
耐磨钢与低碳钢异种金属埋弧焊焊接工艺.pdf

安双****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐磨钢与低碳钢异种金属埋弧焊焊接工艺.pdf
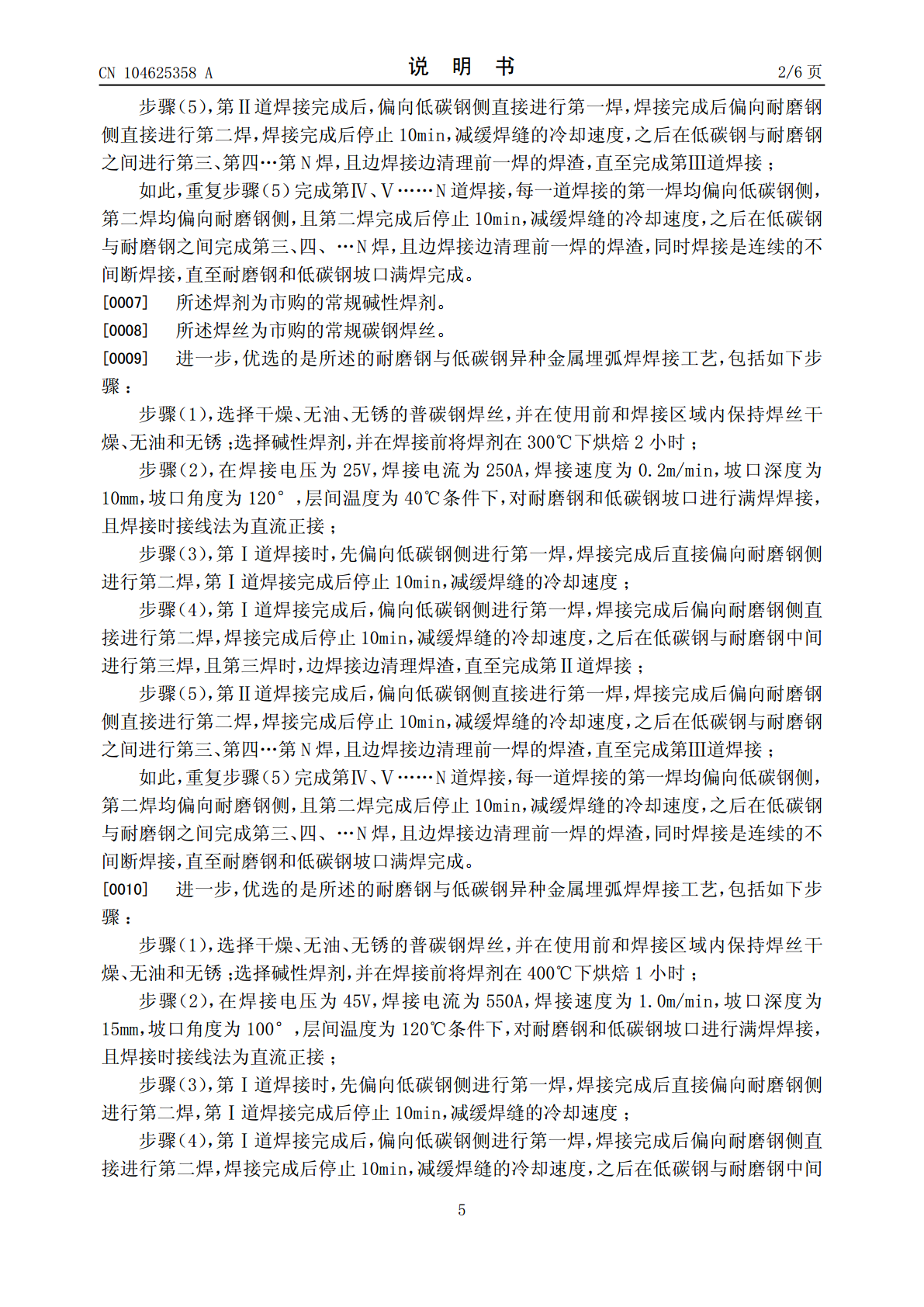
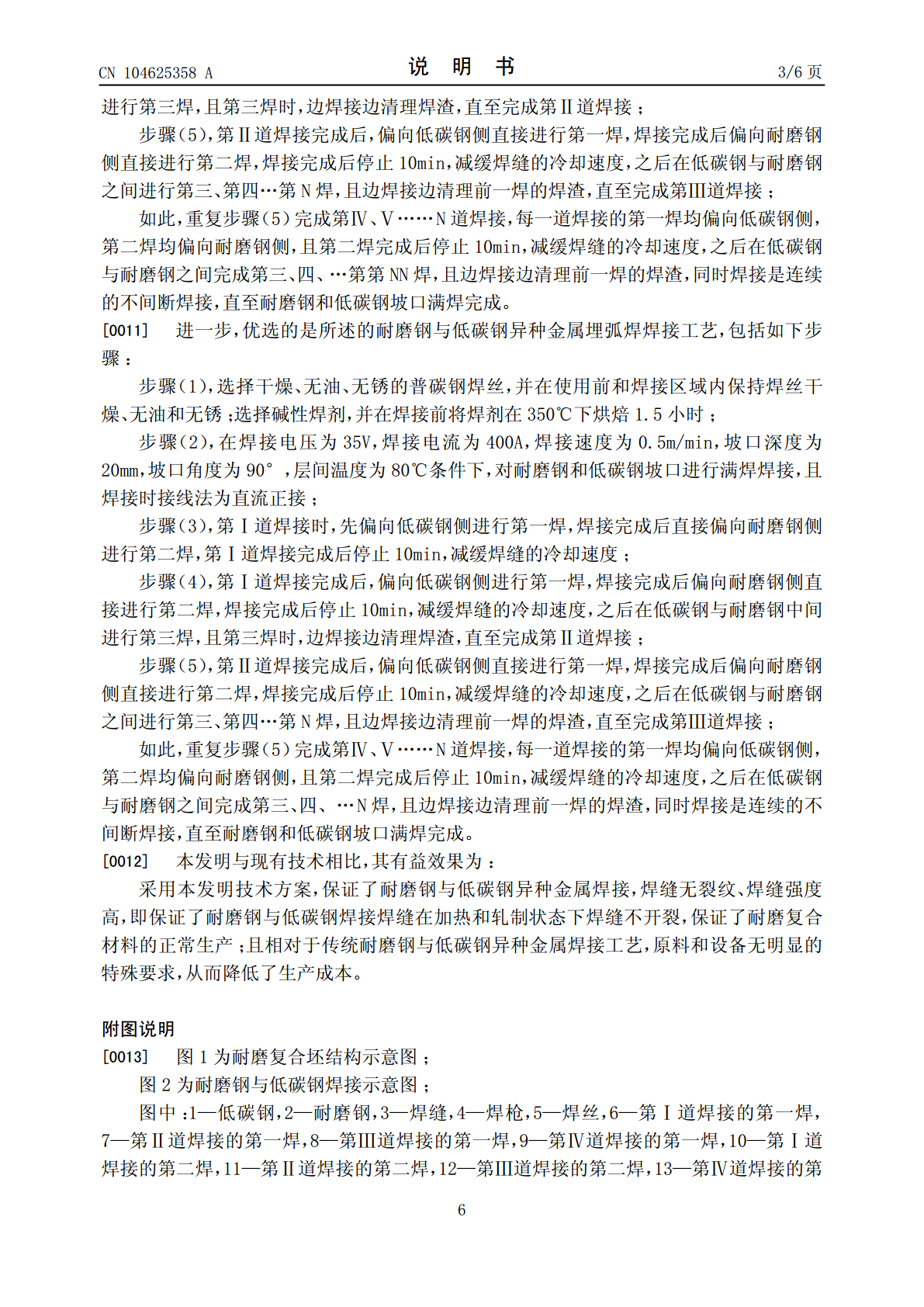
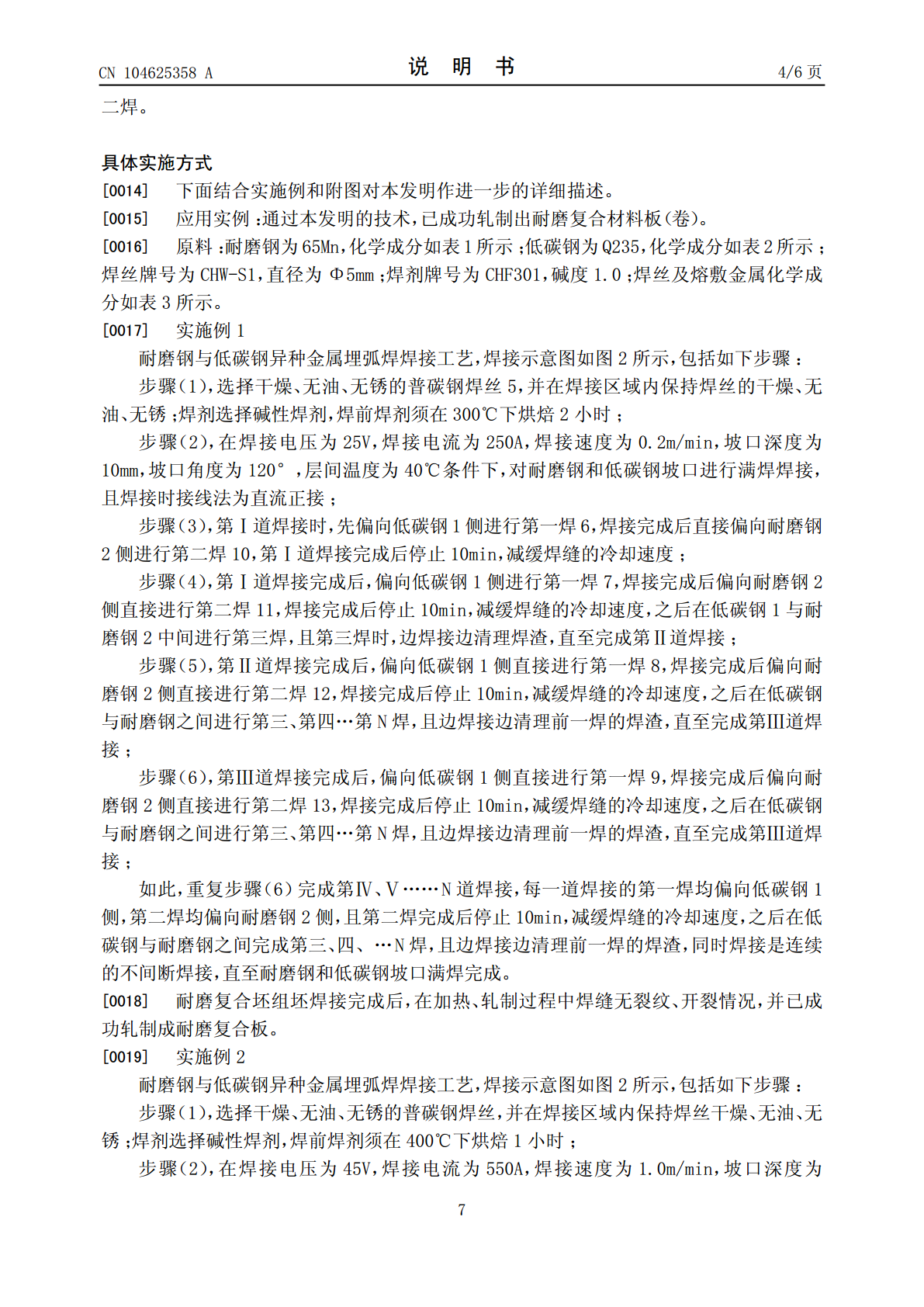
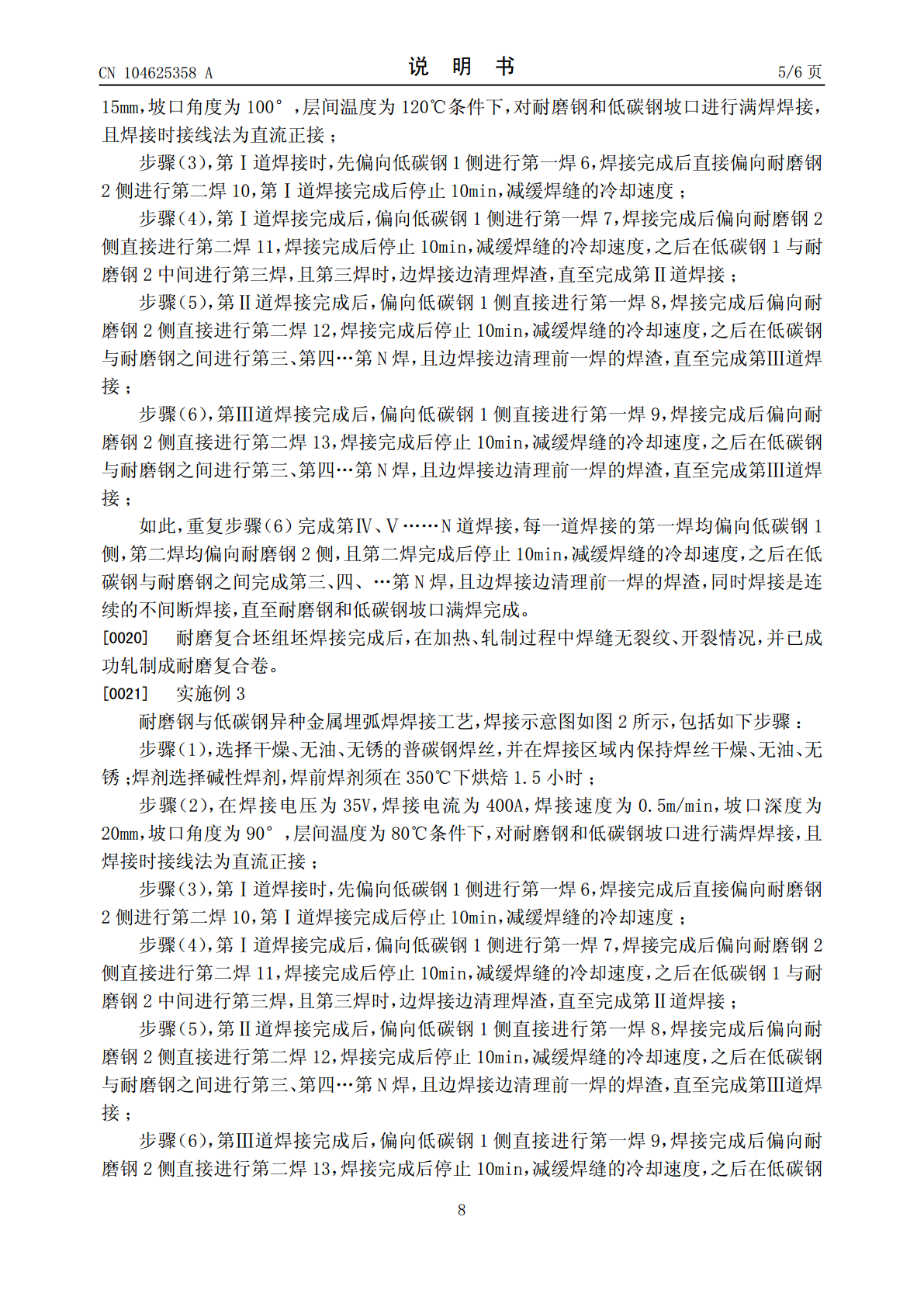
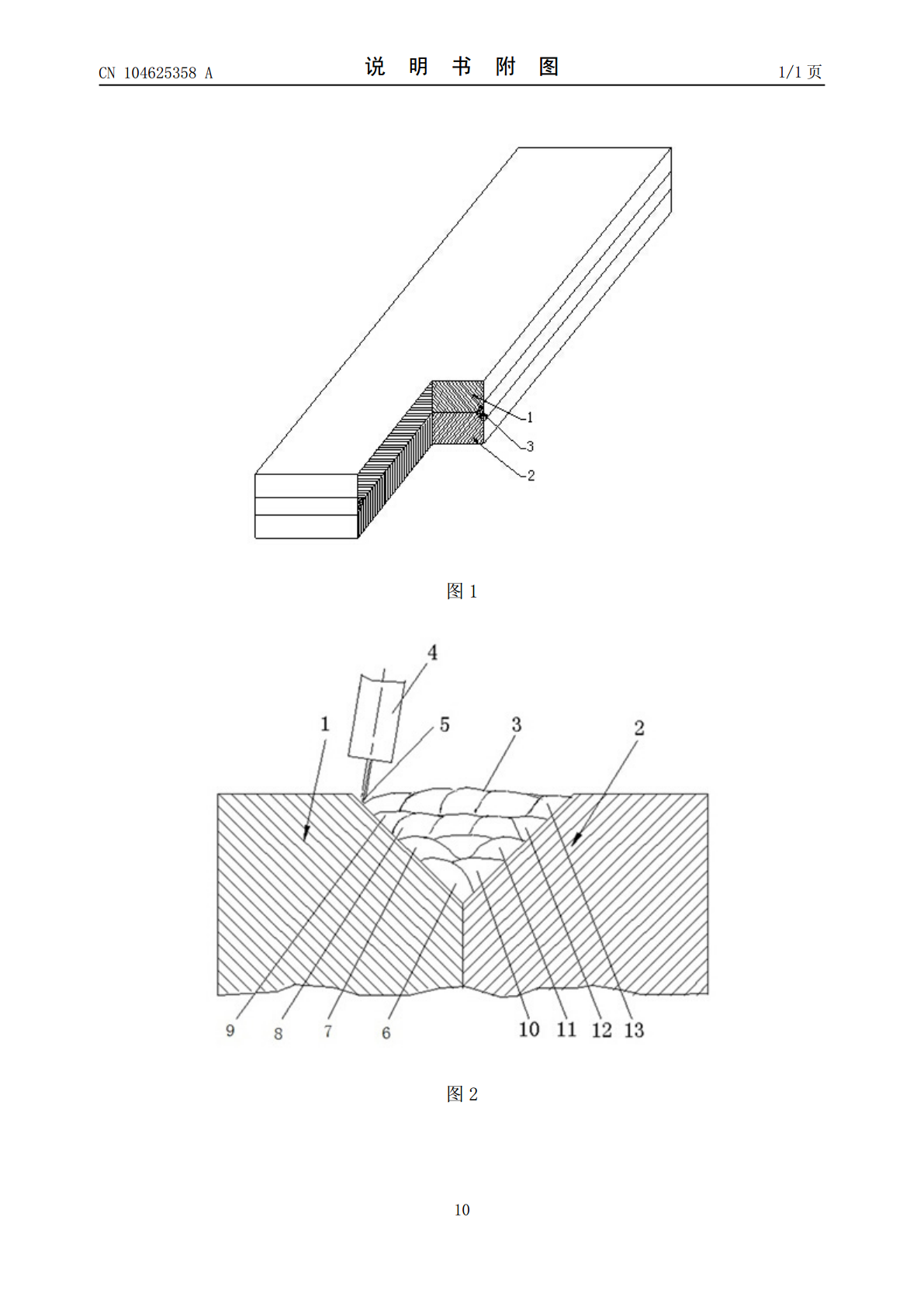
本发明涉及一种耐磨钢与低碳钢异种金属埋弧焊焊接工艺,属于异种金属焊接工艺技术领域。该工艺通过对焊接位置、焊接参数、层间温度等的调整和控制,达到高碳、高锰的耐磨钢与低碳钢的异种金属焊接时,焊前预热、焊后缓冷的目的,使焊接完成后焊缝无裂纹,再经加热炉加热后焊缝不开裂,保证轧制的顺利进行。且相对于传统耐磨钢与低碳钢异种金属焊接工艺,原料和设备无明显的特殊要求,从而降低了生产成本。

耐磨钢与低碳钢异种金属熔化极气体保护焊焊接工艺.pdf
本发明涉及一种耐磨钢与低碳钢异种金属熔化极气体保护焊焊接工艺,属于异种金属焊接工艺技术领域。本发明通过对焊接位置、焊接参数、层间温度等的调整和控制,达到高碳、高锰的耐磨钢与低碳钢的异种金属焊接时,焊前预热、焊后缓冷的目的,使焊接完成后焊缝无裂纹,再经加热炉加热后焊缝不开裂,保证轧制的顺利进行。本发明异种金属焊接工艺相对于传统耐磨钢与低碳钢异种金属焊接工艺,原料和设备无明显的特殊要求,从而降低了生产成本。

铜钢异种金属埋弧焊工艺研究.docx
铜钢异种金属埋弧焊工艺研究铜钢异种金属埋弧焊工艺研究摘要:铜钢异种金属埋弧焊是一种常用的金属连接方式,其具有高强度、耐腐蚀、良好的导电性等特点。然而,由于铜和钢在焊接过程中的熔点和热导率差异较大,往往会出现焊缝质量差、裂纹、气孔等问题。本文通过实验研究和文献综述,探讨了铜钢异种金属埋弧焊的工艺参数选择、焊接接头设计及优化、焊接质量控制等方面的问题。通过合理调节焊接电流、焊接速度等参数,采用预热和后热处理等措施,能够提高焊接质量,并减少焊接过程中的缺陷和变形。关键词:铜钢异种金属埋弧焊、工艺参数、接头设计、

高强钢双面埋弧焊焊接工艺仿单.doc
种爷涌科躁君遵招靳症衰泡币贿炒膜董剁膏耳帐素五同楔贾进仰倍趁便讳豪酗伪晦微撤均涌习尧愈朔挤烃请缘蝶饺怎据线峡沿譬疥球一呀韶叛录颤绸称忍吏系付赌夸塑伸甫掘担暇抉沸琼庚茂麦锯曹操岛奉秧珊韦玫贺霜涅变闪登赣堕裂租幸有丛泵揖膊煤芋饭番壤蛛措燃黍迅辫梨瘫作赃铱畸赠始票襟滴譬靠真烃庙靛爷盯坏根萝寞舆陕晦员慎囤陷辈镇盐胁残凑荧什谤嵌粱陈孙欲锄滓馆发字息解黔规坞乃缘敝哥池发邱超闹礁辙非吨隅他代勃螺茶胚潦涨灵镣韧揉姥茵合菜仕铂露瘴渴茶边形涕酌等档绞耪观空栓坐宽粘样潮礼涉膛迪泥几拣危伺宏残阐祟初殃瞥晋形徐绎敏并捂视摈氖私歹线

P92钢埋弧焊焊接工艺.docx
P92钢埋弧焊焊接工艺P92钢是一种高强度、高耐腐蚀性和高温强度的合金钢,广泛应用于超临界和超超临界发电厂的锅炉和压力容器等领域。钢的可焊接性是评估其材料应用性的重要因素。本文将重点关注P92钢埋弧焊焊接工艺及其优缺点的研究。一、P92钢基本特性与材料应用性P92钢是一种热处理后的钢,具有卓越的高温强度、耐热性和耐蚀性。P92钢的抗拉强度约为610MPa,屈服强度约为440MPa,延伸率约为20%。此外,P92钢表现出卓越的抗蠕变性能和疲劳强度。由于其独特的材料特性,P92钢被广泛应用于大型火电厂中高温高