
利用炉卷+连轧机生产高塑性铁素体不锈钢钢带的方法.pdf

是来****文章


1/7
2/7

3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
利用炉卷+连轧机生产高塑性铁素体不锈钢钢带的方法.pdf
本发明公开了一种利用炉卷+连轧机生产高塑性铁素体不锈钢钢带的方法,包括:1)按要求冶炼、浇注成板坯;2)采用步进式加热炉对板坯进行加热,加热炉各区域温度控制:热回收段温度≤850℃,加热段和均热段温度均控制在1180~1200℃,要求驻炉时间:200~240min;出炉温度1160~1180℃;3)采用1、3道次除鳞,粗轧轧制7道次,开轧温度为1100~1120℃,第5道次压下率≥27%,第6道次压下率≥25%,第7道次压下率≥20%,中间坯厚度25~30mm;4)精轧采用炉卷+连轧的工艺,炉卷卷取炉加热
一种采用炉卷轧机生产装饰用超纯铁素体不锈钢的方法.pdf
本发明公开了一种采用炉卷轧机生产装饰用超纯铁素体不锈钢的方法,属于不锈钢生产领域,解决了炉卷轧机轧制超纯铁素体不锈钢存在的表面板纹缺陷的问题。本发明包括以下步骤:冶炼、连铸;修磨;加热炉加热;热轧粗轧;热轧精轧;热轧卷曲;热退火酸洗;冷轧轧制;冷退火酸洗;平整。发明针对炉卷轧机特点,采用合理的轧制温度、轧制规程和适当低的热退火温度,消除传统工艺冷轧产品微观组织中的取向晶粒簇,得到晶粒取向随机弥散分布的微观组织,进而有效消除冷轧2B产品宏观表面沿轧向板纹缺陷,保证产品研磨拉丝处理一遍合格。
一种冷连轧生产毛化表面铁素体不锈钢带的方法.pdf
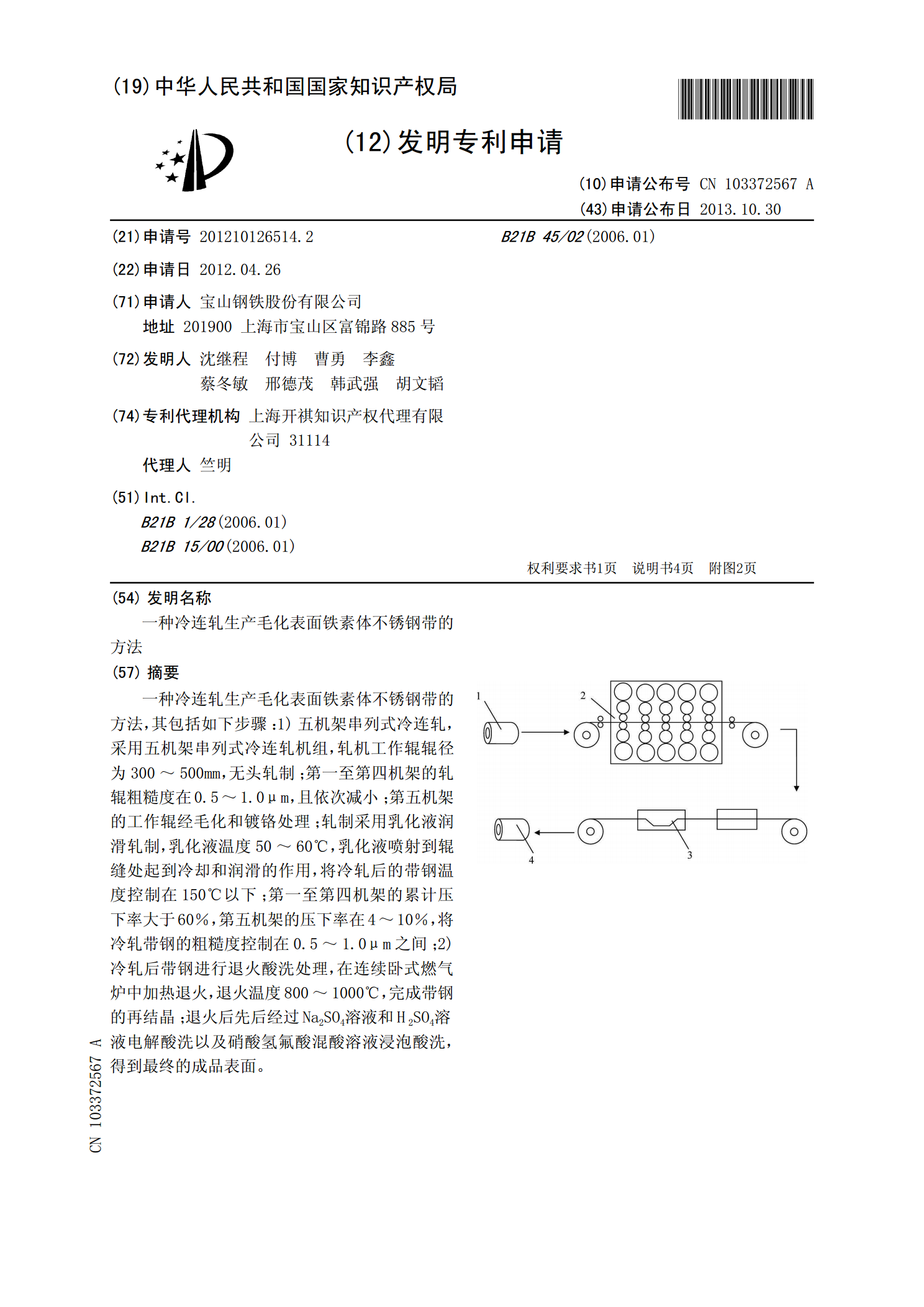
一种冷连轧生产毛化表面铁素体不锈钢带的方法,其包括如下步骤:1)五机架串列式冷连轧,采用五机架串列式冷连轧机组,轧机工作辊辊径为300~500mm,无头轧制;第一至第四机架的轧辊粗糙度在0.5~1.0μm,且依次减小;第五机架的工作辊经毛化和镀铬处理;轧制采用乳化液润滑轧制,乳化液温度50~60℃,乳化液喷射到辊缝处起到冷却和润滑的作用,将冷轧后的带钢温度控制在150℃以下;第一至第四机架的累计压下率大于60%,第五机架的压下率在4~10%,将冷轧带钢的粗糙度控制在0.5~1.0μm之间;2)冷轧后带钢进
铁素体不锈钢的生产方法.pdf
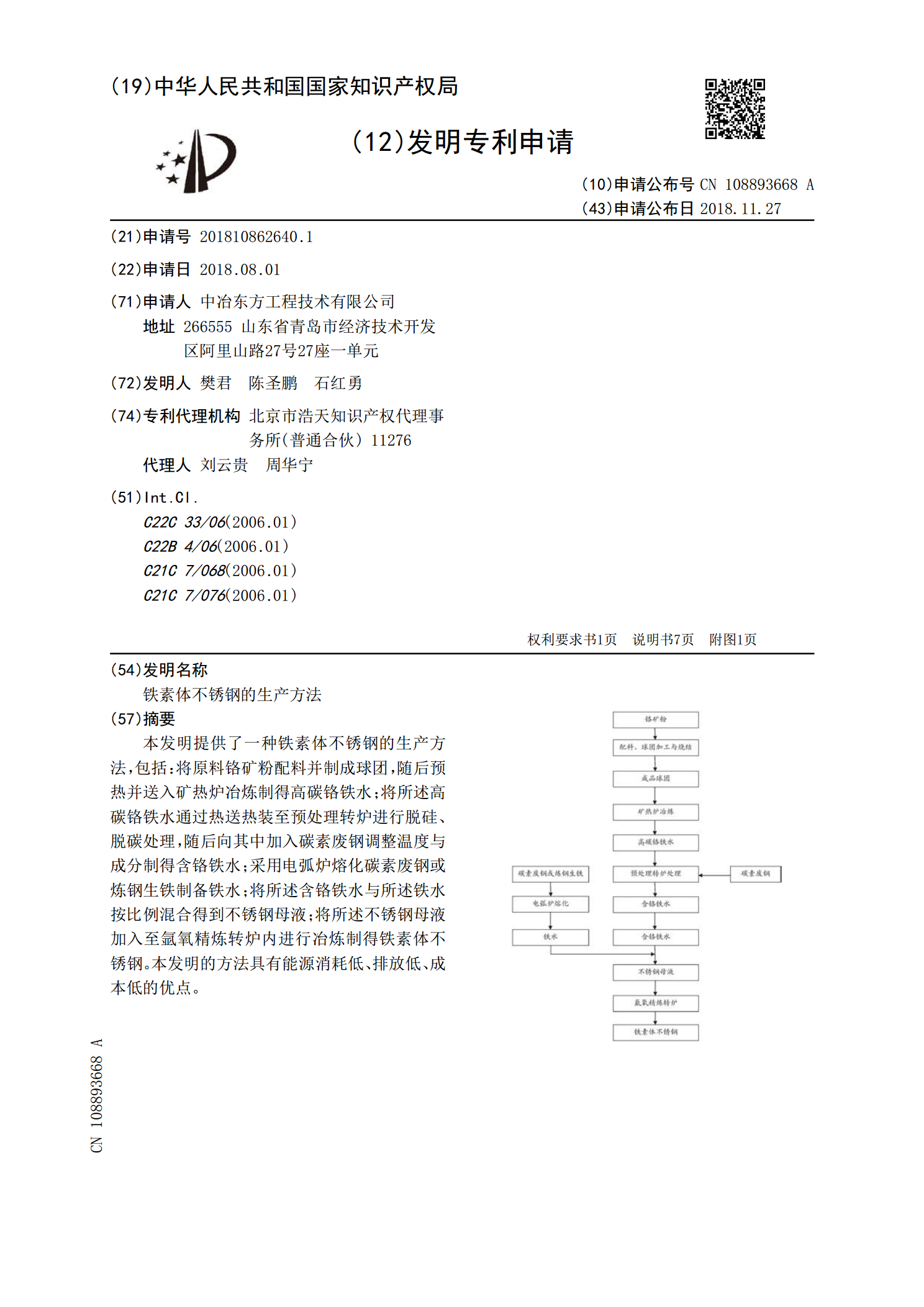
本发明提供了一种铁素体不锈钢的生产方法,包括:将原料铬矿粉配料并制成球团,随后预热并送入矿热炉冶炼制得高碳铬铁水;将所述高碳铬铁水通过热送热装至预处理转炉进行脱硅、脱碳处理,随后向其中加入碳素废钢调整温度与成分制得含铬铁水;采用电弧炉熔化碳素废钢或炼钢生铁制备铁水;将所述含铬铁水与所述铁水按比例混合得到不锈钢母液;将所述不锈钢母液加入至氩氧精炼转炉内进行冶炼制得铁素体不锈钢。本发明的方法具有能源消耗低、排放低、成本低的优点。

高铬、高钼铁素体不锈钢的制备方法.pdf
公开了铁素体不锈钢的制备方法,其包括以下步骤:a)在转炉内,对铁水进行初脱碳和合金化,以得到第一不锈钢钢液;b)对所述第一不锈钢钢液进行真空吹氧脱碳(VOD),以得到第二不锈钢钢液;以及c)在钢包精炼炉(LF)内对所述第二不锈钢钢液进行精炼,从而得到所述铁素体不锈钢。所述方法生产效率高、成本低,适合工业化大生产,并且产品质量稳定。