
一种盖板玻璃的弯曲成型装置和弯曲成型方法.pdf

代瑶****zy


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种盖板玻璃的弯曲成型装置和弯曲成型方法.pdf
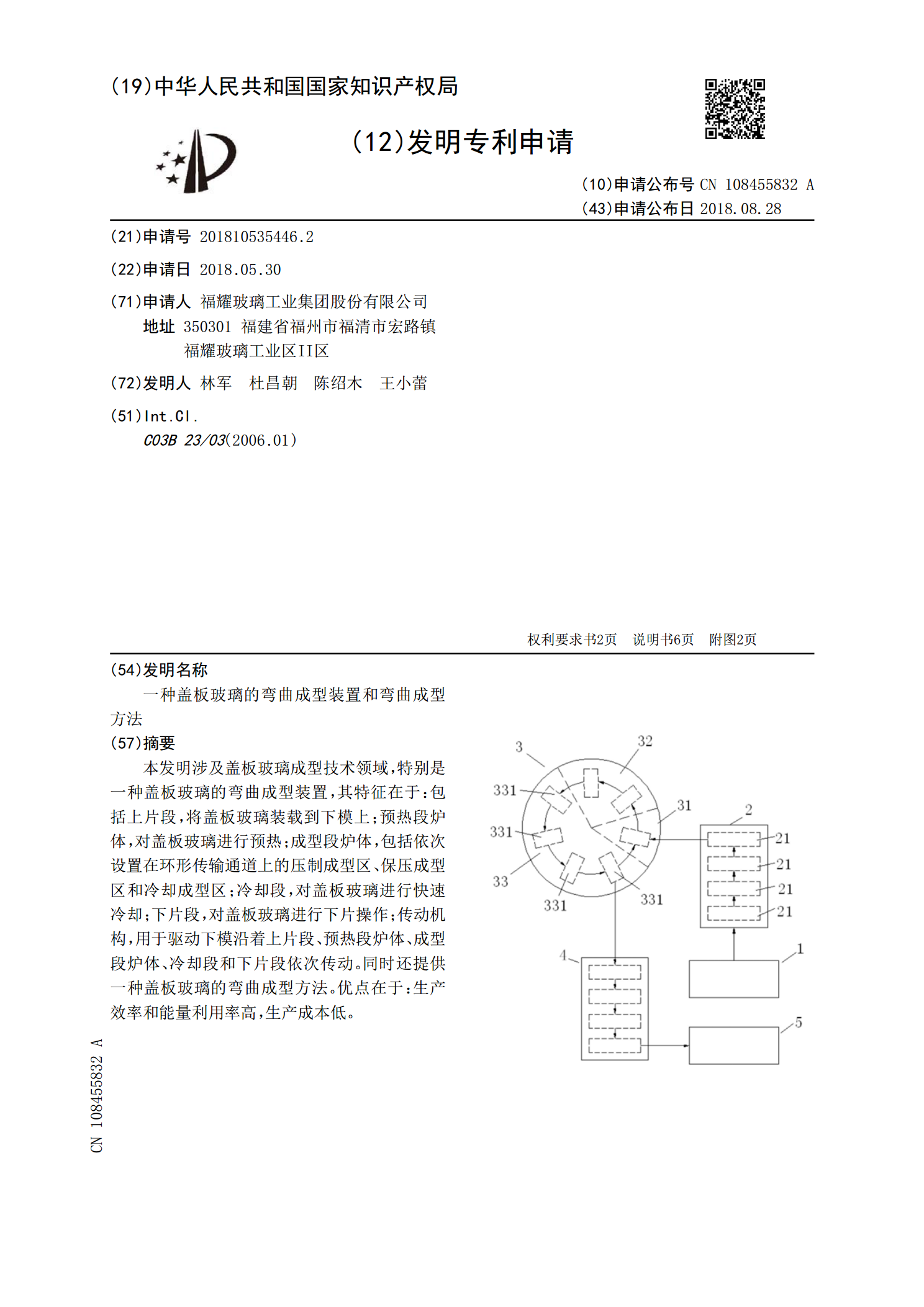
本发明涉及盖板玻璃成型技术领域,特别是一种盖板玻璃的弯曲成型装置,其特征在于:包括上片段,将盖板玻璃装载到下模上;预热段炉体,对盖板玻璃进行预热;成型段炉体,包括依次设置在环形传输通道上的压制成型区、保压成型区和冷却成型区;冷却段,对盖板玻璃进行快速冷却;下片段,对盖板玻璃进行下片操作;传动机构,用于驱动下模沿着上片段、预热段炉体、成型段炉体、冷却段和下片段依次传动。同时还提供一种盖板玻璃的弯曲成型方法。优点在于:生产效率和能量利用率高,生产成本低。
一种盖板玻璃的弯曲成型装置和弯曲成型方法.pdf
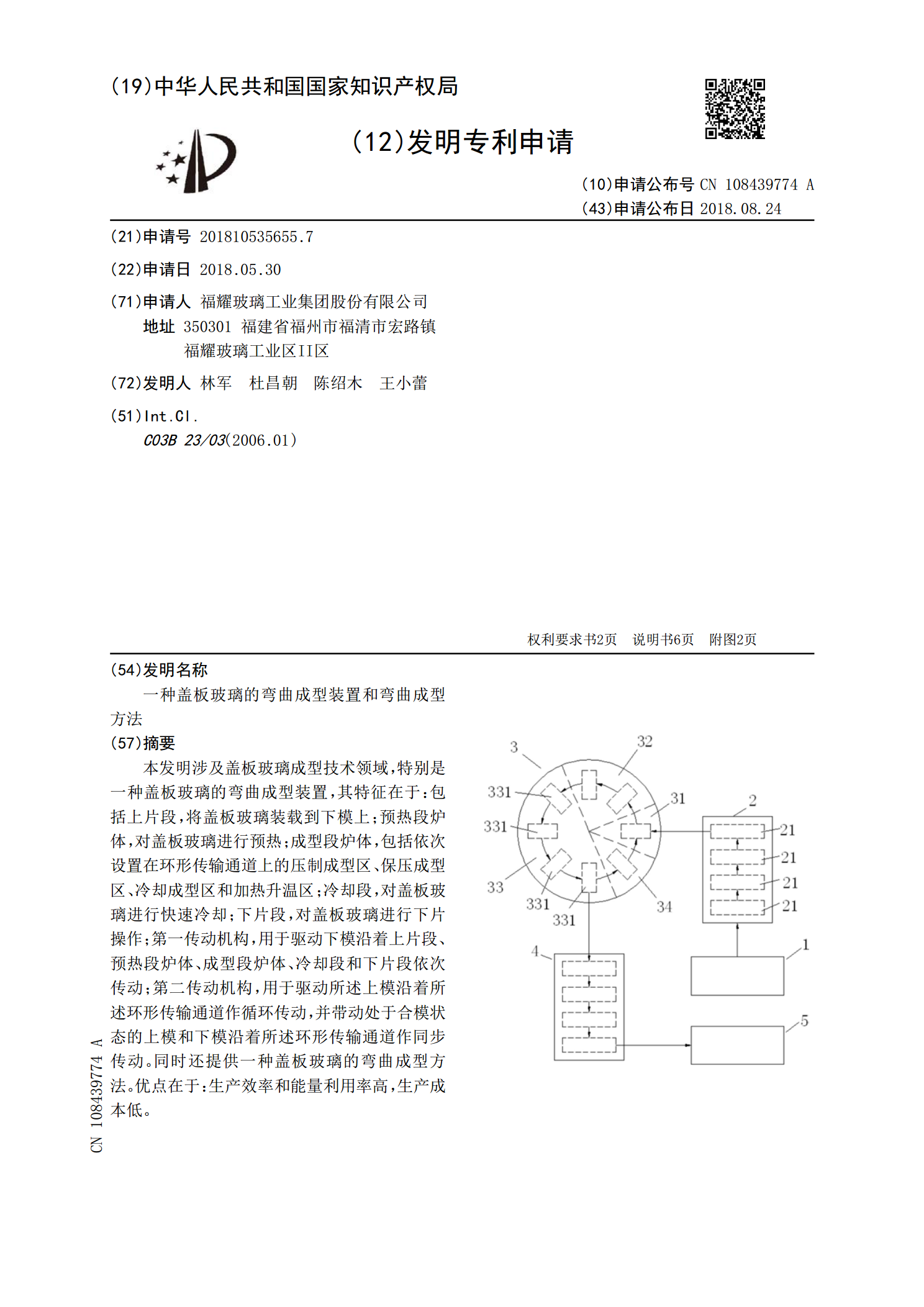
本发明涉及盖板玻璃成型技术领域,特别是一种盖板玻璃的弯曲成型装置,其特征在于:包括上片段,将盖板玻璃装载到下模上;预热段炉体,对盖板玻璃进行预热;成型段炉体,包括依次设置在环形传输通道上的压制成型区、保压成型区、冷却成型区和加热升温区;冷却段,对盖板玻璃进行快速冷却;下片段,对盖板玻璃进行下片操作;第一传动机构,用于驱动下模沿着上片段、预热段炉体、成型段炉体、冷却段和下片段依次传动;第二传动机构,用于驱动所述上模沿着所述环形传输通道作循环传动,并带动处于合模状态的上模和下模沿着所述环形传输通道作同步传动。
玻璃板的弯曲成型装置和方法.pdf
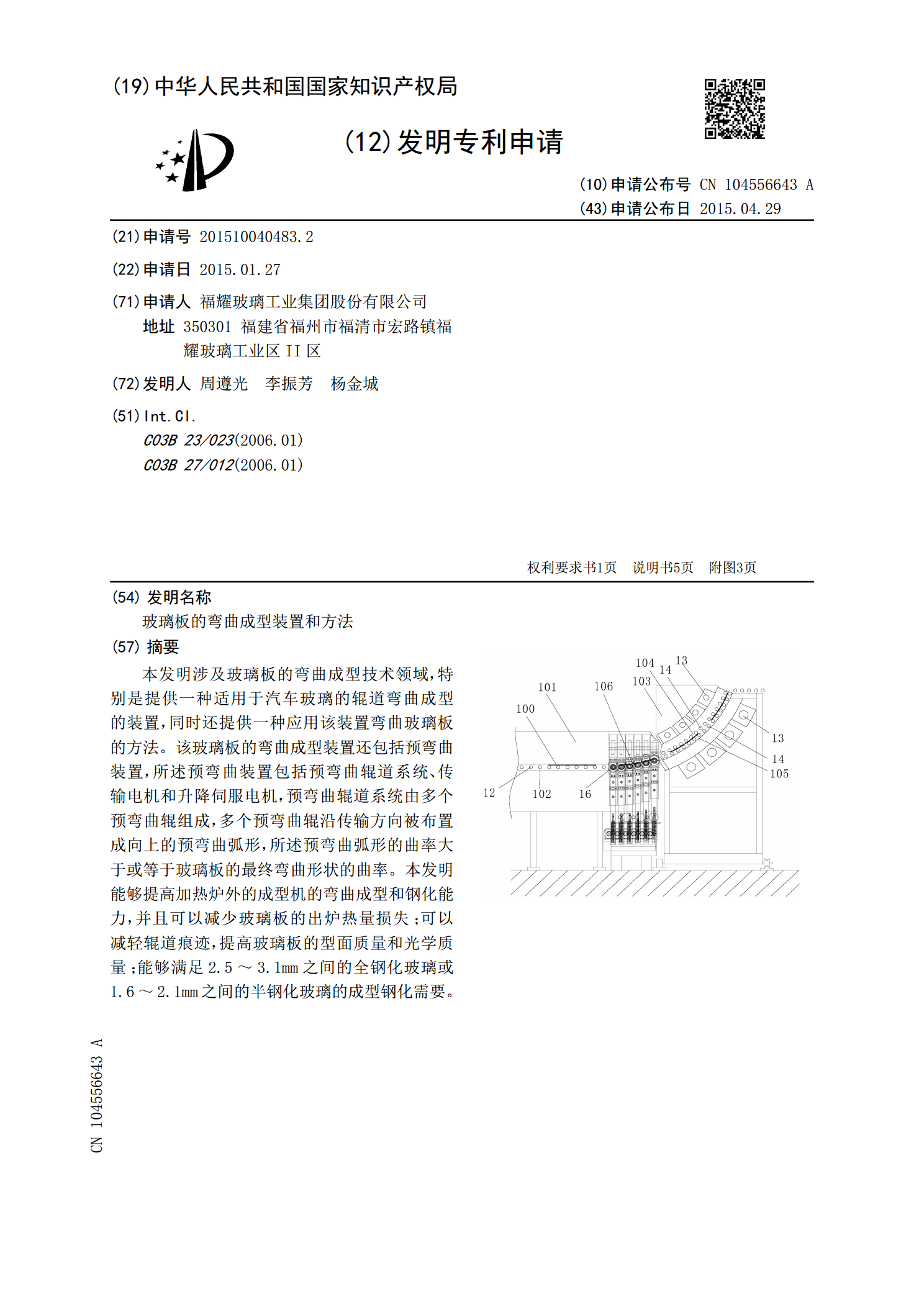
本发明涉及玻璃板的弯曲成型技术领域,特别是提供一种适用于汽车玻璃的辊道弯曲成型的装置,同时还提供一种应用该装置弯曲玻璃板的方法。该玻璃板的弯曲成型装置还包括预弯曲装置,所述预弯曲装置包括预弯曲辊道系统、传输电机和升降伺服电机,预弯曲辊道系统由多个预弯曲辊组成,多个预弯曲辊沿传输方向被布置成向上的预弯曲弧形,所述预弯曲弧形的曲率大于或等于玻璃板的最终弯曲形状的曲率。发明能够提高加热炉外的成型机的弯曲成型和钢化能力,并且可以减少玻璃板的出炉热量损失;可以减轻辊道痕迹,提高玻璃板的型面质量和光学质量;能够满足2
玻璃成型弯曲辊.pdf
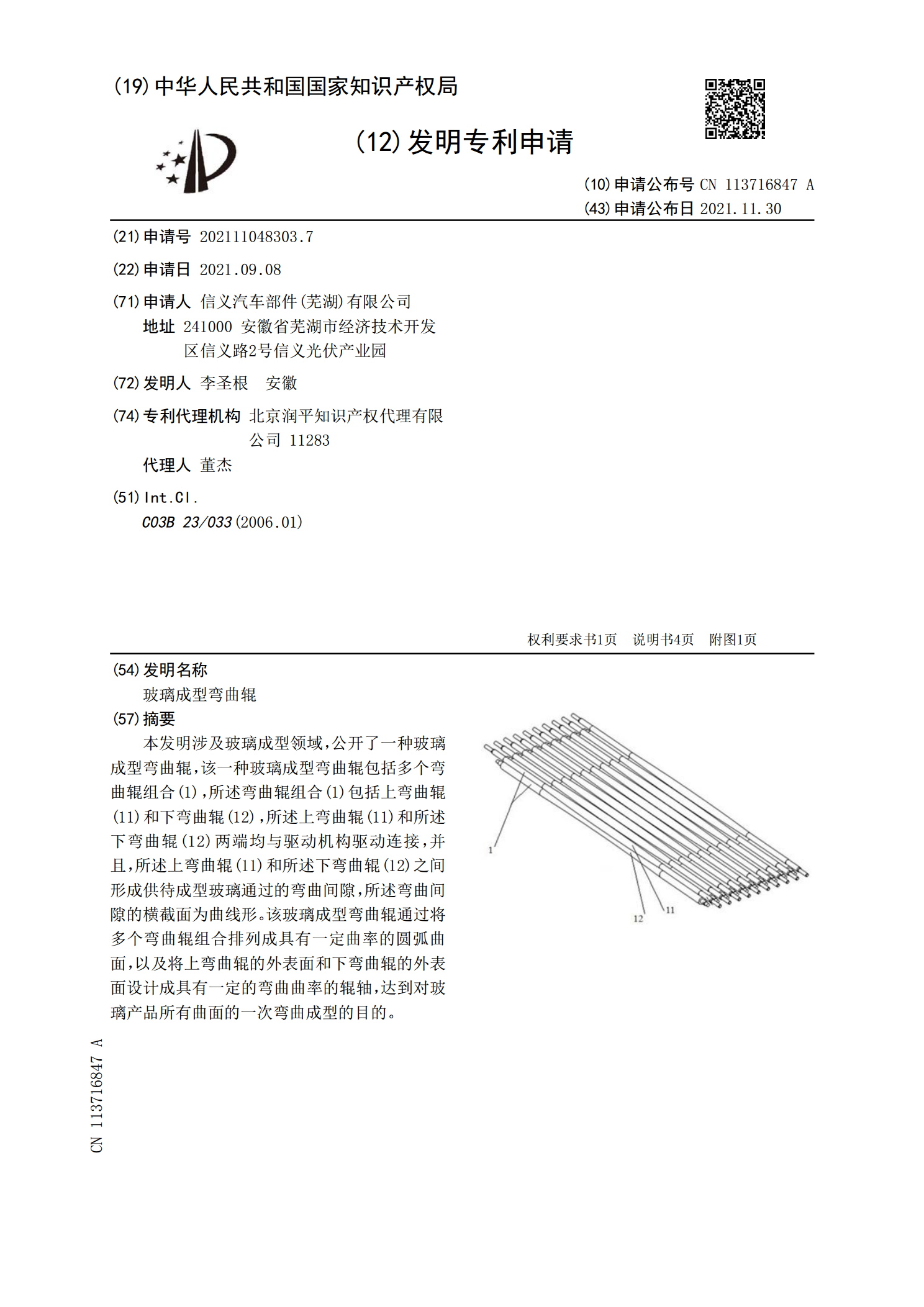
本发明涉及玻璃成型领域,公开了一种玻璃成型弯曲辊,该一种玻璃成型弯曲辊包括多个弯曲辊组合(1),所述弯曲辊组合(1)包括上弯曲辊(11)和下弯曲辊(12),所述上弯曲辊(11)和所述下弯曲辊(12)两端均与驱动机构驱动连接,并且,所述上弯曲辊(11)和所述下弯曲辊(12)之间形成供待成型玻璃通过的弯曲间隙,所述弯曲间隙的横截面为曲线形。该玻璃成型弯曲辊通过将多个弯曲辊组合排列成具有一定曲率的圆弧曲面,以及将上弯曲辊的外表面和下弯曲辊的外表面设计成具有一定的弯曲曲率的辊轴,达到对玻璃产品所有曲面的一次弯曲成
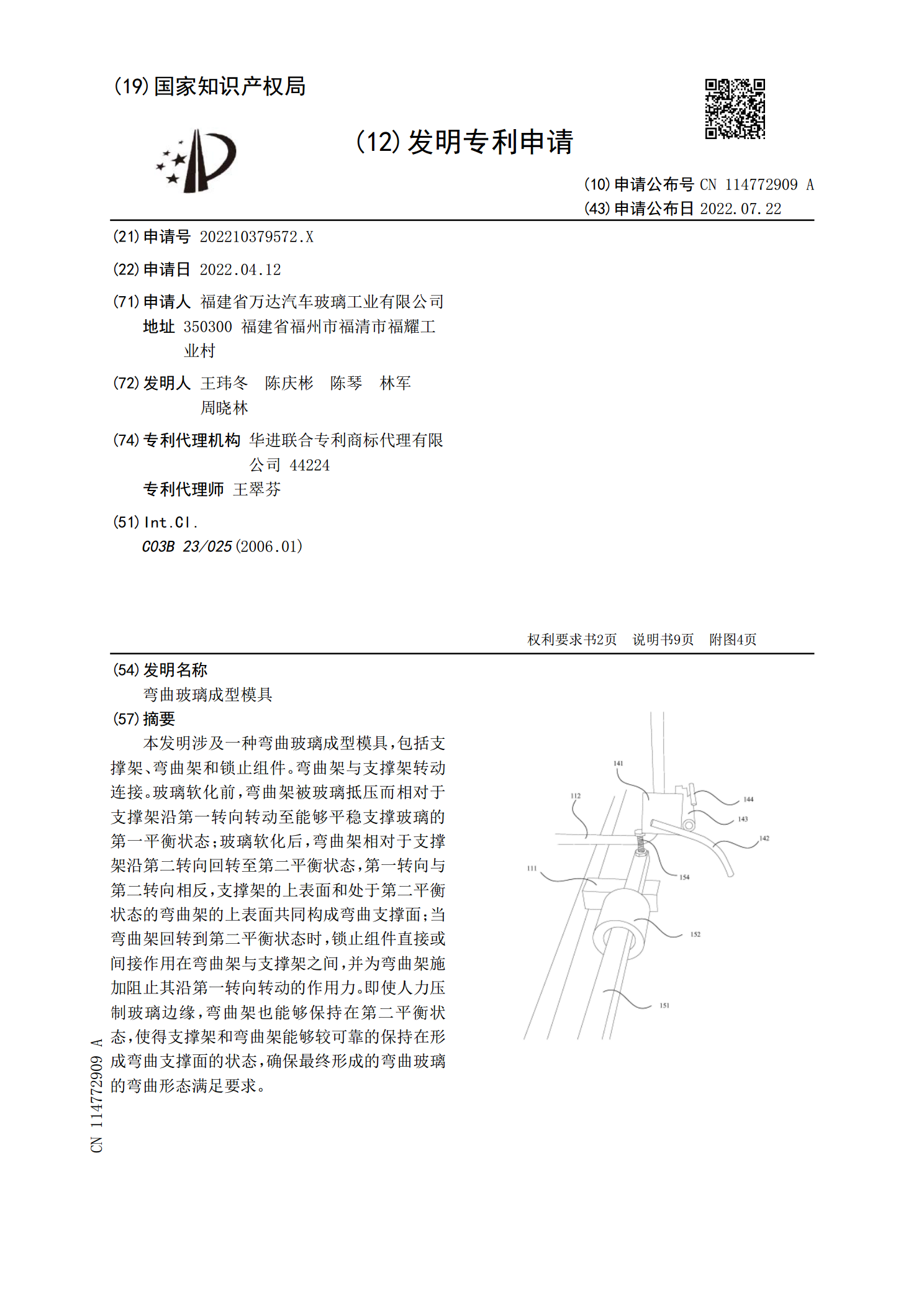
弯曲玻璃成型模具.pdf
本发明涉及一种弯曲玻璃成型模具,包括支撑架、弯曲架和锁止组件。弯曲架与支撑架转动连接。玻璃软化前,弯曲架被玻璃抵压而相对于支撑架沿第一转向转动至能够平稳支撑玻璃的第一平衡状态;玻璃软化后,弯曲架相对于支撑架沿第二转向回转至第二平衡状态,第一转向与第二转向相反,支撑架的上表面和处于第二平衡状态的弯曲架的上表面共同构成弯曲支撑面;当弯曲架回转到第二平衡状态时,锁止组件直接或间接作用在弯曲架与支撑架之间,并为弯曲架施加阻止其沿第一转向转动的作用力。即使人力压制玻璃边缘,弯曲架也能够保持在第二平衡状态,使得支撑架