
一种芯棒控制的小直径空心坯料楔横轧精确成形方法.pdf

景山****魔王


1/8
2/8

3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种芯棒控制的小直径空心坯料楔横轧精确成形方法.pdf
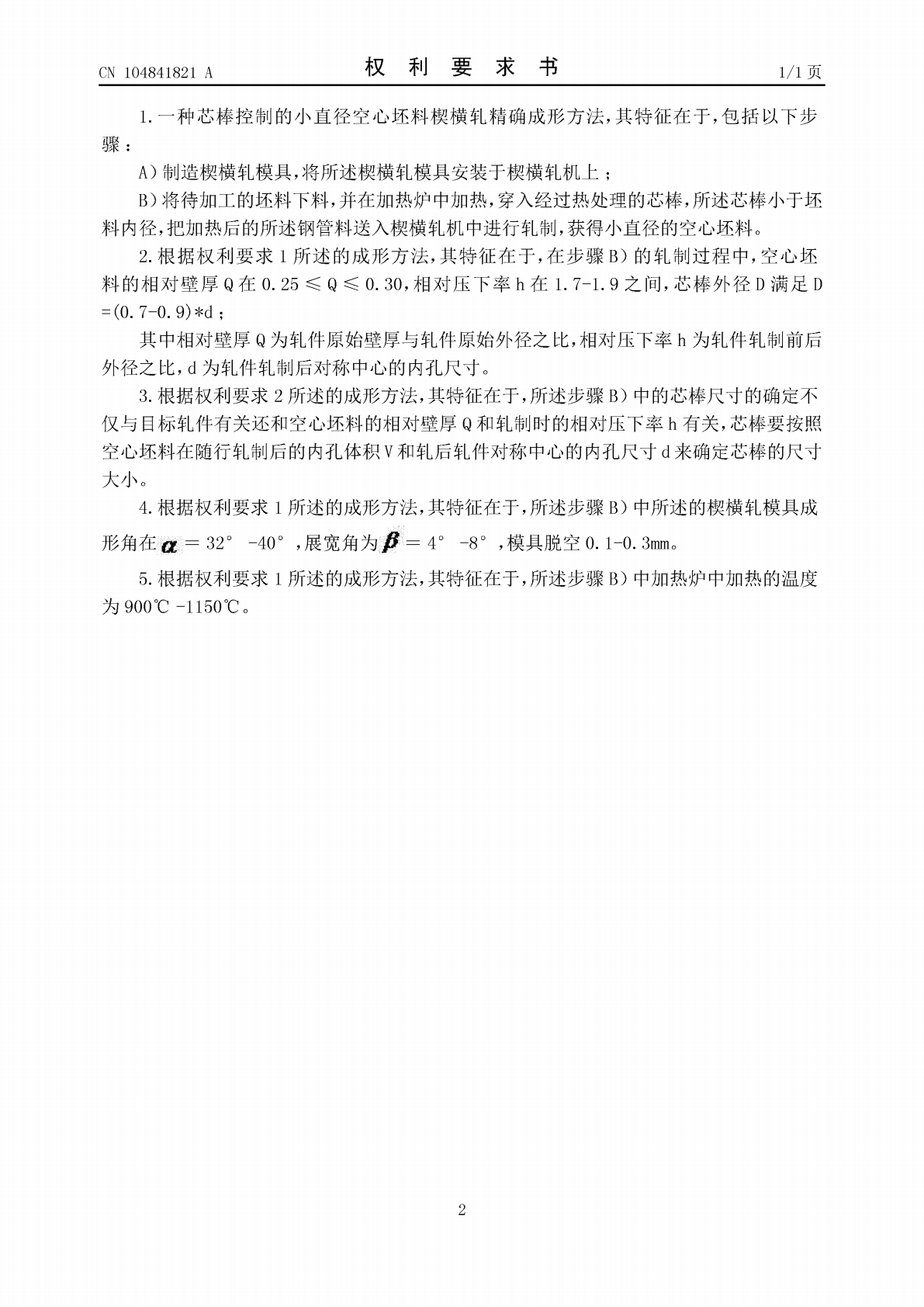
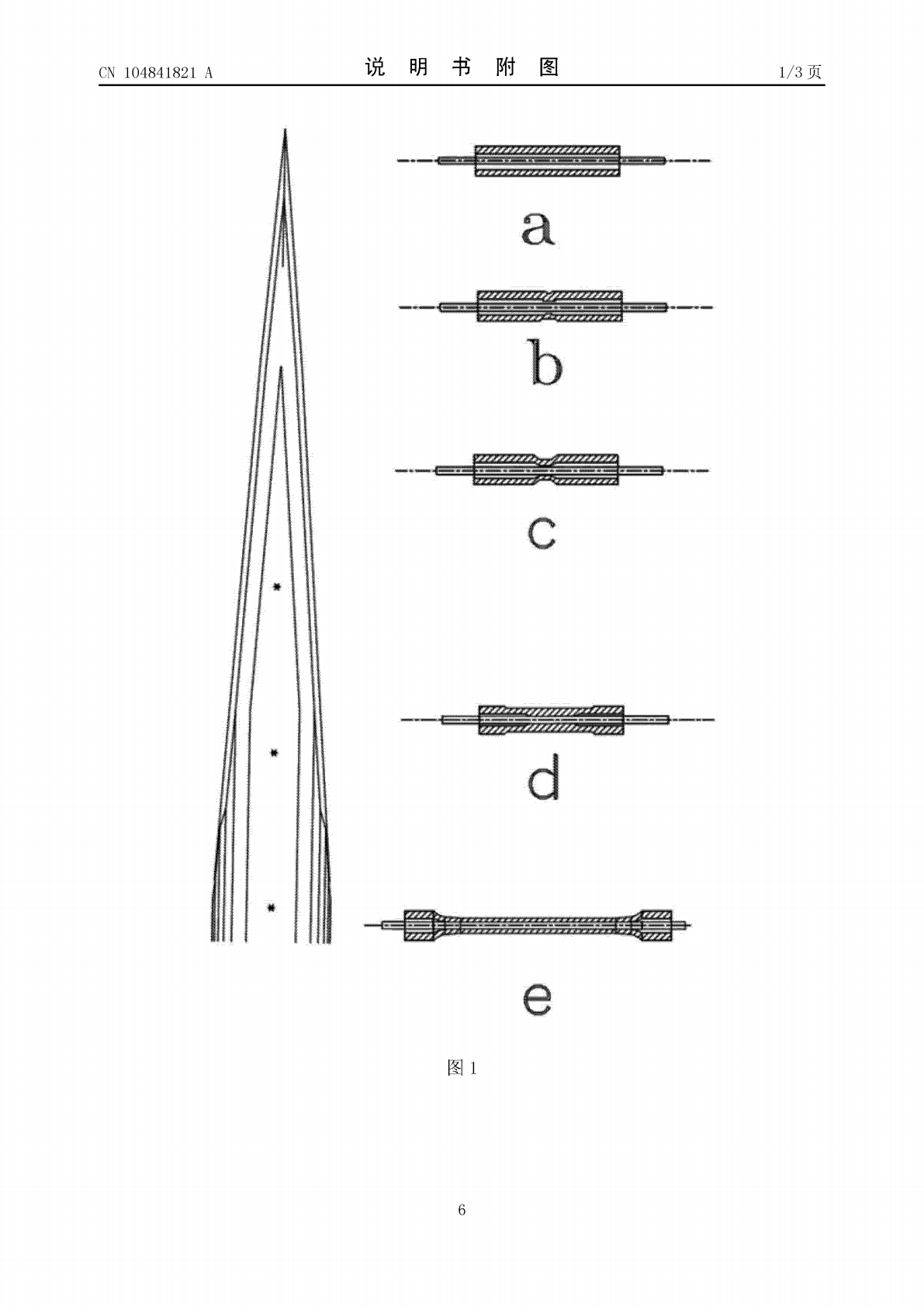
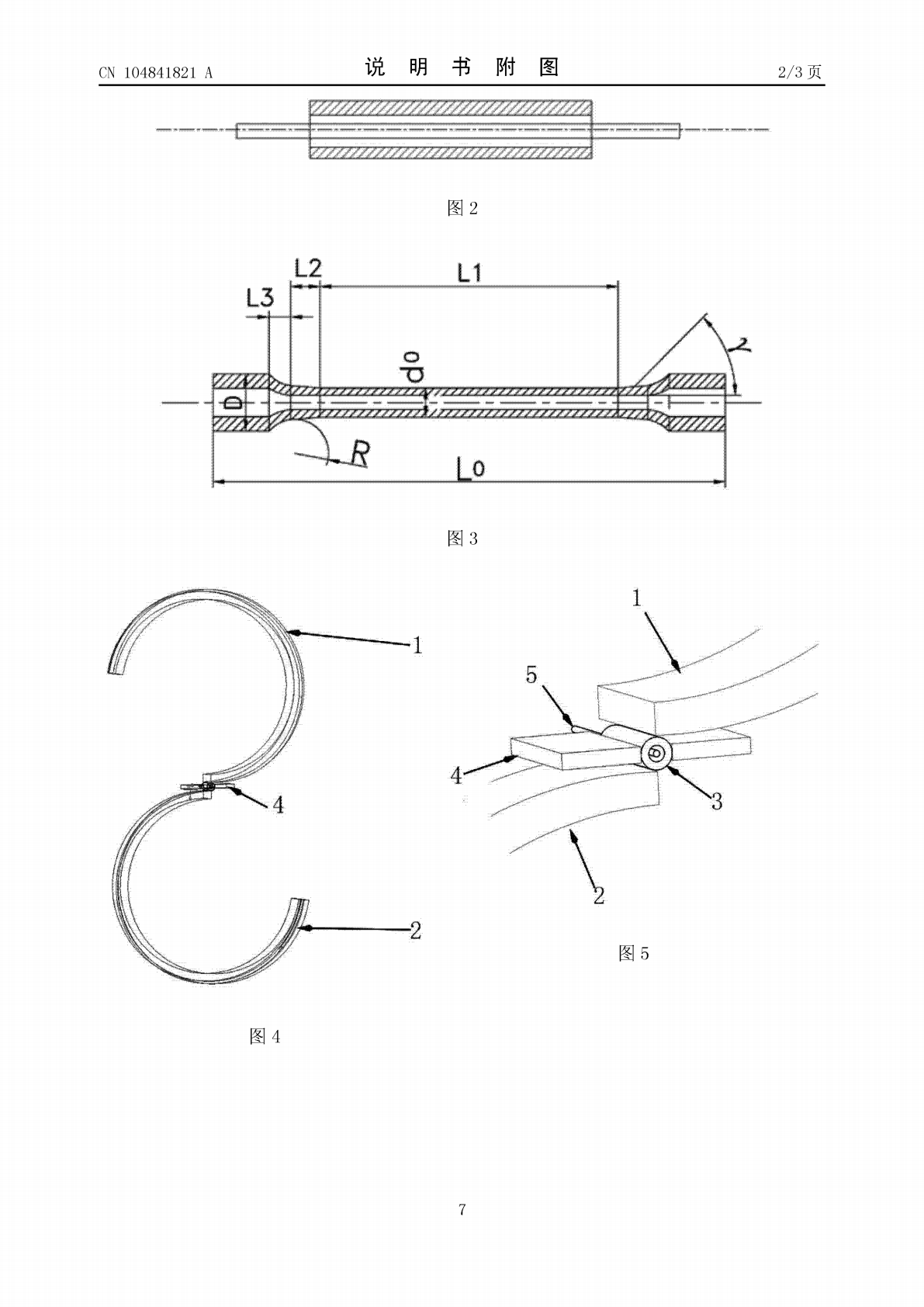
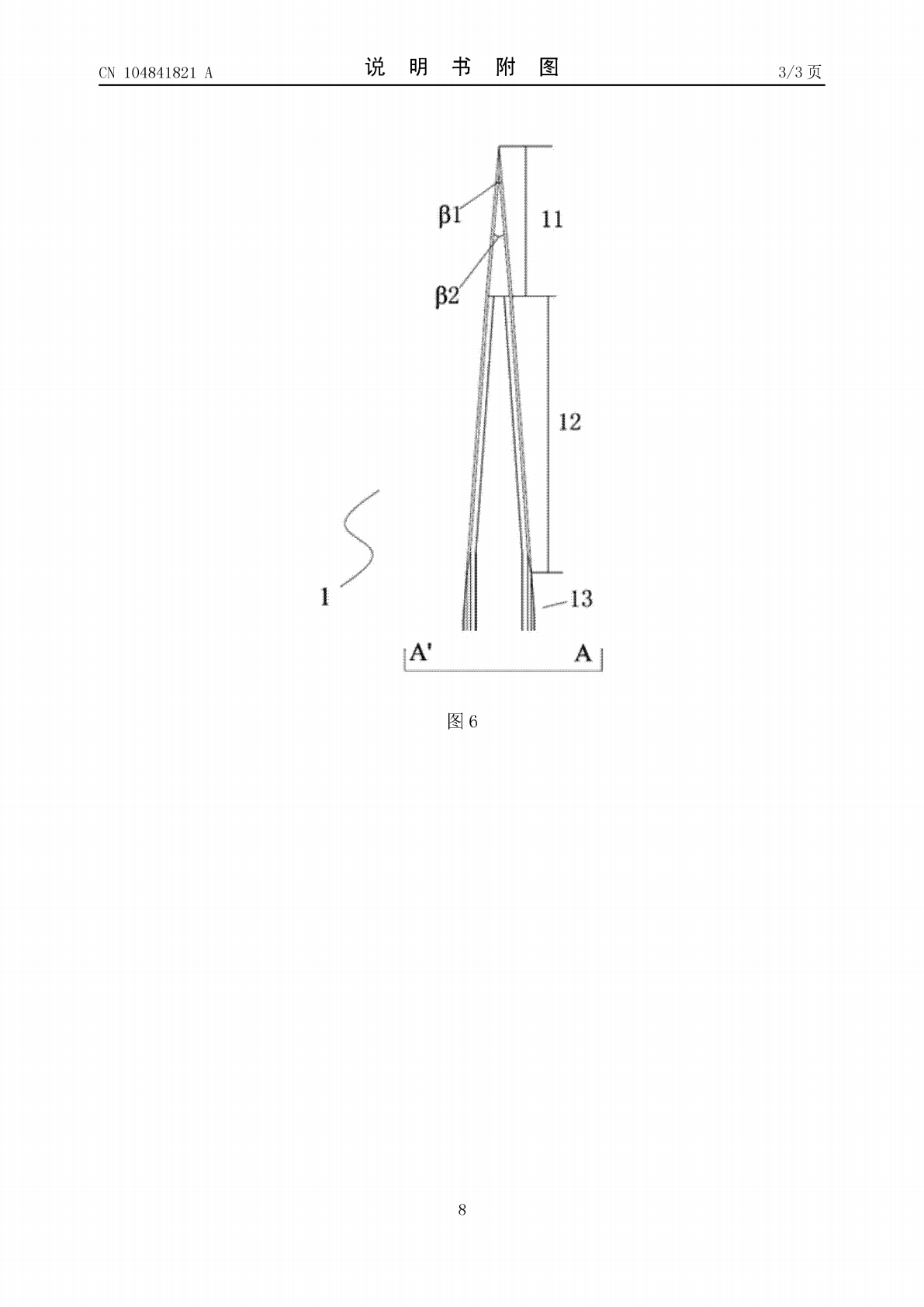
本发明属于金属塑性成形技术领域,特别提供了一种芯棒控制的小直径空心坯料楔横轧精确成形方法,该方法包括以下工艺:1)根据图纸制造楔横轧模具。将模具安装于楔横轧机上;2)将待加工的空心坯料按工艺要求下料,在加热炉中加热至轧制温度900℃-1150℃,穿入芯棒,把加热后的所述空心坯料通过推料装置送入所述楔横轧机上的楔横轧模具进行轧制。芯棒在轧制中起到优化内孔的作用。本发明与传统的空心件加工工艺相比的优点是:降低成本,提高生产率,带来显著的经济效益。
基于双芯棒控制的盲孔新能源车轴板式楔横轧工艺及装置.pdf
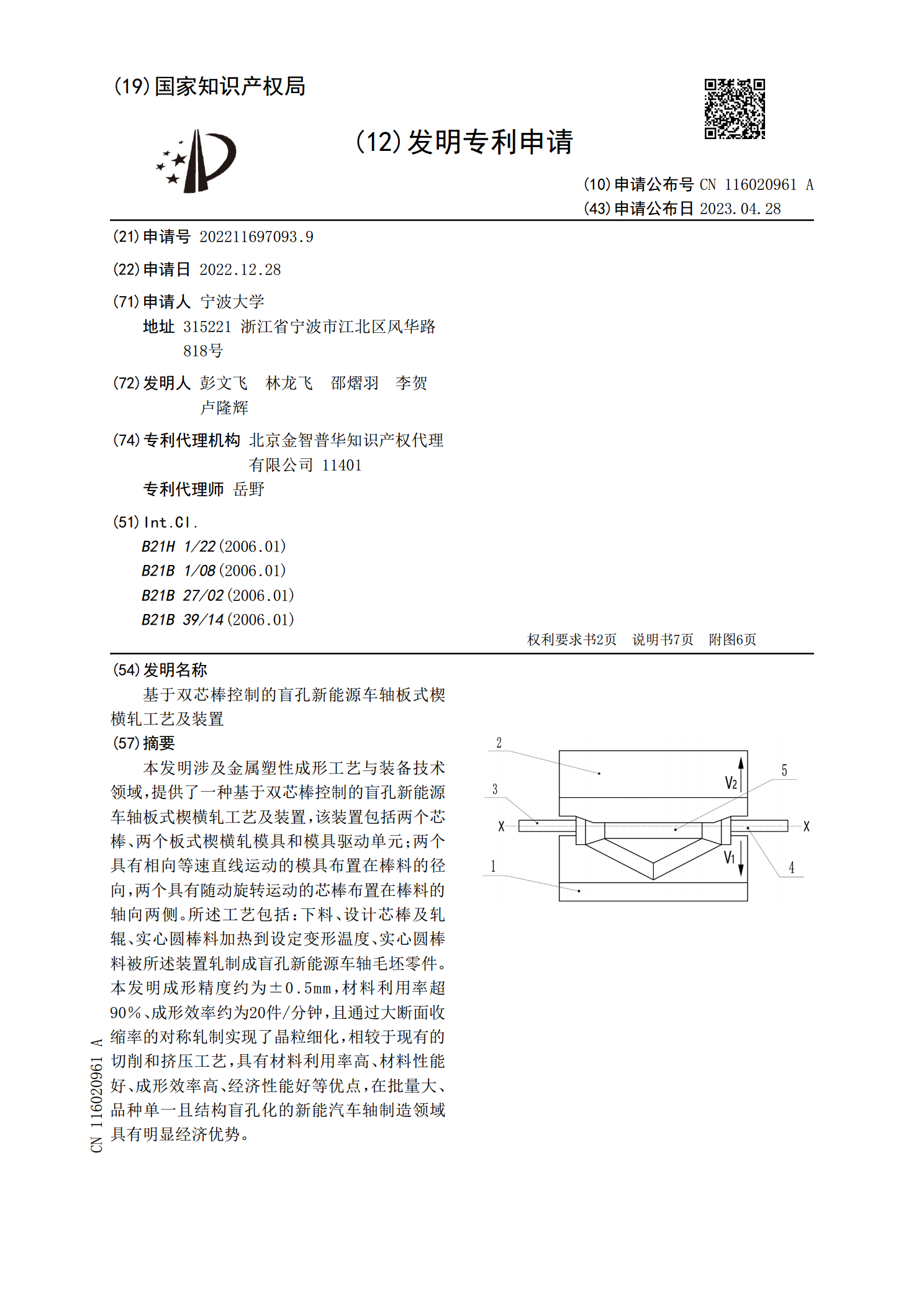
本发明涉及金属塑性成形工艺与装备技术领域,提供了一种基于双芯棒控制的盲孔新能源车轴板式楔横轧工艺及装置,该装置包括两个芯棒、两个板式楔横轧模具和模具驱动单元;两个具有相向等速直线运动的模具布置在棒料的径向,两个具有随动旋转运动的芯棒布置在棒料的轴向两侧。所述工艺包括:下料、设计芯棒及轧辊、实心圆棒料加热到设定变形温度、实心圆棒料被所述装置轧制成盲孔新能源车轴毛坯零件。本发明成形精度约为±0.5mm,材料利用率超90%、成形效率约为20件/分钟,且通过大断面收缩率的对称轧制实现了晶粒细化,相较于现有的切削和

盲孔轴板式楔横轧成形工艺及装置.pdf
本发明涉及金属塑性成形工艺与装备技术领域,提供了一种盲孔轴板式楔横轧成形工艺及装置,所述装置包括两个芯棒、两个板式楔横轧模具、芯棒驱动单元和模具驱动单元;两个所述板式楔横轧模具布置在实心圆棒料的径向两侧;两个所述芯棒具有轴向进给运动和随动旋转运动,分别布置在实心圆棒料的轴向两侧。所述工艺包括:下料、设计或选择芯棒及轧辊、实心圆棒料加热到设定变形温度、实心圆棒料被所述装置轧制成两侧带孔的盲孔轴零件。本发明具有楔横轧的成形高效率、成形精度高的特点,尤其是板式楔横轧结构适合大断面收缩率轧制或者带切刀成对轧制,在
一种楔横轧导板.pdf
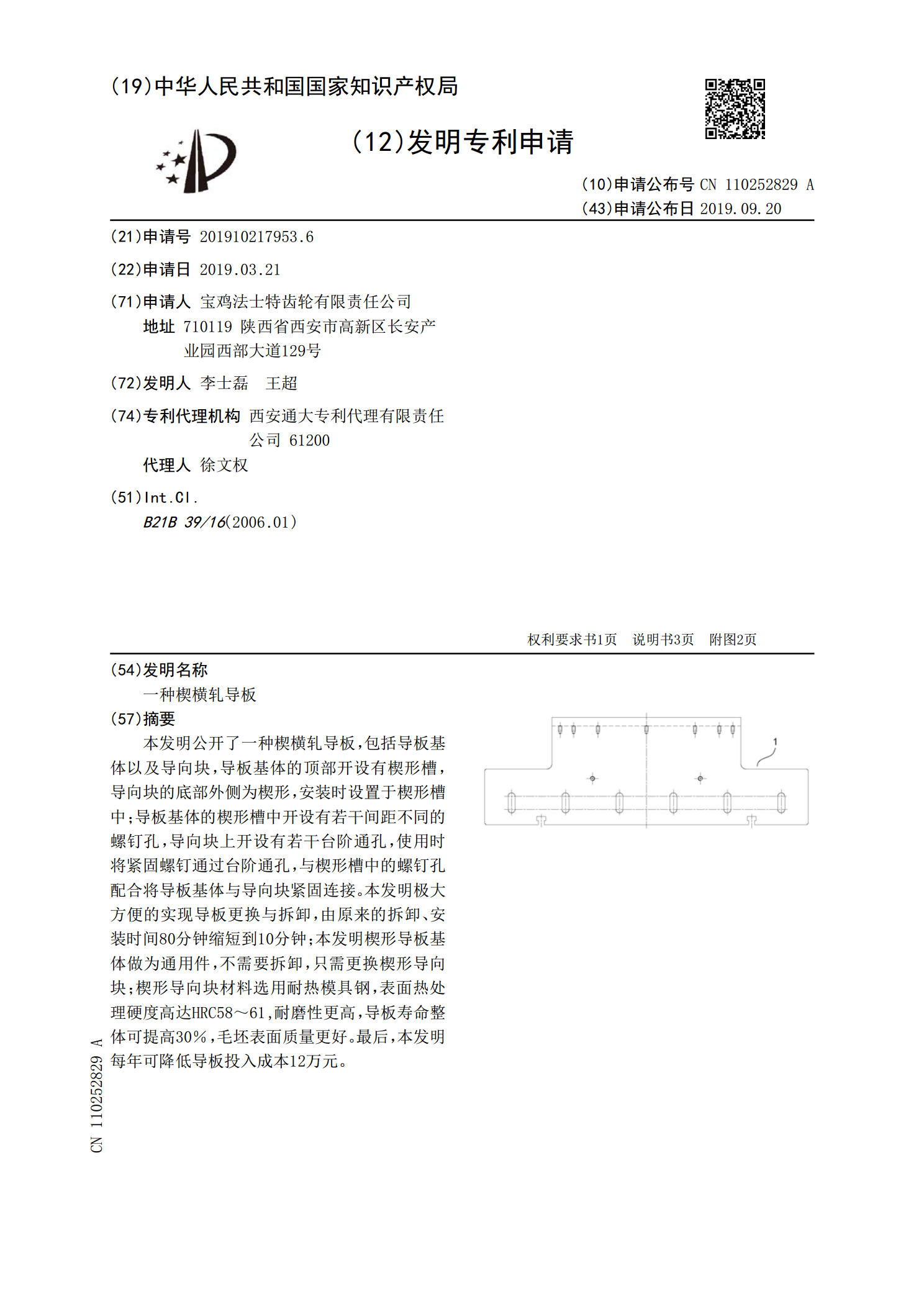
本发明公开了一种楔横轧导板,包括导板基体以及导向块,导板基体的顶部开设有楔形槽,导向块的底部外侧为楔形,安装时设置于楔形槽中;导板基体的楔形槽中开设有若干间距不同的螺钉孔,导向块上开设有若干台阶通孔,使用时将紧固螺钉通过台阶通孔,与楔形槽中的螺钉孔配合将导板基体与导向块紧固连接。本发明极大方便的实现导板更换与拆卸,由原来的拆卸、安装时间80分钟缩短到10分钟;本发明楔形导板基体做为通用件,不需要拆卸,只需更换楔形导向块;楔形导向块材料选用耐热模具钢,表面热处理硬度高达HRC58~61,耐磨性更高,导板寿命

硕士论文-大直径楔横轧件的成形工艺研究.pdf
硕士学位论文机械科学研究院大直径楔横轧件的成形工艺研究何:北京机电研究所培养甲研究方研究指导教业:材料加工工程向:回转成形与精密成形技术牛:沈钾师:任』。’升教授二昶咴级:二’篮耕≈摘要径轴类零件的需求量也与口俱增作为一种非常适于阶梯轴和回转类零件生件楔横轧成形过程中的应力、应变变化规律:对比分析了展宽角、成形角、关键词:楔横轧大直径轴类件工艺缺陷数值模拟随着我国汽车工业的飞速发展尤其足重型号车产量的急剧增长大直产的新工艺楔横轧也随之日益向大型化发展。但足迄今为止在国