
利用电气参数查找连续退火机组炉辊缺陷的方法.pdf

文库****坚白


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

利用电气参数查找连续退火机组炉辊缺陷的方法.pdf
利用电气运行参数查找连续退火机组炉辊缺陷的方法,属于连续退火机组炉辊电气自动化控制领域,它包括下述内容:(1)同一炉温区段内的正常炉辊转速误差<2转,波动范围<7转;(2)不同炉温区段的正常炉辊转速满足下述数学模型:机组线速度=炉辊电机转速×减速比×炉辊的周长×补偿系数;补偿系数=1.550~1.556;(3)正常炉辊转矩为正值且波动范围<5%;(4)正常炉辊电流波动范围<3%。本发明能够及时发现炉辊运行不良状态,预先采取处理措施,使成组炉辊运行规律稳定,同时同组内转速不同步的情况基本上消除。
连续退火机组碳套辊结瘤原因分析及查找方法.pptx
,aclicktounlimitedpossibilities目录PartOnePartTwo碳套辊材质问题碳套辊表面处理不当碳套辊使用环境恶劣碳套辊安装不当PartThree检查碳套辊材质检查碳套辊表面处理情况检查碳套辊使用环境检查碳套辊安装情况PartFour选用优质碳套辊材料优化碳套辊表面处理工艺改善碳套辊使用环境规范碳套辊安装操作THANKS
立式连续退火炉炉内压痕缺陷产生位置的查找方法.pdf
本发明公开了一种立式连续退火炉炉内压痕缺陷产生位置的查找方法,包括步骤:S1、准备检查用卷材;S2、立式连续退火炉开始工作,将检查用卷材通过立式连续退火炉;S3、通过观察立式连续退火炉的出口处的带钢表面的压痕缺陷,判断立式连续退火炉的停机时机;S4、入炉检查立式连续退火炉的炉辊。本发明立式连续退火炉炉内压痕缺陷产生位置的查找方法,可针对退火炉炉内压痕缺陷产生位置进行快速查找,提高了炉内压痕缺陷产生位置的查找效率,提高了入炉查找炉内压痕缺陷产生位置的准确性,减少因炉内带钢压痕质量缺陷造成的产品降级等损失,同
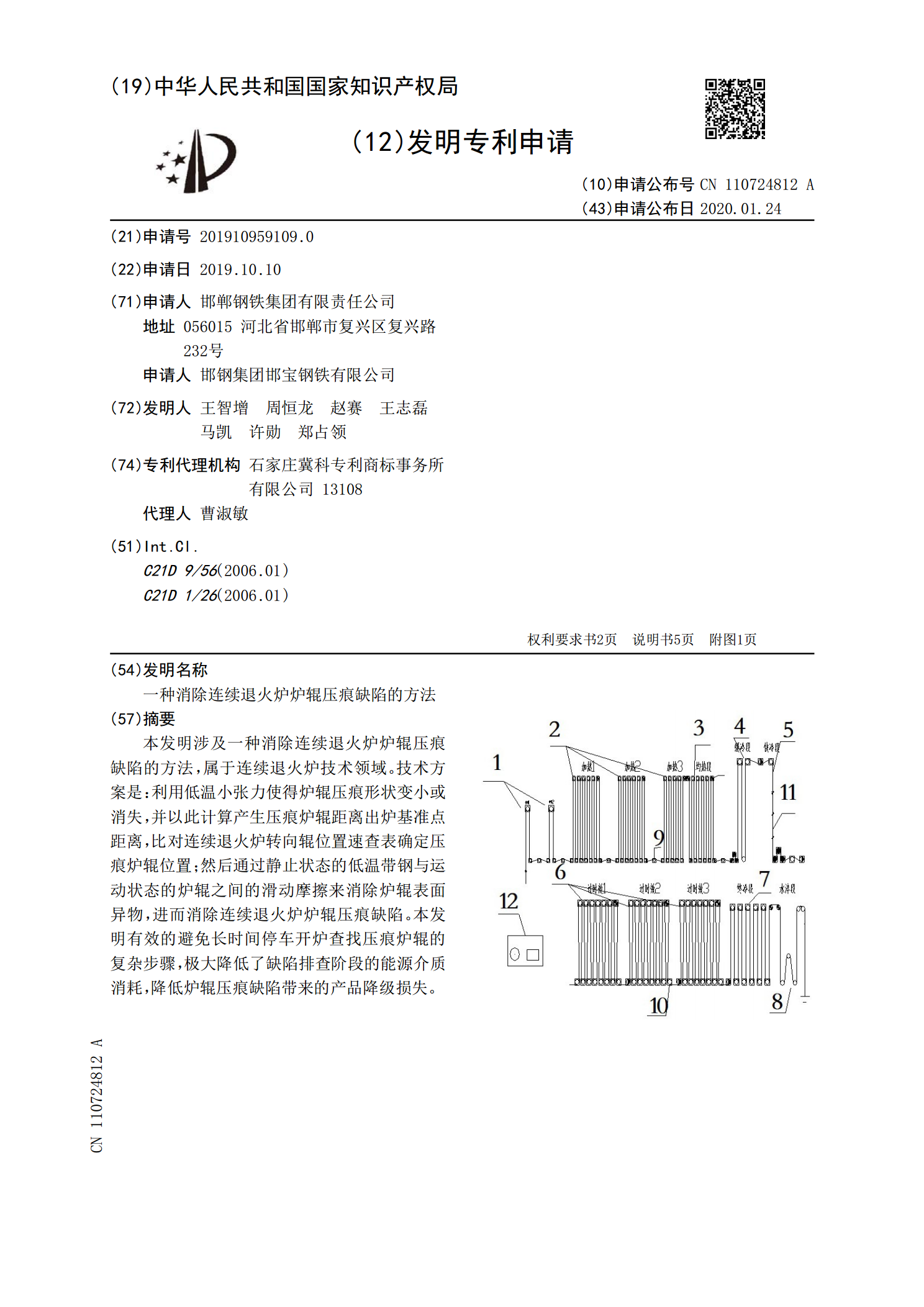
一种消除连续退火炉炉辊压痕缺陷的方法.pdf
本发明涉及一种消除连续退火炉炉辊压痕缺陷的方法,属于连续退火炉技术领域。技术方案是:利用低温小张力使得炉辊压痕形状变小或消失,并以此计算产生压痕炉辊距离出炉基准点距离,比对连续退火炉转向辊位置速查表确定压痕炉辊位置;然后通过静止状态的低温带钢与运动状态的炉辊之间的滑动摩擦来消除炉辊表面异物,进而消除连续退火炉炉辊压痕缺陷。本发明有效的避免长时间停车开炉查找压痕炉辊的复杂步骤,极大降低了缺陷排查阶段的能源介质消耗,降低炉辊压痕缺陷带来的产品降级损失。
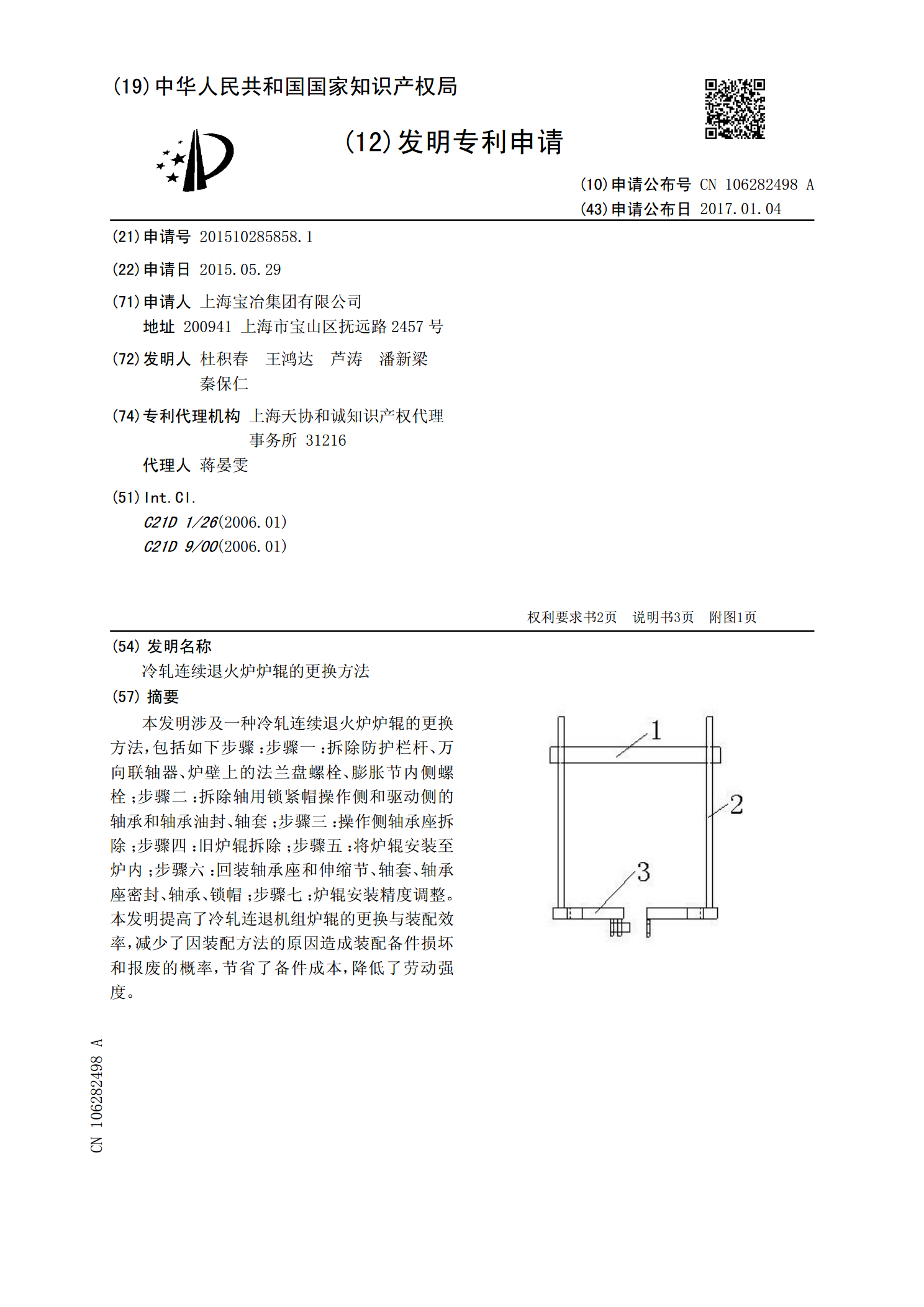
冷轧连续退火炉炉辊的更换方法.pdf
本发明涉及一种冷轧连续退火炉炉辊的更换方法,包括如下步骤:步骤一:拆除防护栏杆、万向联轴器、炉壁上的法兰盘螺栓、膨胀节内侧螺栓;步骤二:拆除轴用锁紧帽操作侧和驱动侧的轴承和轴承油封、轴套;步骤三:操作侧轴承座拆除;步骤四:旧炉辊拆除;步骤五:将炉辊安装至炉内;步骤六:回装轴承座和伸缩节、轴套、轴承座密封、轴承、锁帽;步骤七:炉辊安装精度调整。本发明提高了冷轧连退机组炉辊的更换与装配效率,减少了因装配方法的原因造成装配备件损坏和报废的概率,节省了备件成本,降低了劳动强度。