
纳米竖炉齿辊制备方法.pdf

是立****92


1/7
2/7
3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
纳米竖炉齿辊制备方法.pdf
本发明及一种纳米竖炉齿辊制备方法,包括如下工艺流程:原材料熔炼、辊体铸造、辊颈铸造、热处理和喷丸、机加工、辊体铣槽、辊颈组对焊接、轴头组对焊接、辊体表面堆焊、焊后回火、质量检验。本发明的辊体采用离心铸造的方式整体铸成,特别是经过特定纳米材料的表面堆焊,使齿辊工作时遇急冷急热不开裂、耐冲击、磨损小、强度高,并且解决了目前齿辊由多片齿轮组成而产生的组装误差,节约材料,减少成本,冷却水在辊体内流动无死角,达到产品表面改质、性能强化的效果,使齿辊具有更高的强度、硬度和耐磨性,同时提高了产品的使用寿命。
内燃室齿辊石灰竖炉.pdf
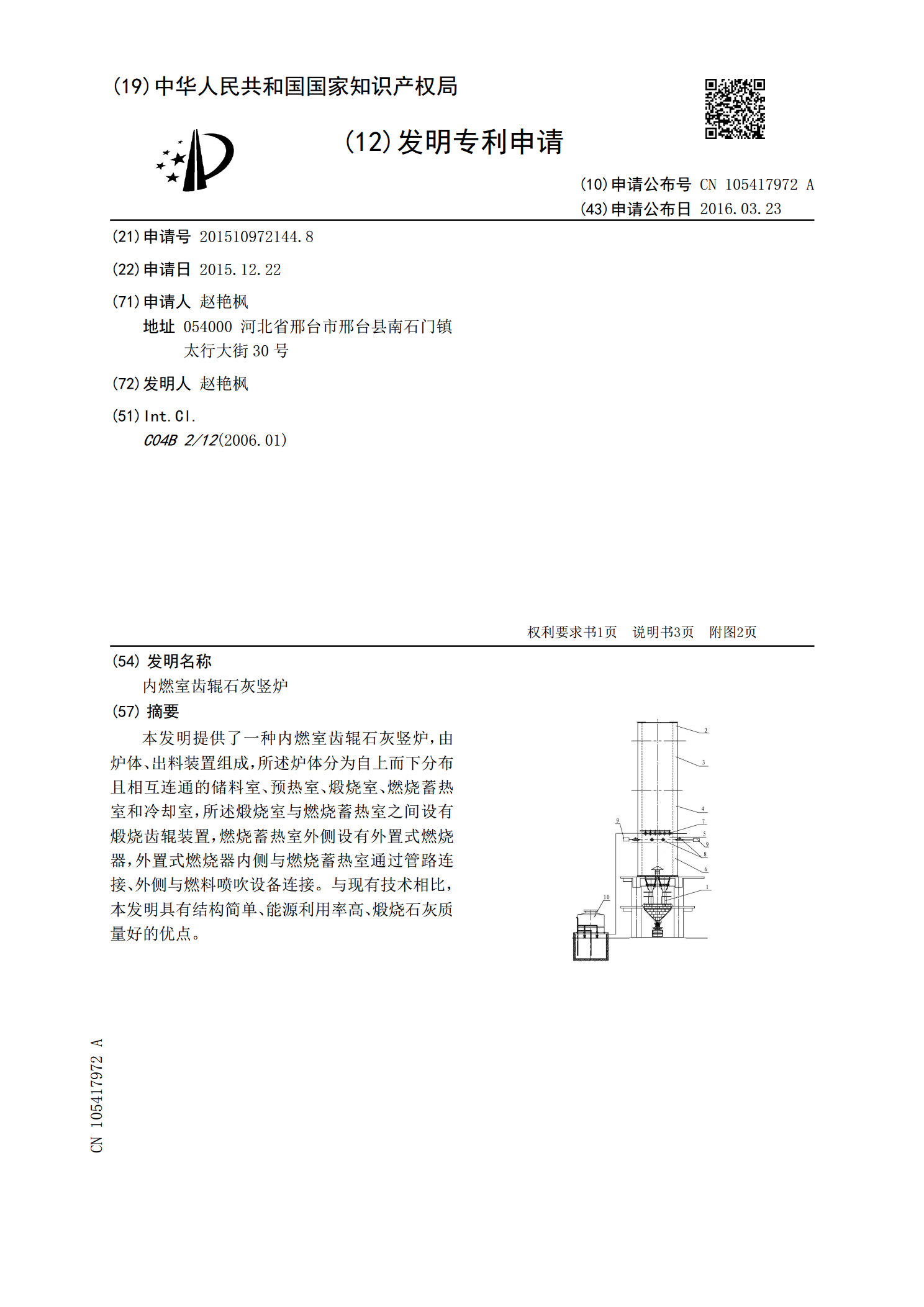
本发明提供了一种内燃室齿辊石灰竖炉,由炉体、出料装置组成,所述炉体分为自上而下分布且相互连通的储料室、预热室、煅烧室、燃烧蓄热室和冷却室,所述煅烧室与燃烧蓄热室之间设有煅烧齿辊装置,燃烧蓄热室外侧设有外置式燃烧器,外置式燃烧器内侧与燃烧蓄热室通过管路连接、外侧与燃料喷吹设备连接。与现有技术相比,本发明具有结构简单、能源利用率高、煅烧石灰质量好的优点。
新型竖炉齿辊及其制造工艺.pdf
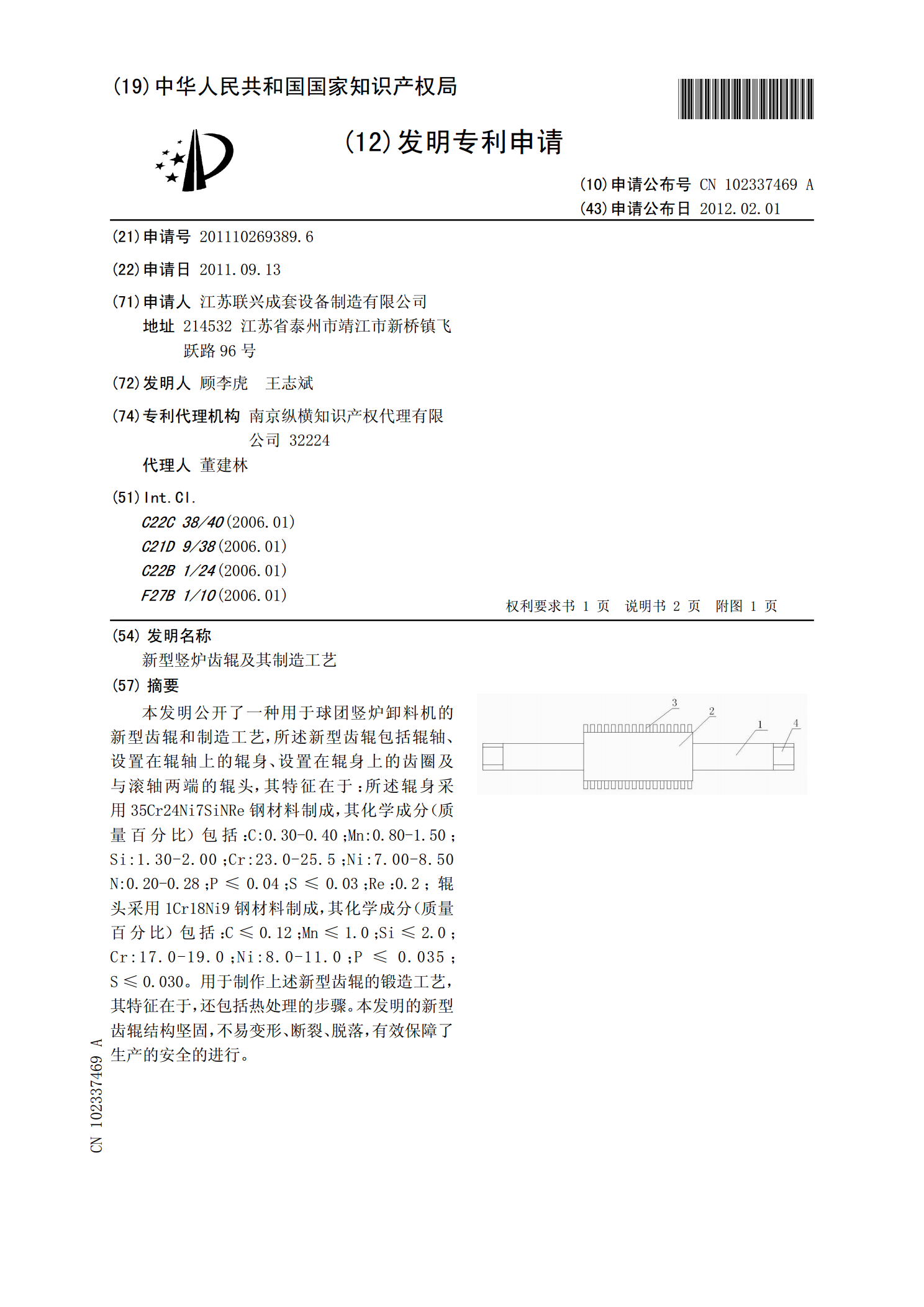
本发明公开了一种用于球团竖炉卸料机的新型齿辊和制造工艺,所述新型齿辊包括辊轴、设置在辊轴上的辊身、设置在辊身上的齿圈及与滚轴两端的辊头,其特征在于:所述辊身采用35Cr24Ni7SiNRe钢材料制成,其化学成分(质量百分比)包括:C:0.30-0.40;Mn:0.80-1.50;Si:1.30-2.00;Cr:23.0-25.5;Ni:7.00-8.50?N:0.20-0.28;P≤0.04;S≤0.03;Re:0.2;辊头采用1Cr18Ni9钢材料制成,其化学成分(质量百分比)包括:C≤0.12;Mn≤
高温炉辊表面的纳米热障涂层及制备方法.pdf
本发明公开了一种高温炉辊表面的纳米热障涂层及制备方法,即涂层为CoNiCrAlY粘结层和其中加入6-8%Y2O3的纳米ZrO2纳米陶瓷工作层,粘结层的粉末粒径为20-45μm,纳米ZrO2的原始粒径为50-100nm,加入Y2O3后经二次造粒,粒度大小为45-106μm;其制备方法为首先清洗炉棍并预热干燥,采用自动喷砂机进行喷砂处理;然后采用等离子喷涂设备按一定工艺要求制备中间粘结层和纳米陶瓷工作层,最后采用封孔剂对纳米陶瓷工作层表面进行涂覆封孔。本热障涂层及制备方法有效增强了高温炉辊的抗氧化、耐磨、耐蚀
一种纳米级稀土掺杂提高竖炉齿辊耐高温性能工艺及其堆焊焊丝.pdf
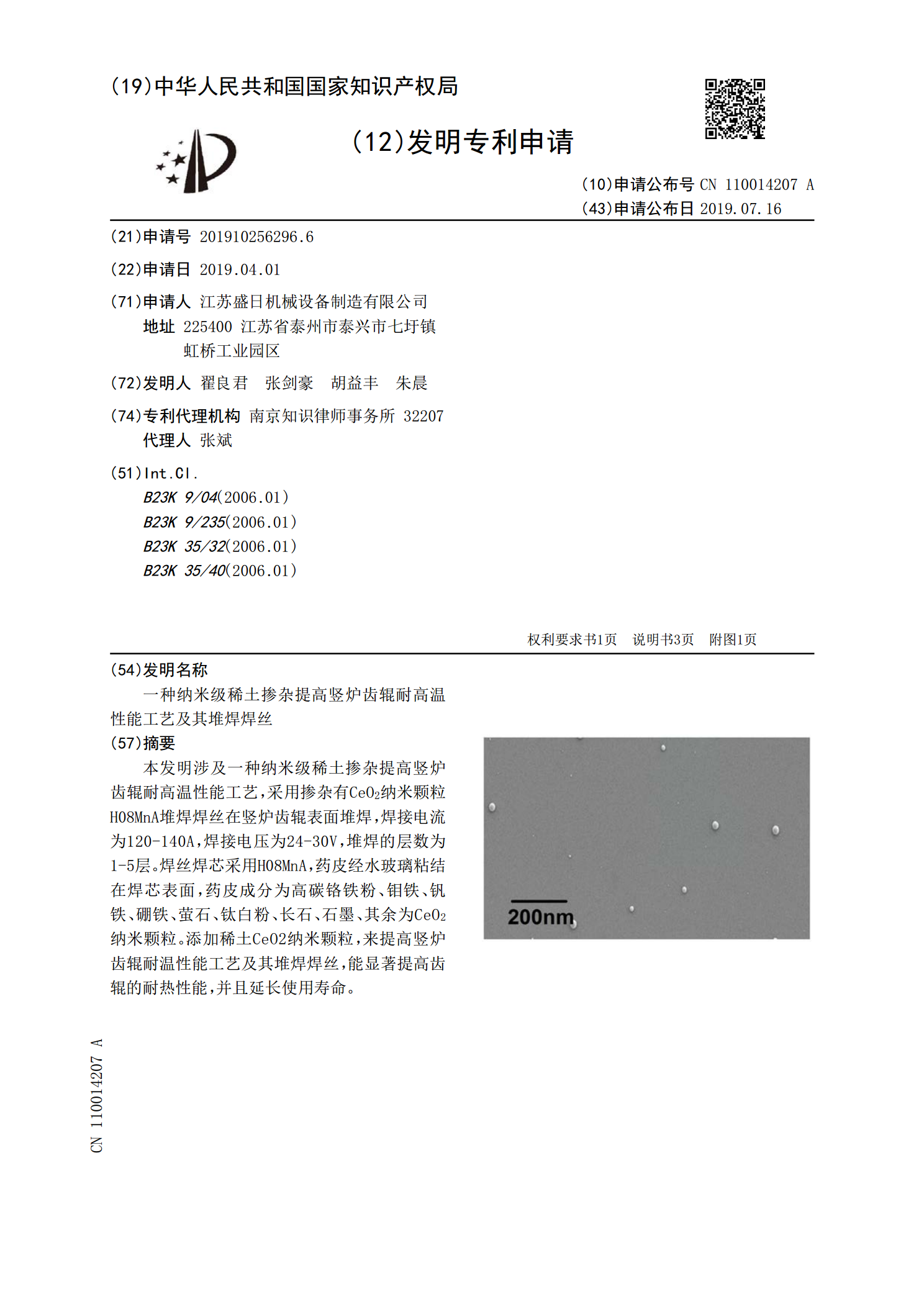
本发明涉及一种纳米级稀土掺杂提高竖炉齿辊耐高温性能工艺,采用掺杂有CeO