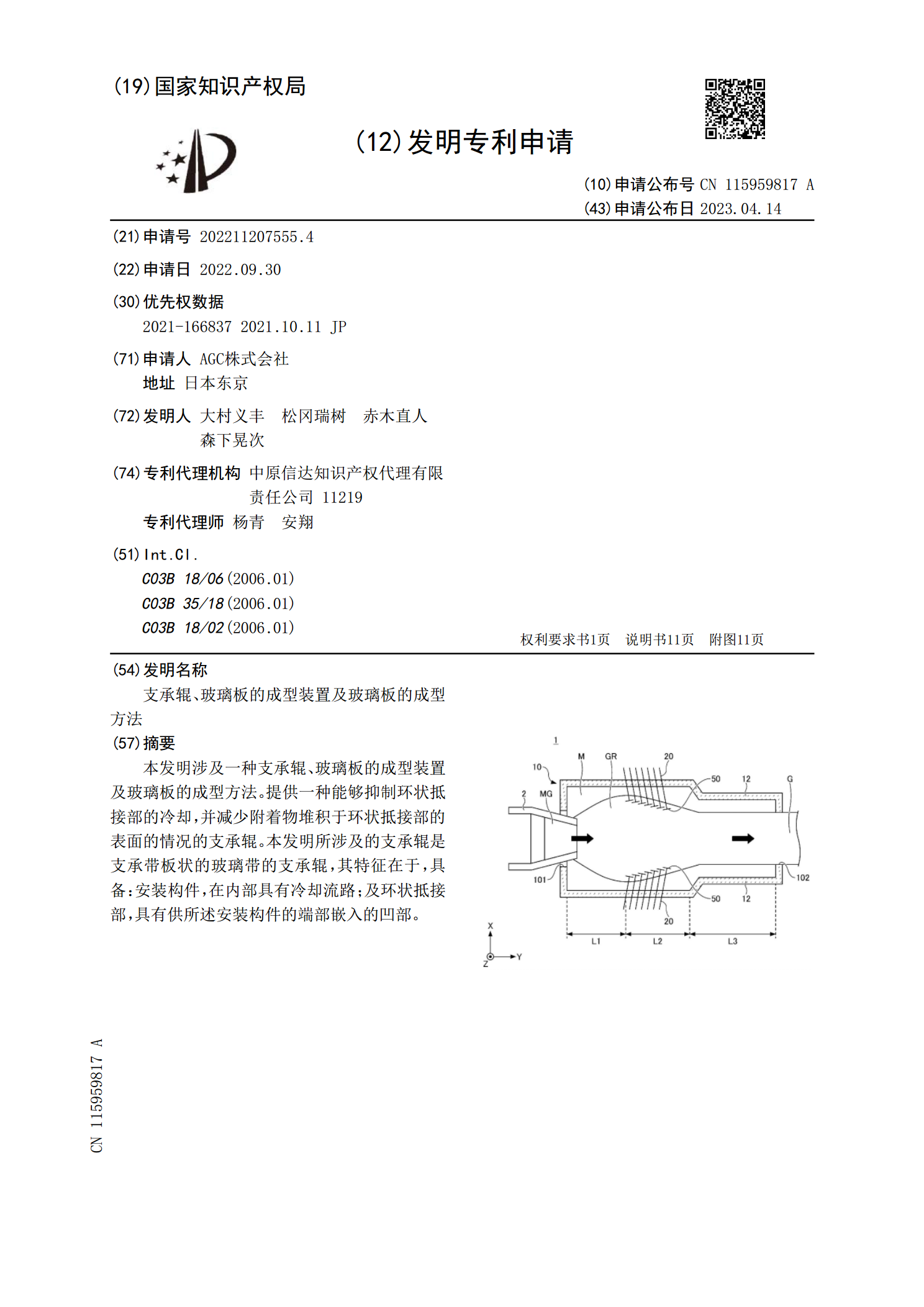
本发明涉及一种支承辊、玻璃板的成型装置及玻璃板的成型方法。提供一种能够抑制环状抵接部的冷却,并减少附着物堆积于环状抵接部的表面的情况的支承辊。本发明所涉及的支承辊是支承带板状的玻璃带的支承辊,其特征在于,具备:安装构件,在内部具有冷却流路;及环状抵接部,具有供所述安装构件的端部嵌入的凹部。
一种弯曲玻璃板的方法和装置.pdf
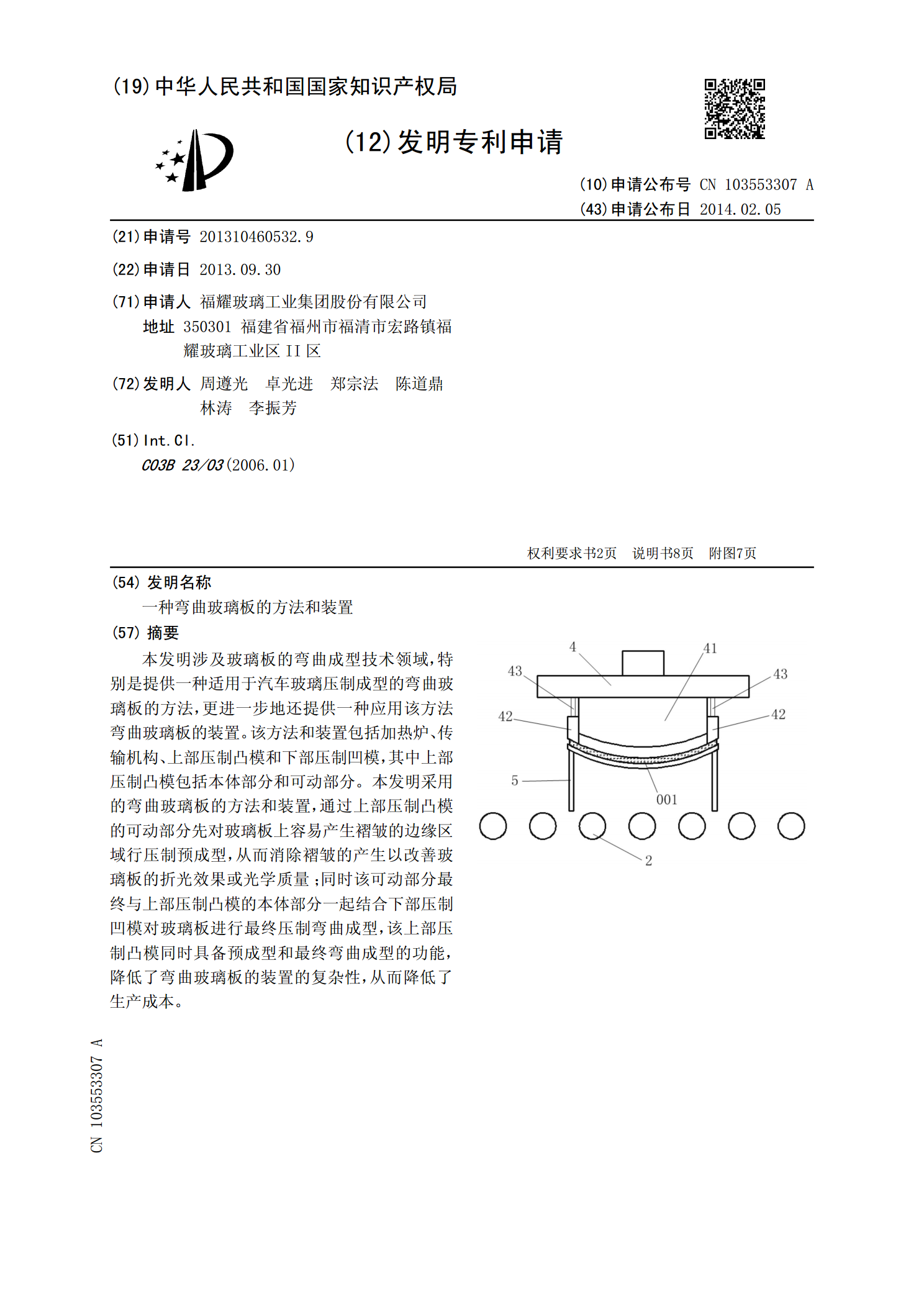
本发明涉及玻璃板的弯曲成型技术领域,特别是提供一种适用于汽车玻璃压制成型的弯曲玻璃板的方法,更进一步地还提供一种应用该方法弯曲玻璃板的装置。该方法和装置包括加热炉、传输机构、上部压制凸模和下部压制凹模,其中上部压制凸模包括本体部分和可动部分。本发明采用的弯曲玻璃板的方法和装置,通过上部压制凸模的可动部分先对玻璃板上容易产生褶皱的边缘区域行压制预成型,从而消除褶皱的产生以改善玻璃板的折光效果或光学质量;同时该可动部分最终与上部压制凸模的本体部分一起结合下部压制凹模对玻璃板进行最终压制弯曲成型,该上部压制凸模