
一种铆钉触点加工工艺.pdf

听云****君哇

1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铆钉触点加工工艺.pdf
本发明公开了一种铆钉触点加工工艺,按量秤取纯银材料80‑90份,纯铜材料1‑2份,钨材料3‑5份,锂材料0.8‑1.5份,镍铬合金材料3‑5份,稀土材料1.5‑2.5份,将所秤取的材料依次放入球磨机中进行球磨混合,研磨35‑45min后将混合后的合金粉末放入真空熔炼炉内进行烧结,烧结温度保持1500‑1800℃,烧结时间为3‑5h;烧结完成后降温至800‑850℃挤压成型,制成触点预制合金材料;将触点预制合金材料放入注塑压力机内,加热至1200‑1330℃,热压成板材状;热压成型的合金板材放入冷压机内,采
一种铆钉触点加工工艺.pdf
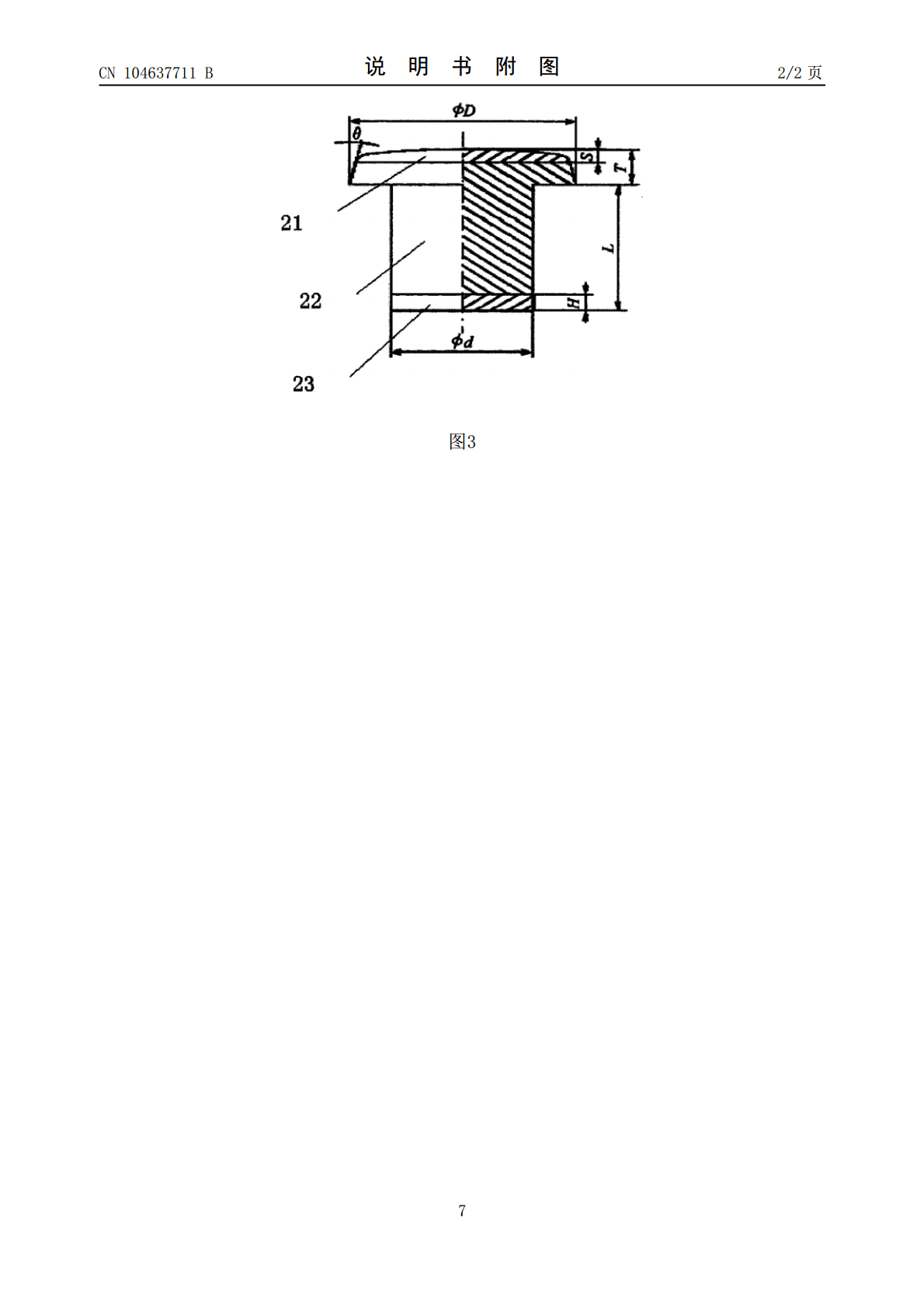
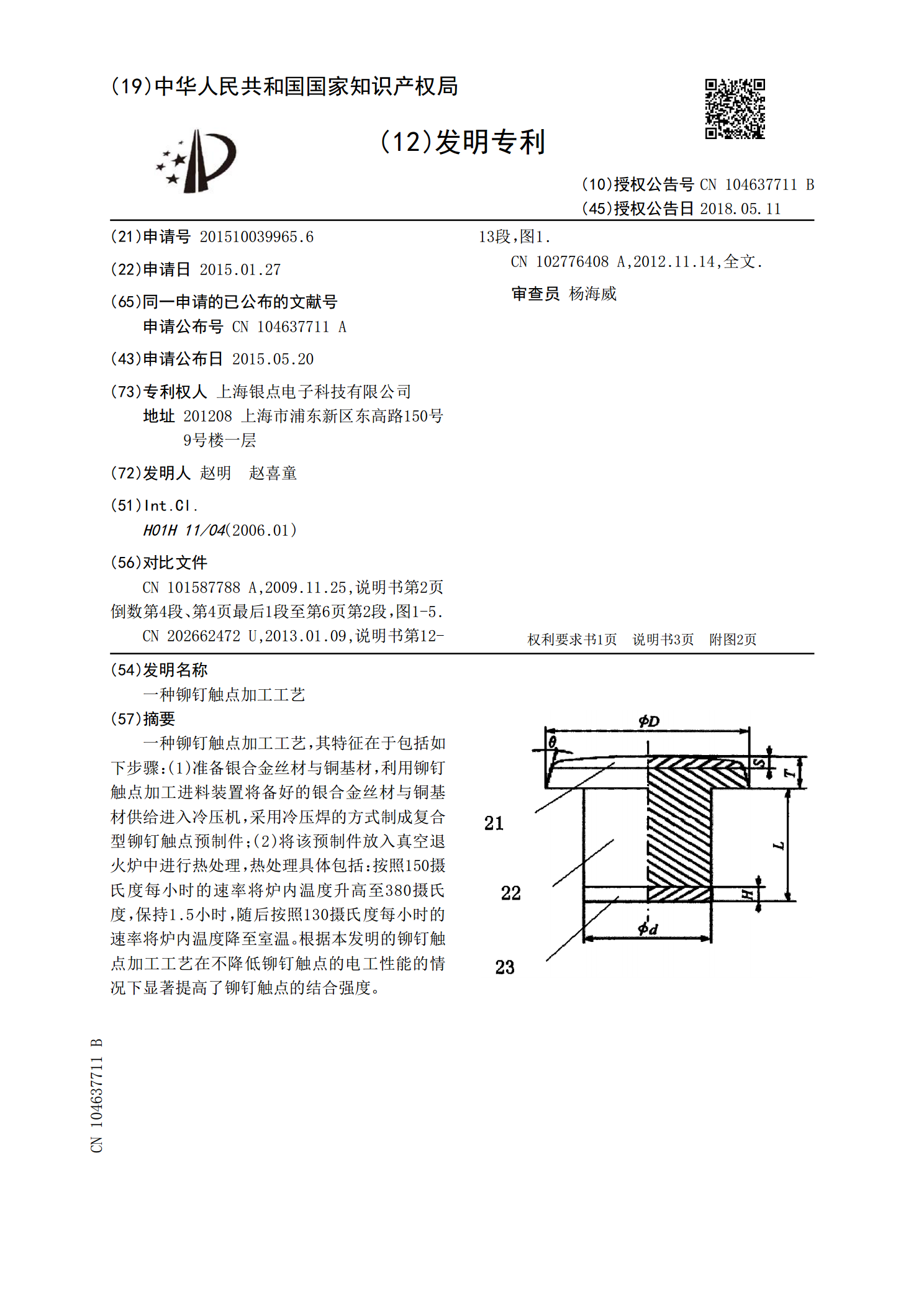
一种铆钉触点加工工艺,其特征在于包括如下步骤:(1)准备银合金丝材与铜基材,利用铆钉触点加工进料装置将备好的银合金丝材与铜基材供给进入冷压机,采用冷压焊的方式制成复合型铆钉触点预制件;(2)将该预制件放入真空退火炉中进行热处理,热处理具体包括:按照150摄氏度每小时的速率将炉内温度升高至380摄氏度,保持1.5小时,随后按照130摄氏度每小时的速率将炉内温度降至室温。根据本发明的铆钉触点加工工艺在不降低铆钉触点的电工性能的情况下显著提高了铆钉触点的结合强度。

一种铆钉触点加工进料装置.pdf
一种铆钉触点加工进料装置,其特征在于包括凸轮、杠杆臂,杠杆、传动杆、轨道、连接底座和固定部件,杠杆下端连接杠杆臂,杠杆的上端借助于螺栓连接于连接底座,连接底座套设于传动杆,固定部件进一步地将连接底座固定住,凸轮作用于杠杆臂从而驱动传动杆。根据本发明的进料装置增加了进料调节的精度和灵活性,传动杆受力平行而减少传动杆与轨道的摩擦力,同时杠杆传动可灵活增加传动杆传递出的压力。本发明也涉及一种铆钉触点加工工艺。
一种触点加工工艺.pdf
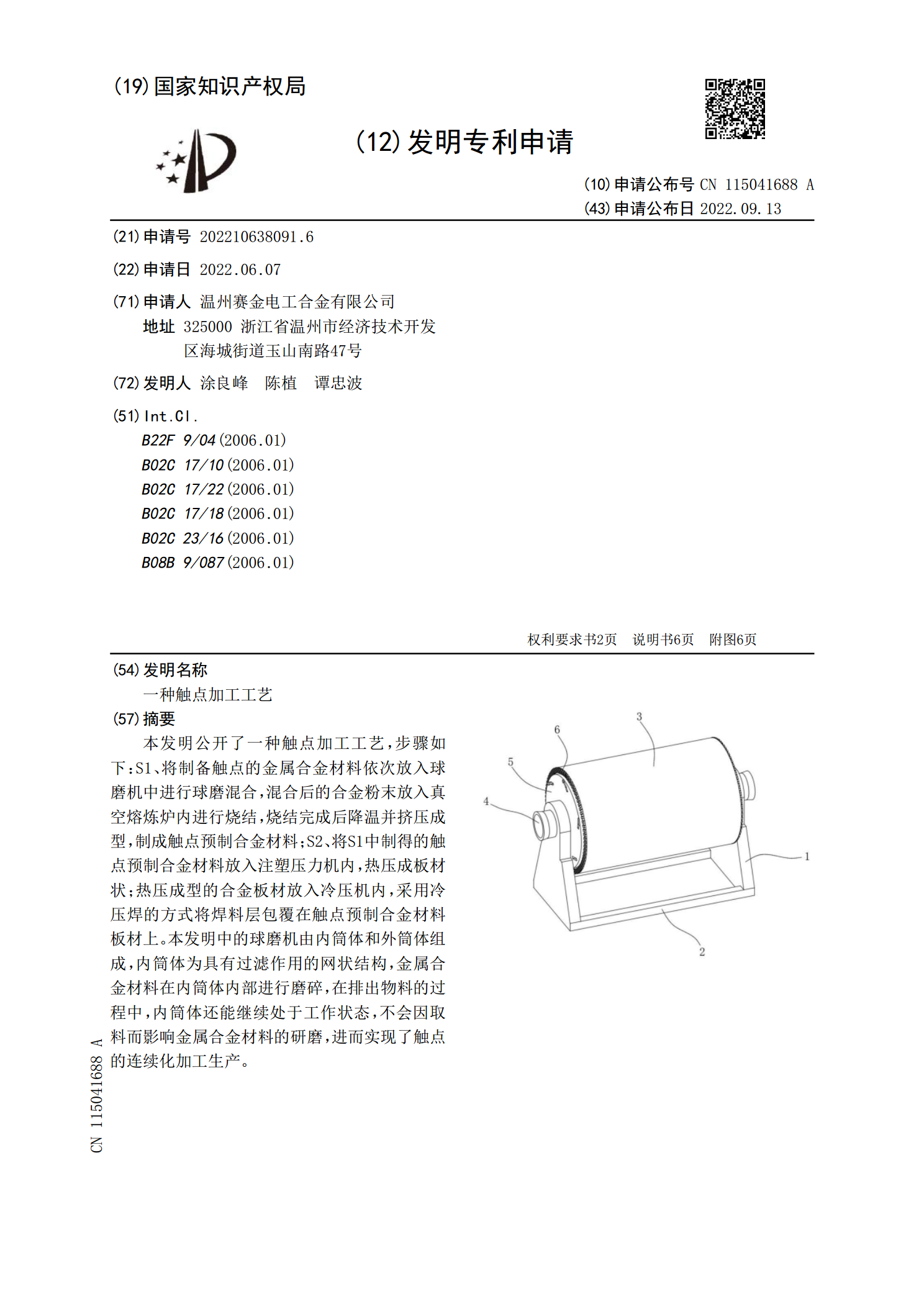
本发明公开了一种触点加工工艺,步骤如下:S1、将制备触点的金属合金材料依次放入球磨机中进行球磨混合,混合后的合金粉末放入真空熔炼炉内进行烧结,烧结完成后降温并挤压成型,制成触点预制合金材料;S2、将S1中制得的触点预制合金材料放入注塑压力机内,热压成板材状;热压成型的合金板材放入冷压机内,采用冷压焊的方式将焊料层包覆在触点预制合金材料板材上。本发明中的球磨机由内筒体和外筒体组成,内筒体为具有过滤作用的网状结构,金属合金材料在内筒体内部进行磨碎,在排出物料的过程中,内筒体还能继续处于工作状态,不会因取料而影

三复合铆钉型电触点工艺简介.docx
三复合铆钉型电触点工艺简介三复合铆钉型电触点工艺简介摘要:电触点作为电子设备中的重要部件,具有承载电流、传导信号的重要功能。随着科技的进步和应用领域的拓展,对电触点的性能要求也越来越高。三复合铆钉型电触点工艺作为一种新型的制造技术,以其优异的性能和丰富的应用前景备受关注。本文将对三复合铆钉型电触点工艺进行详细介绍,包括其工艺流程、原理及优势,并展望其在未来的应用前景。一、引言电触点是电子设备中的重要组成部分,主要用于承载电流、传导信号。随着电子设备的普及和功能的增加,对电触点的性能要求也越来越高,例如良好