
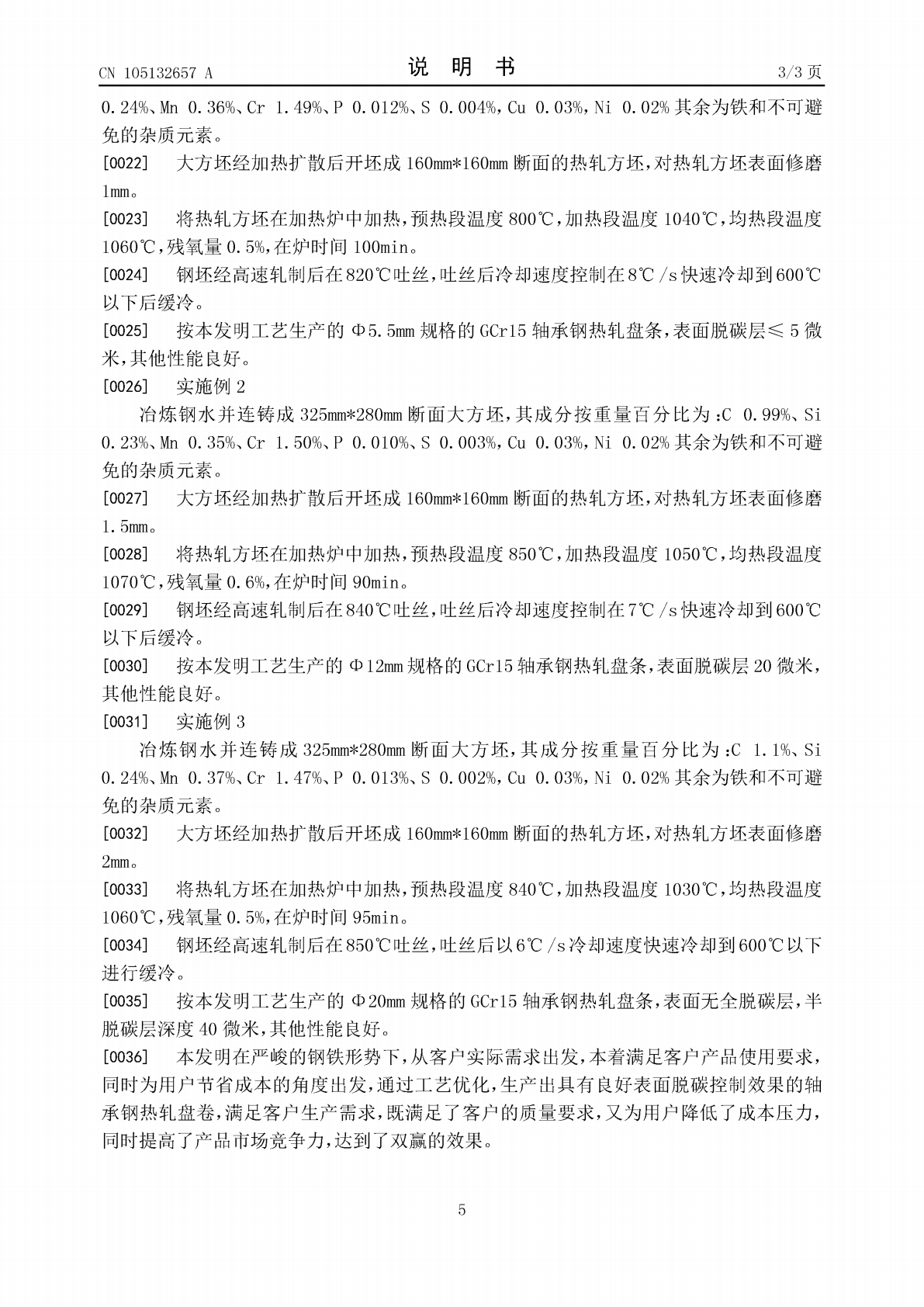
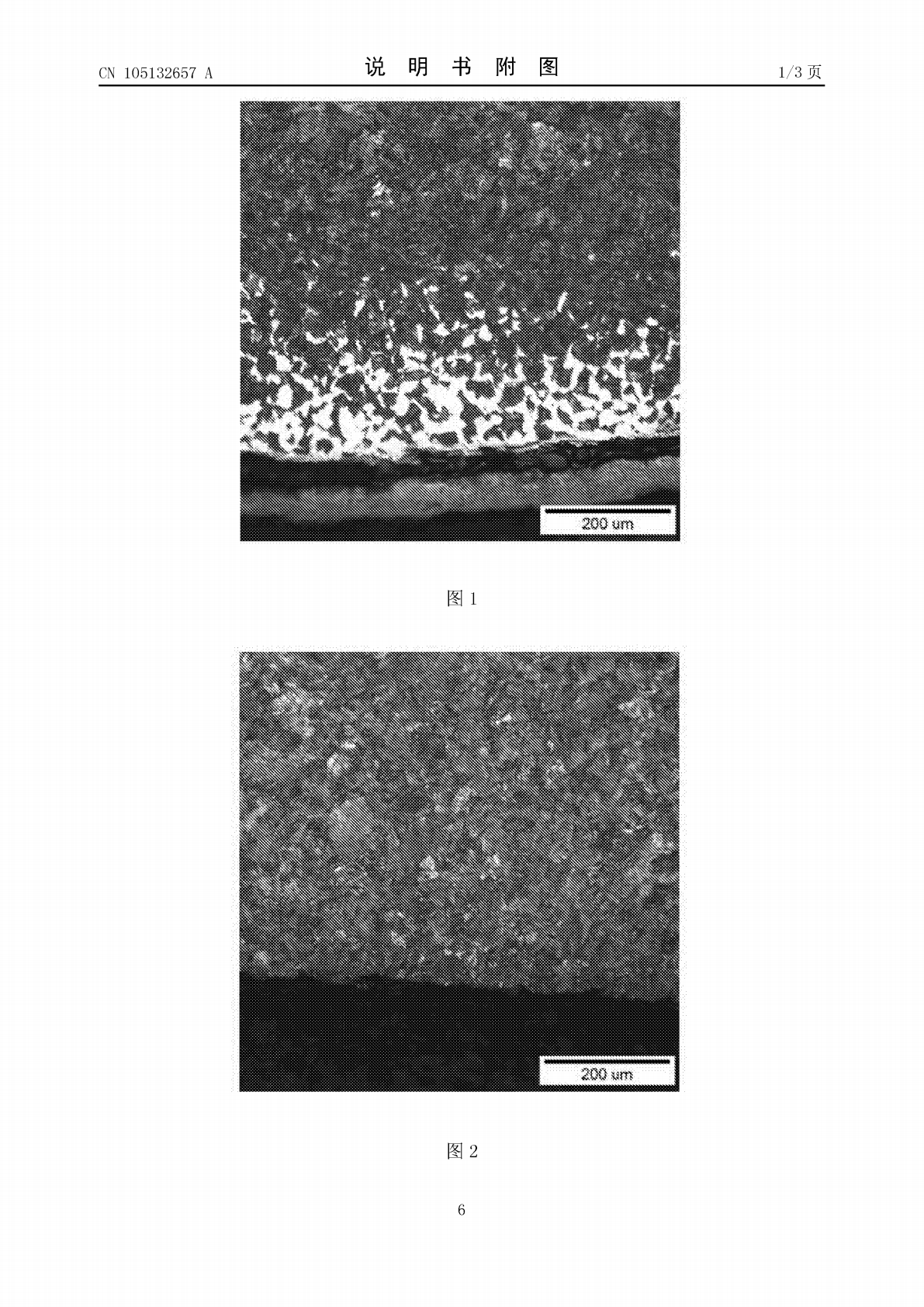
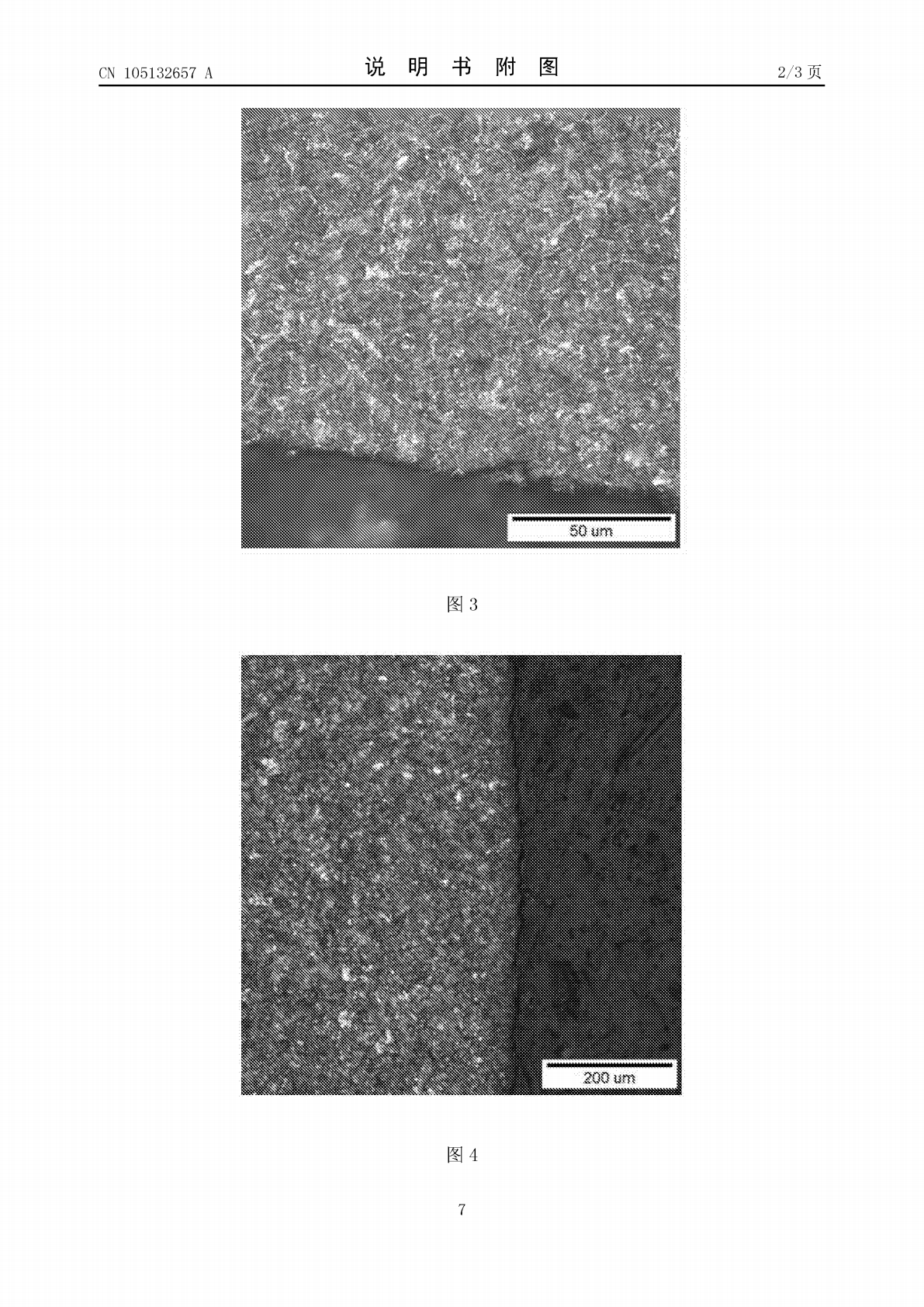
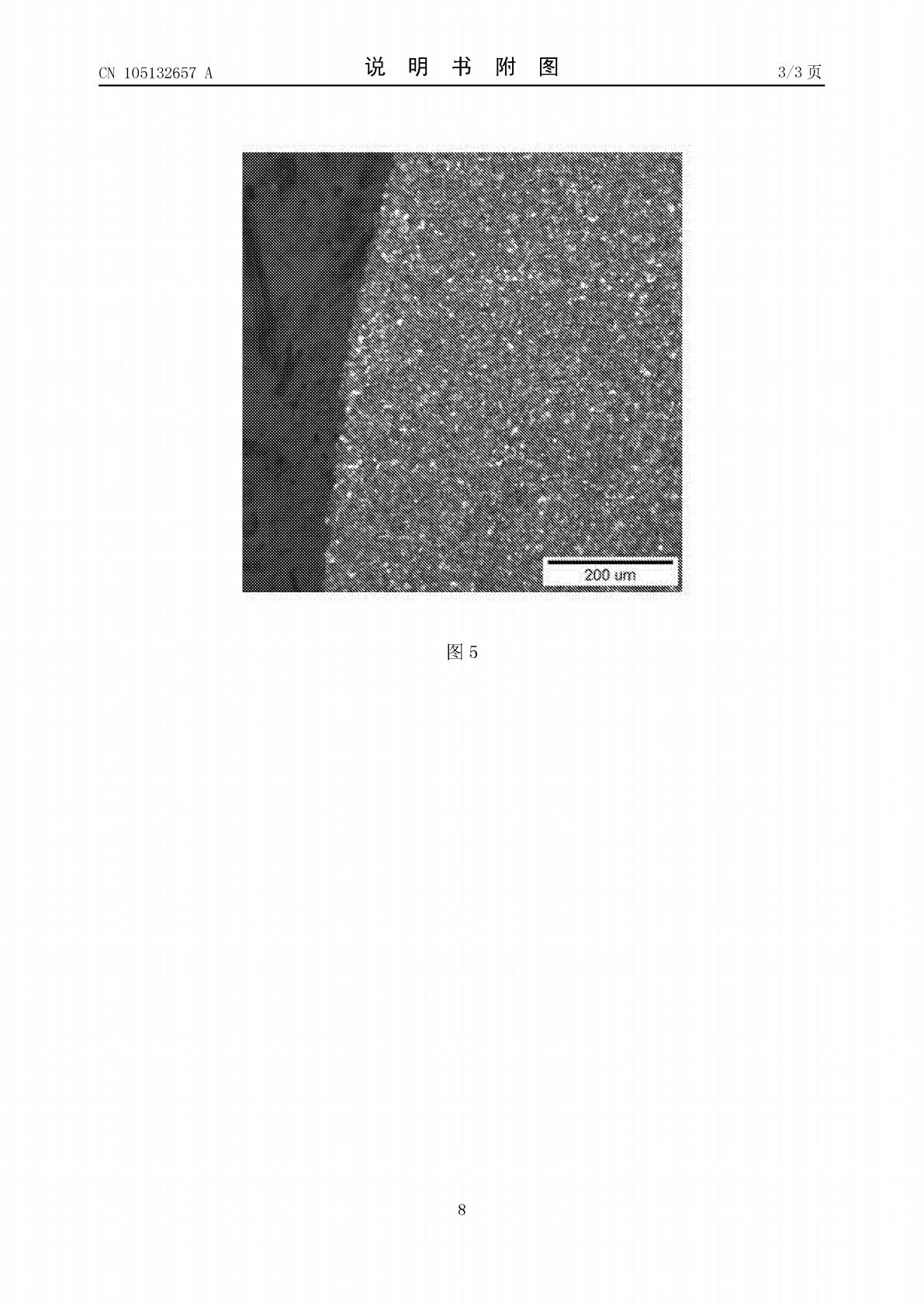
一种减轻高碳铬轴承钢线材表面脱碳层的方法.pdf

雨巷****莺莺

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减轻高碳铬轴承钢线材表面脱碳层的方法.pdf
本发明一种控制高碳铬轴承钢线材表面脱碳的方法,具体工艺过程如下:冶炼钢水并连铸成轴承钢连铸大方坯,将所述大方坯轧制成160mm×160mm断面的热轧方坯;对热轧方坯表面进行修磨,修磨量0.5-2mm;将热轧方坯在加热炉中加热,炉内采取微正压控制,炉内压力5-40Pa,炉内气氛采用弱氧化性气氛,通过调整空燃比使炉内残氧量≤2%;吐丝温度控制在800~850℃,吐丝后以5~10℃/s速率冷却到500~600℃后缓冷,得到热轧盘条。本发明获得的轴承钢线材,表面无全脱碳层,半脱碳层深度小于50微米,同时具有良好的
高碳铬轴承钢连续加热保温形成的脱碳层厚度的预测方法.pdf
本发明公开了高碳铬轴承钢连续加热保温形成的脱碳层厚度的预测方法,涉及钢铁生产技术领域,以轴承钢GCr15在气氛炉中进行脱碳实验的加热工艺和脱碳层厚度为实验数据,构建出加热温度、保温时间、加热速度和氧气浓度各因素与轴承钢脱碳层厚度之间的多元线性回归方程,并验证其显著性;将加热温度、保温时间、加热速度和脱碳气氛作为因变量,将修正后的连续加热下轴承钢GCr15表面脱碳层厚度作为自变量,构建出四种因素与脱碳层厚度之间的多元线性回归模型,用以预测在一定加热温度、加热速率、保温时间和氧气浓度下的轴承钢表脱碳层厚度,并
一种高碳铬轴承钢热轧盘条的线材轧制工艺.pdf
本发明公开了一种高碳铬轴承钢热轧盘条的线材轧制工艺,高碳铬轴承钢热轧盘条的线材轧制工艺主要使用装置包括加热炉、小型加温箱、滚动传输带、推杆、线材轧制机、缓冷装置、裁切装置、卷动装置、抛光打磨装置、矫直装置、以及高碳铬轴承钢钢板胚等。通过在生产线上通过将快速降温装置进行替换,使得更换成缓冷装置,使用时,通过缓冷装置内部的温度可进行逐步进行调节,使得在使用时,将批量次的放置在缓冷装置内部,使得通过对缓冷装内部的温度进行逐步降低的方式使得对内部进行降温,使得起到增加装置使用时,避免高碳铬轴承钢钢板胚在快速降温的
一种大规格高碳铬轴承钢热轧盘条及其高速线材生产方法.pdf
本发明提供一种大规格高碳铬轴承钢热轧盘条及其高速线材生产方法,包括以下步骤:(1)连铸方坯在加热炉中加热,预热段温度为830~880℃、加热段温度为1150~1210℃、均热段温度为1190~1220℃;(2)连铸方坯在高温段内保温,保温时间≥120min;(3)连铸方坯采用高速轧钢机轧制,控制开轧温度为1090~1120℃,吐丝温度860~900℃,控制吐丝机摆动振幅,将连铸方坯轧制成热轧盘条;(4)将完成轧制的热轧盘条,以0.7~0.9℃/s冷却速度,冷却至≥550℃,控制斯太尔摩线辊道的速度并进行集
一种减轻GCr15轴承钢脱碳层深度的加热方法.pdf
本发明是一种减轻GCr15轴承钢脱碳层深度的加热方法,钢坯先在保温炉中保温,保温温度为500‑600℃,保温时间为30min;然后送入步进梁式加热炉分4段加热,预热段为850‑1020℃,加热一段温度为1100‑1190℃,加热时间大于35min,加热二段温度为1180‑1220℃,均热一段温度为1180‑1220℃,均热二段温度为1170‑1210℃,加热二段到均热二段的加热时间大于130min;加热过程通入氧气,预热段氧气流量80000‑90000m