
超超临界锅炉高温屏式过热器不开坡口管排焊接工艺.pdf

宏硕****mo


1/9
2/9
3/9
4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超超临界锅炉高温屏式过热器不开坡口管排焊接工艺.pdf
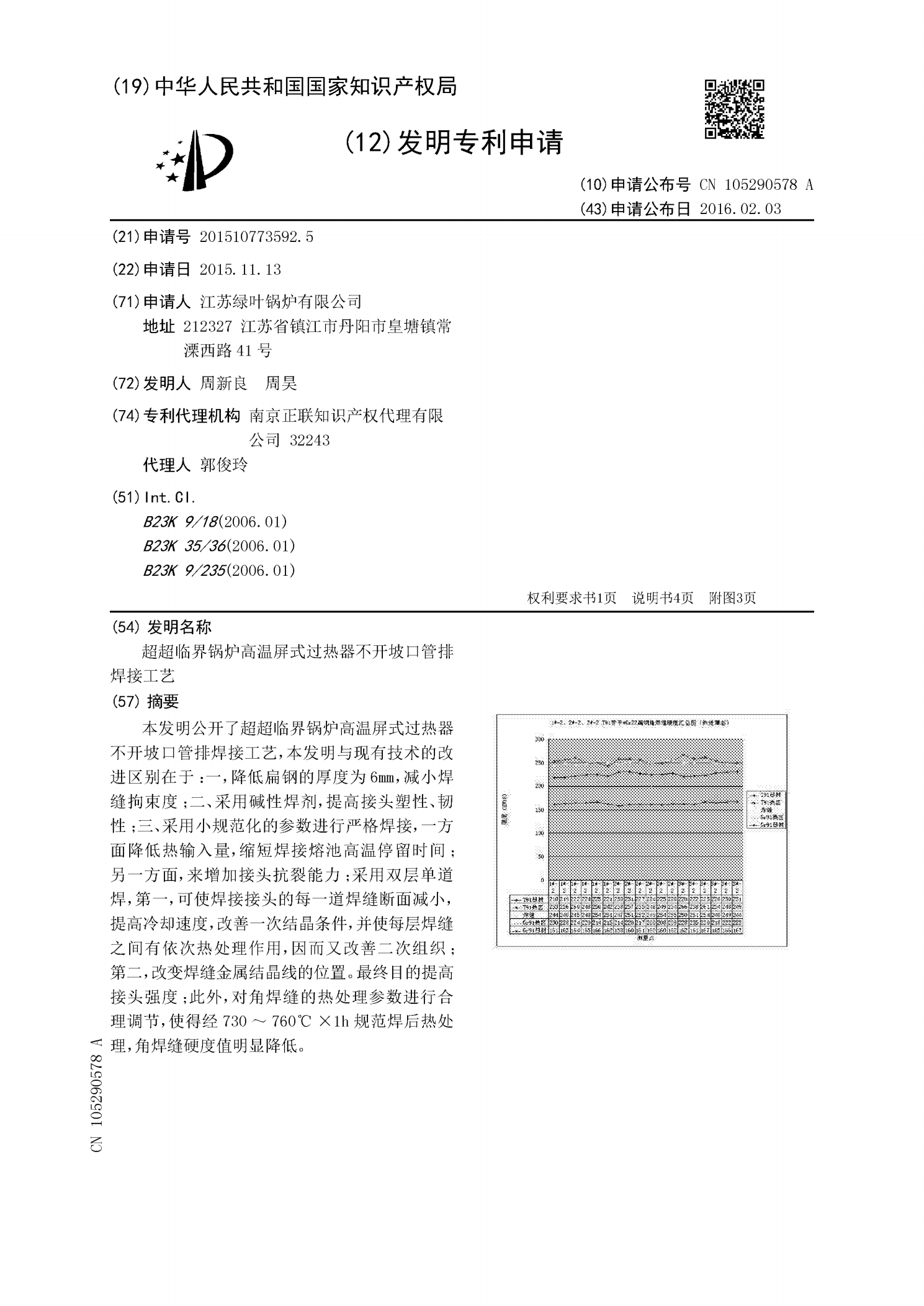
本发明公开了超超临界锅炉高温屏式过热器不开坡口管排焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;采用双层单道焊,第一,可使焊接接头的每一道焊缝断面减小,提高冷却速度,改善一次结晶条件,并使每层焊缝之间有依次热处理作用,因而又改善二次组织;第二,改变焊缝金属结晶线的位置。最终目的提高接头强度;此外,对角焊缝的热处理参数进
基于超超临界锅炉高温屏式过热器管排焊接工艺.pdf
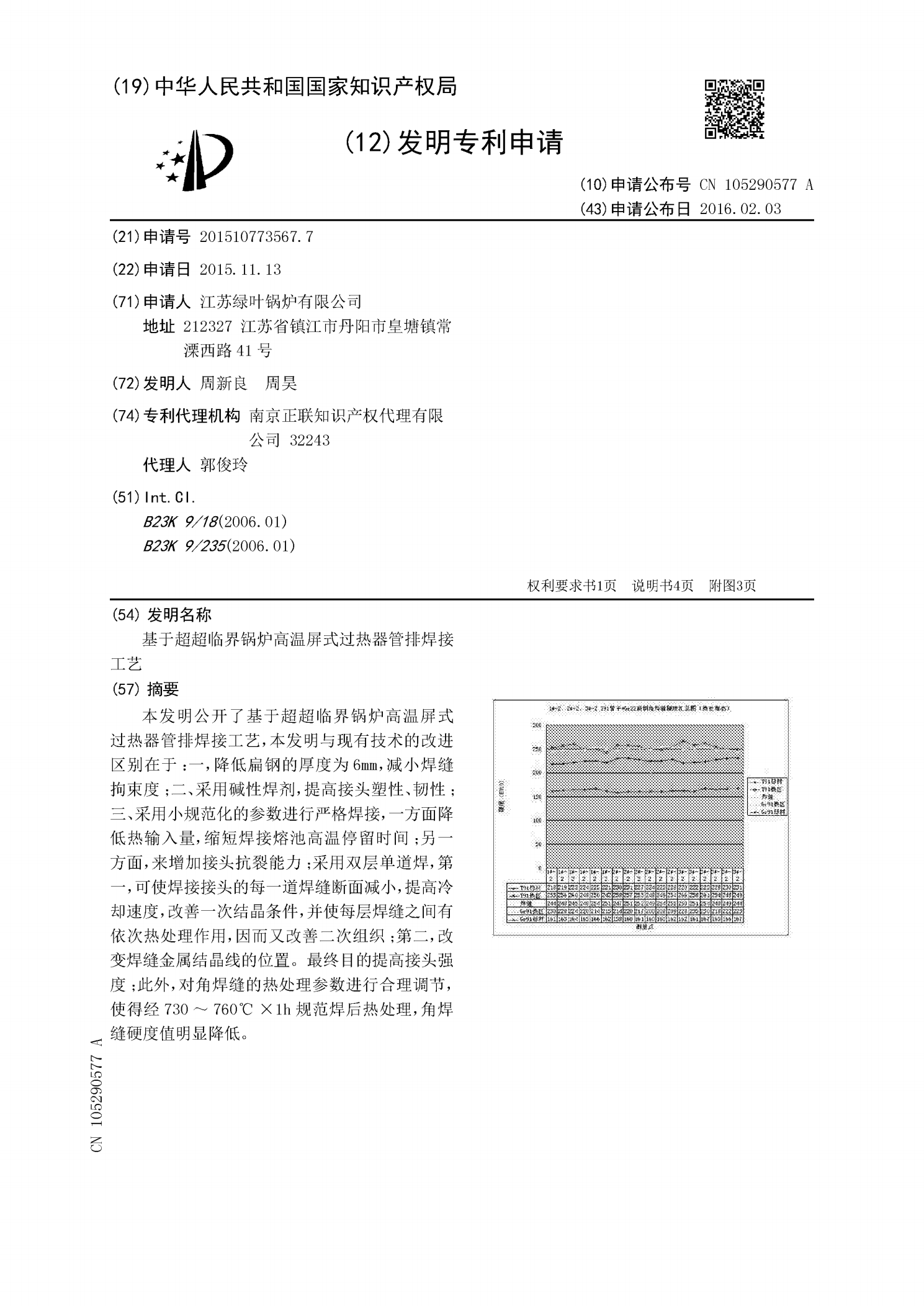
本发明公开了基于超超临界锅炉高温屏式过热器管排焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;采用双层单道焊,第一,可使焊接接头的每一道焊缝断面减小,提高冷却速度,改善一次结晶条件,并使每层焊缝之间有依次热处理作用,因而又改善二次组织;第二,改变焊缝金属结晶线的位置。最终目的提高接头强度;此外,对角焊缝的热处理参数进行合
超超临界锅炉高温屏式过热器管排单层单道焊接工艺.pdf
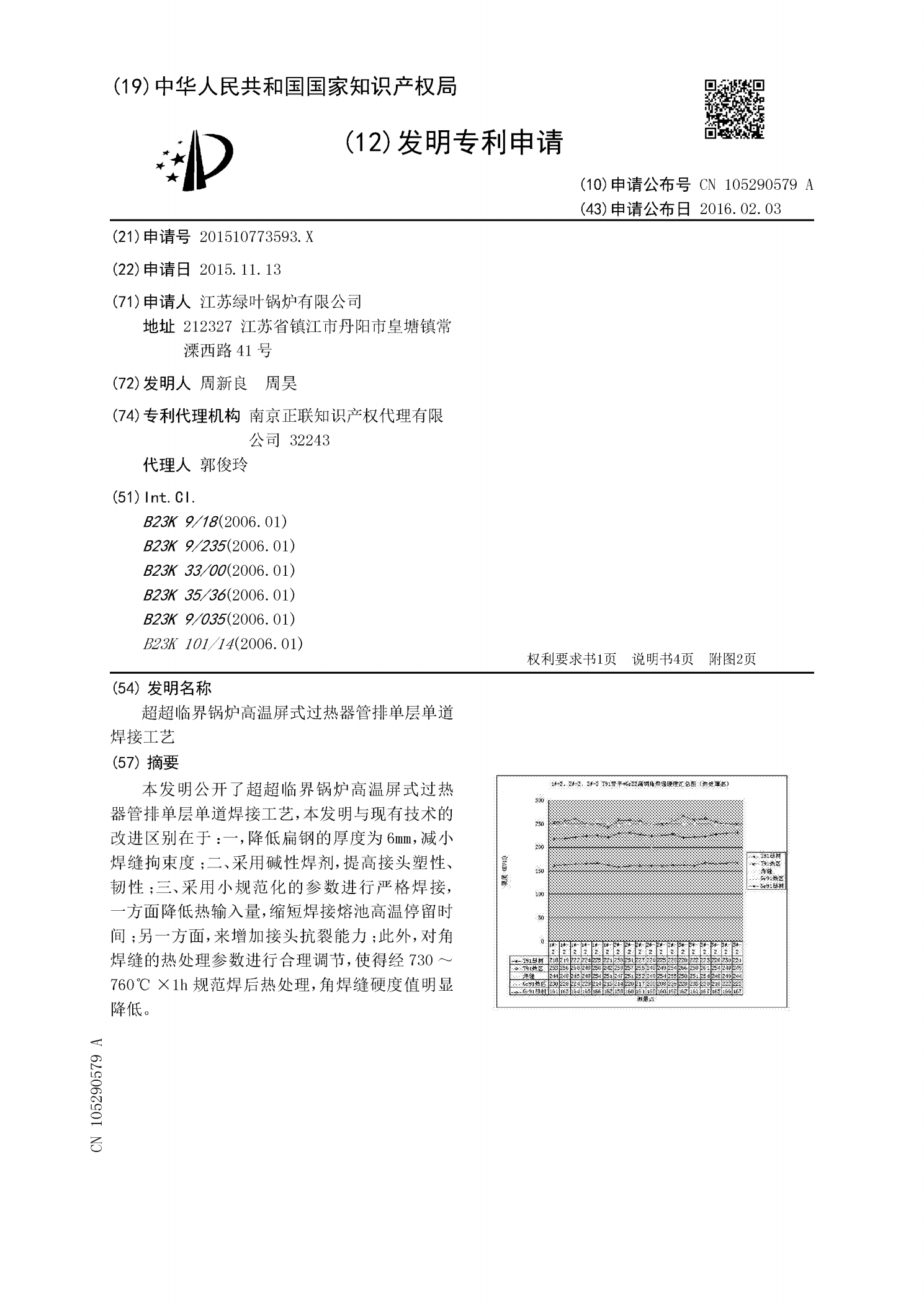
本发明公开了超超临界锅炉高温屏式过热器管排单层单道焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;此外,对角焊缝的热处理参数进行合理调节,使得经730~760℃×1h规范焊×18热处理,角焊缝硬度值明显降低。

超超临界锅炉屏式过热器爆管原因研究.pptx
超超临界锅炉屏式过热器爆管原因研究目录超超临界锅炉屏式过热器的结构和工作原理结构特点工作原理热工控制原理超超临界锅炉屏式过热器爆管的现象和影响爆管现象描述爆管对锅炉运行的影响爆管对安全性的影响超超临界锅炉屏式过热器爆管的原因分析制造和安装过程中的问题运行和维护不当的原因长期使用和磨损的原因超超临界锅炉屏式过热器爆管的预防措施加强制造和安装质量控制优化运行和维护方案定期检查和维修超超临界锅炉屏式过热器爆管的事故处理紧急停炉措施爆管修复方法安全注意事项超超临界锅炉屏式过热器爆管的研究展望加强基础研究工作提高检
超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法.pdf
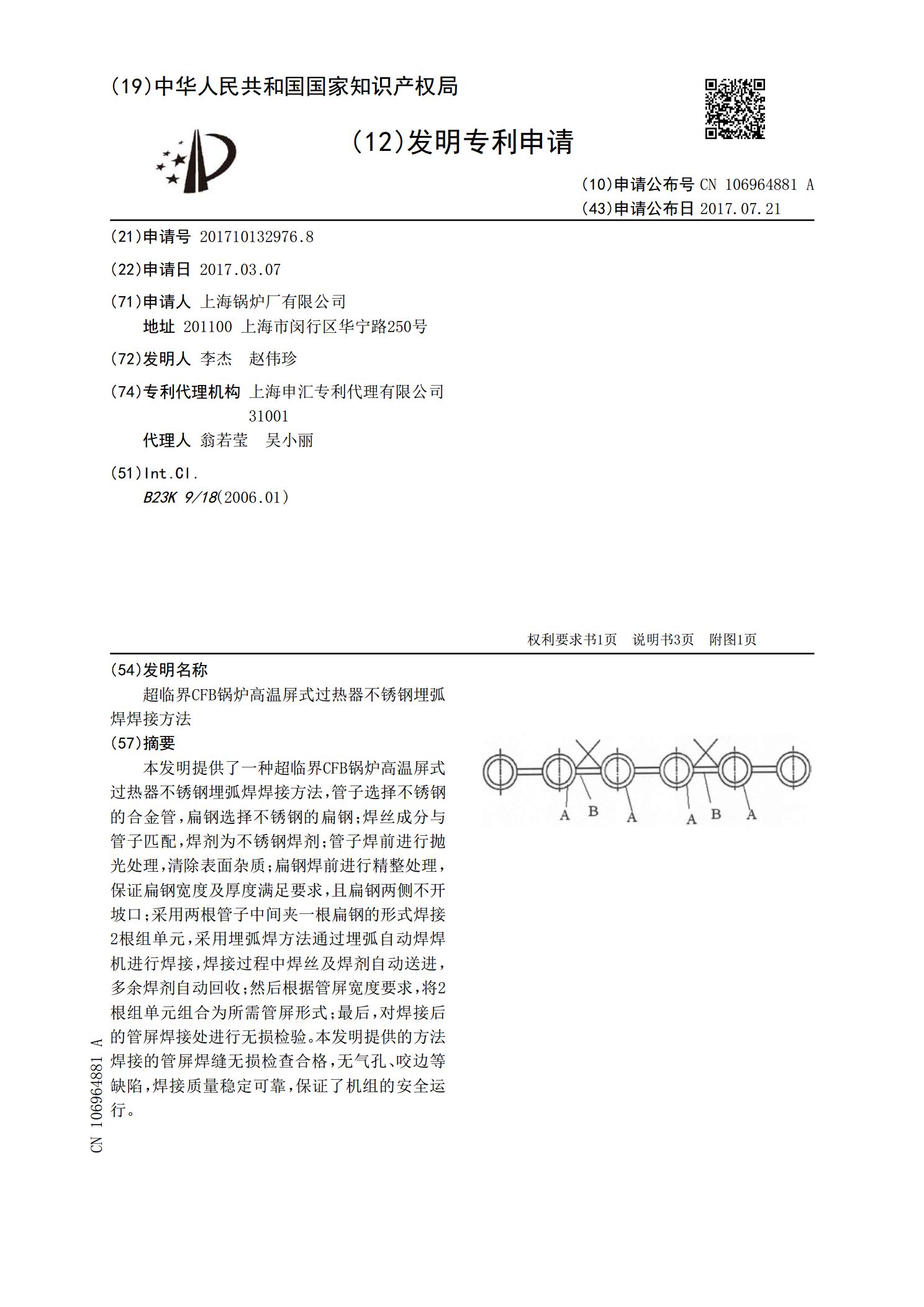
本发明提供了一种超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法,管子选择不锈钢的合金管,扁钢选择不锈钢的扁钢;焊丝成分与管子匹配,焊剂为不锈钢焊剂;管子焊前进行抛光处理,清除表面杂质;扁钢焊前进行精整处理,保证扁钢宽度及厚度满足要求,且扁钢两侧不开坡口;采用两根管子中间夹一根扁钢的形式焊接2根组单元,采用埋弧焊方法通过埋弧自动焊焊机进行焊接,焊接过程中焊丝及焊剂自动送进,多余焊剂自动回收;然后根据管屏宽度要求,将2根组单元组合为所需管屏形式;最后,对焊接后的管屏焊接处进行无损检验。本发明提供的方法焊接