
塑胶原料温度设定指引.xls

qw****27

1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
塑胶原料温度设定指引.xls
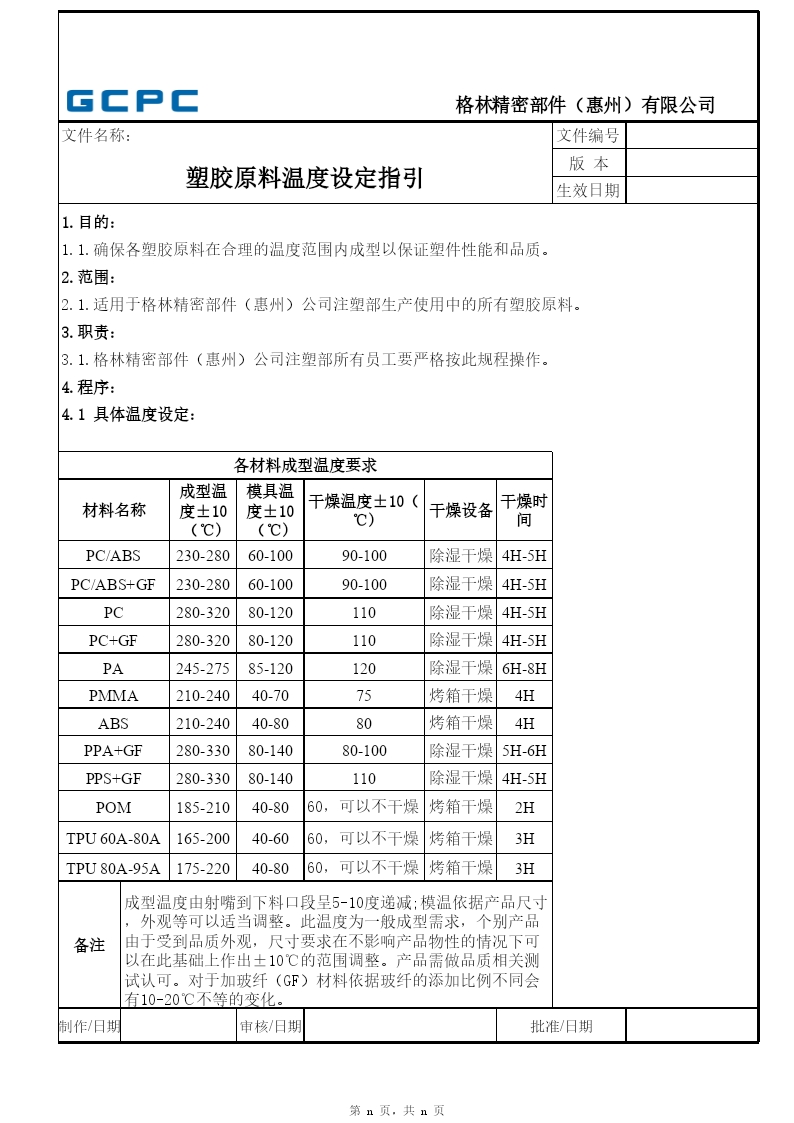
文件名称:文件编号塑胶原料温度设定指引版本生效日期1.目的:1.1.确保各塑胶原料在合理的温度范围内成型以保证塑件性能和品质。2.范围:2.1.适用于格林精密部件(惠州)公司注塑部生产使用中的所有塑胶原料。3.职责:3.1.格林精密部件(惠州)公司注塑部所有员工要严格按此规程操作。4.程序:4.1具体温度设定:各材料成型温度要求材料名称成型温度±10(℃)模具温度±10(℃)干燥温度±10(℃)干燥设备干燥时间PC/ABS230-28060-10090-100除湿干燥4H-5HPC/ABS+GF230-2
温度设定装置、温度设定方法和温度设定程序.pdf
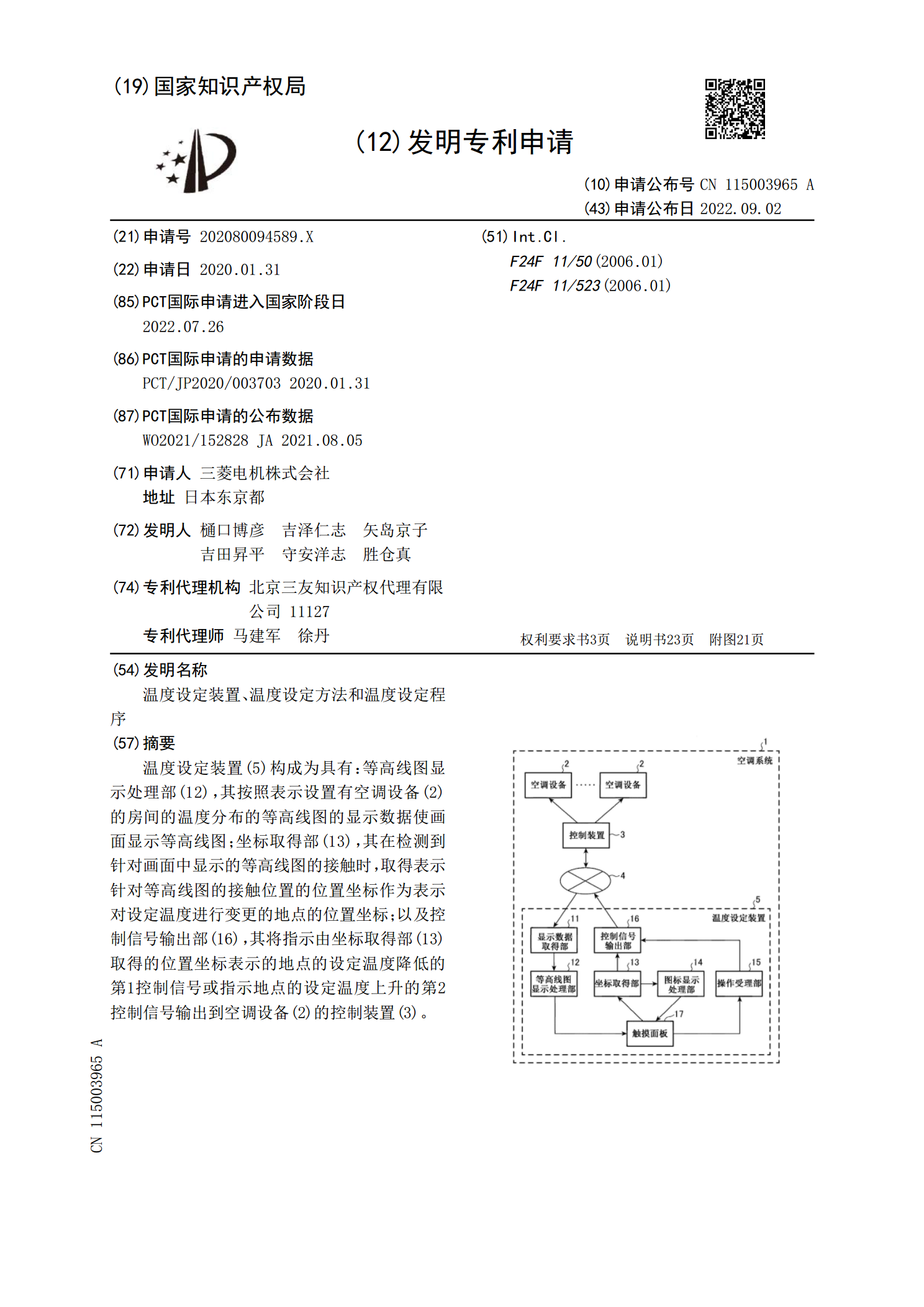
温度设定装置(5)构成为具有:等高线图显示处理部(12),其按照表示设置有空调设备(2)的房间的温度分布的等高线图的显示数据使画面显示等高线图;坐标取得部(13),其在检测到针对画面中显示的等高线图的接触时,取得表示针对等高线图的接触位置的位置坐标作为表示对设定温度进行变更的地点的位置坐标;以及控制信号输出部(16),其将指示由坐标取得部(13)取得的位置坐标表示的地点的设定温度降低的第1控制信号或指示地点的设定温度上升的第2控制信号输出到空调设备(2)的控制装置(3)。

温度设定的反馈方法.pdf
本发明涉及一种特别是在汽车(14)中反馈空调装置(12)的温度设定(10)的方法,其中为显示(16)所设温度而调整至少一个照明元件(18)的光色。本发明的基本理念在于,利用彩色光源来呈现温度设定。

绩效指标设定指引(蔡劲松).ppt
绩效指标设定指引一、公司岗位绩效考核概述案例:绩效评估出了什么问题?传统绩效管理存在的问题公司岗位绩效考核框架考核对个人和管理者有什么好处?对管理者的好处1、对管理方式的反馈。2、改进团队表现。3、对团队计划以及目标的投入4、对团队成员更好的了解5、确定如何利用其团队成员的优势。6、把目标分下去,利用团队的力量完成任务。7、经理需要有机会告诉员工他的期望和标准。岗位绩效考核体系核心构成二、岗位分析概述岗位分析职务说明书工作流程流经部门具体岗位,并由具体岗位来实现各流程节点的工作界定流程节点-明确工作内容平

绩效指标设定指引(蔡劲松).ppt
绩效指标设定指引一、公司岗位绩效考核概述案例:绩效评估出了什么问题?传统绩效管理存在的问题公司岗位绩效考核框架考核对个人和管理者有什么好处?对管理者的好处1、对管理方式的反馈。2、改进团队表现。3、对团队计划以及目标的投入4、对团队成员更好的了解5、确定如何利用其团队成员的优势。6、把目标分下去利用团队的力量完成任务。7、经理需要有机会告诉员工他的期望和标准。岗位绩效考核体系核心构成二、岗位分析