
一种低铬铁素体不锈钢连续轧制的方法.pdf

是秋****写意


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低铬铁素体不锈钢连续轧制的方法.pdf
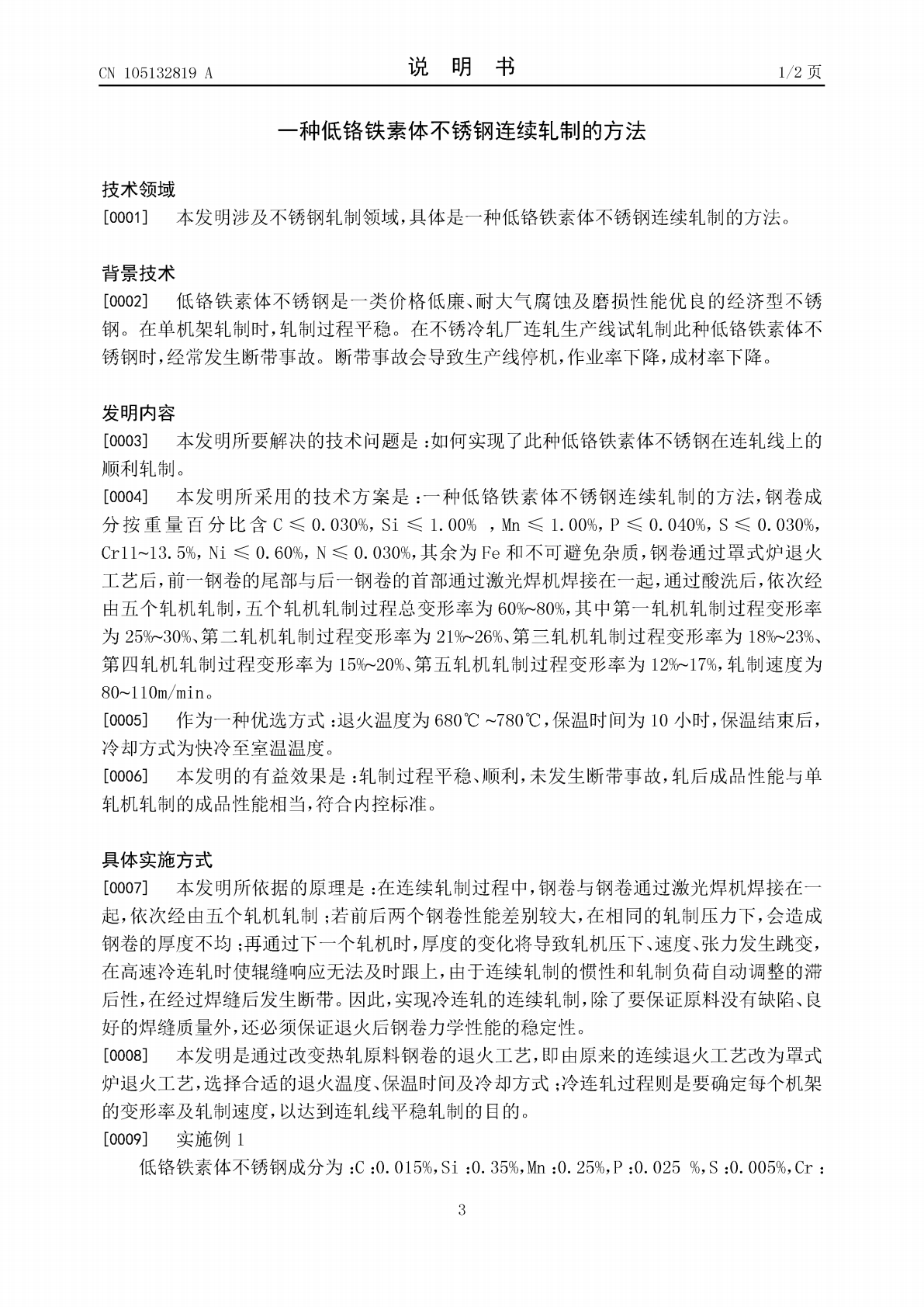
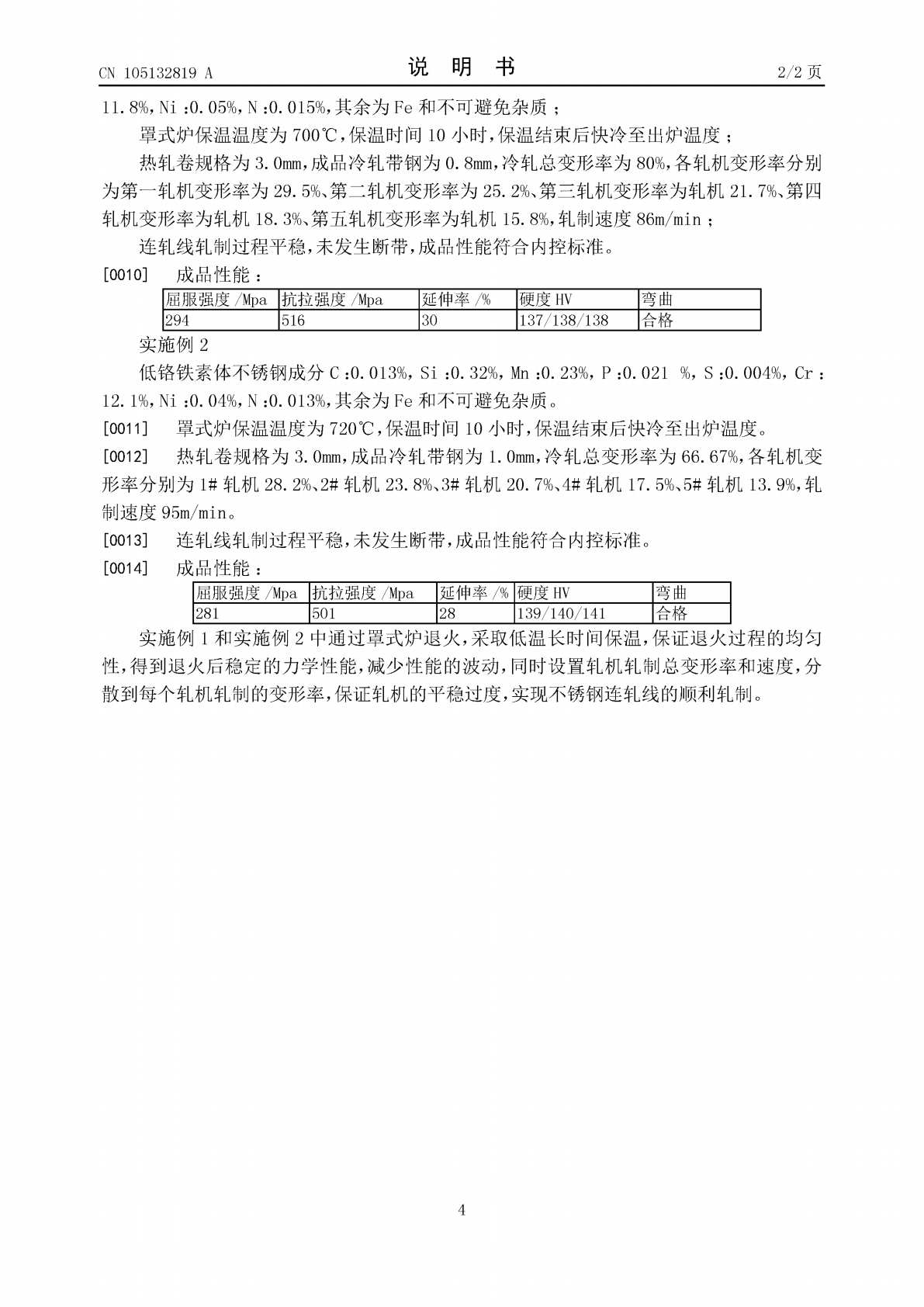
本发明涉及不锈钢轧制领域,具体是一种低铬铁素体不锈钢连续轧制的方法。一种低铬铁素体不锈钢连续轧制的方法,选择合适的钢卷,钢卷通过罩式炉退火工艺后,前一钢卷的尾部与后一钢卷的首部通过激光焊机焊接在一起,通过酸洗后,依次经由五个轧机轧制,五个轧机轧制过程总变形率为60%~80%,轧制速度为80~110m/min。本发明的有益效果是:轧制过程平稳、顺利,未发生断带事故,轧后成品性能与单轧机轧制的成品性能相当,符合内控标准。
一种低铬铁素体不锈钢及其制造方法.pdf
本发明提供了一种低铬铁素体不锈钢及其制造方法,所述低铬铁素体不锈钢按重量百分比包括以下组分:碳≤0.02%、硅≤0.50%、锰≤0.50%、磷≤0.035%、硫≤0.010%、铬11.00‑11.75%、氮≤0.03%、镍≤0.30%、钛≤0.12%,余量为铁,制备方法包括以下步骤:将钢坯进行热轧得到热轧卷,将热轧卷送入连续卧式退火炉中退火,之后进行除磷、酸洗、刷洗、干燥、轧制,得到冷硬卷;将冷硬卷送入连续卧式退火炉中退火,之后酸洗、拉伸矫直,得到所需不锈钢。本发明所述的低铬铁素体不锈钢的制造方法通过在连
一种中铬铁素体不锈钢制造方法.pdf
本发明提供了一种中铬铁素体不锈钢制造方法,包括冶炼→连铸→热轧→卷取→酸洗→冷轧→冷卷退火→酸洗工序,所述热轧工序中,热轧黑皮卷以860-1000℃的终轧温度进行热轧,以750-850℃温度进行卷取;卷取后热卷直接进保温坑保温,进保温坑热卷温度大于750℃,钢卷缓冷冷却速度小于20℃/h,当钢卷温度低于200℃后出坑,空冷至室温;热轧黑皮卷直接在连续酸洗线上进行酸洗,去除表面氧化皮;酸洗后钢卷进行冷轧;冷轧带钢再结晶连续退火;酸洗去除表面氧化铁皮,同时对带钢进行钝化处理。本发明免去了热卷罩式炉退火工序,工
一种中铬铁素体不锈钢及其制造方法.pdf
本发明涉及一种中铬铁素体不锈钢,其质量百分比化学成分为C:0.010-0.030%,S:≤0.010%%,P≤0.035%,Si:0.30-1.0%,Mn≤0.30%,Cr:16.0-18.0%,N:0.010-0.030%,Ti:0.1-0.3%,V:0-0.3%,Nb:0-0.3%,Ti%+Nb%+V%≥2×(C%+N%),Si%≥2×Mn%,其余为铁及不可避免的杂质。本发明的中铬铁素体不锈钢的制造方法,包括:电炉+AOD两步法冶炼,经浇铸→热轧→APH连续退火酸洗→冷轧→APC冷退酸洗,得到屈服强度
一种减少含镍低铬铁素体不锈钢铸坯横裂的方法.pdf
本发明涉及不锈钢冶炼领域。一种减少含镍低铬铁素体不锈钢铸坯横裂的方法,加热后进行轧制,加热过程过热度控制在48‑55℃;铸坯切割后,采用红送集中堆放,并在轧制前入保温坑,铸坯冷却速度控制在20‑30℃/小时;从铸坯拉出到热轧卷产出过程中,连铸铸坯切割完成到进入保温坑的时间间隔≤8小时,保温坑到加热炉的时间≤16小时。本发明的有益效果是:解决含镍低铬铁素体不锈钢铸坯常温横裂的问题。