
超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法.pdf

一吃****春艳

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法.pdf
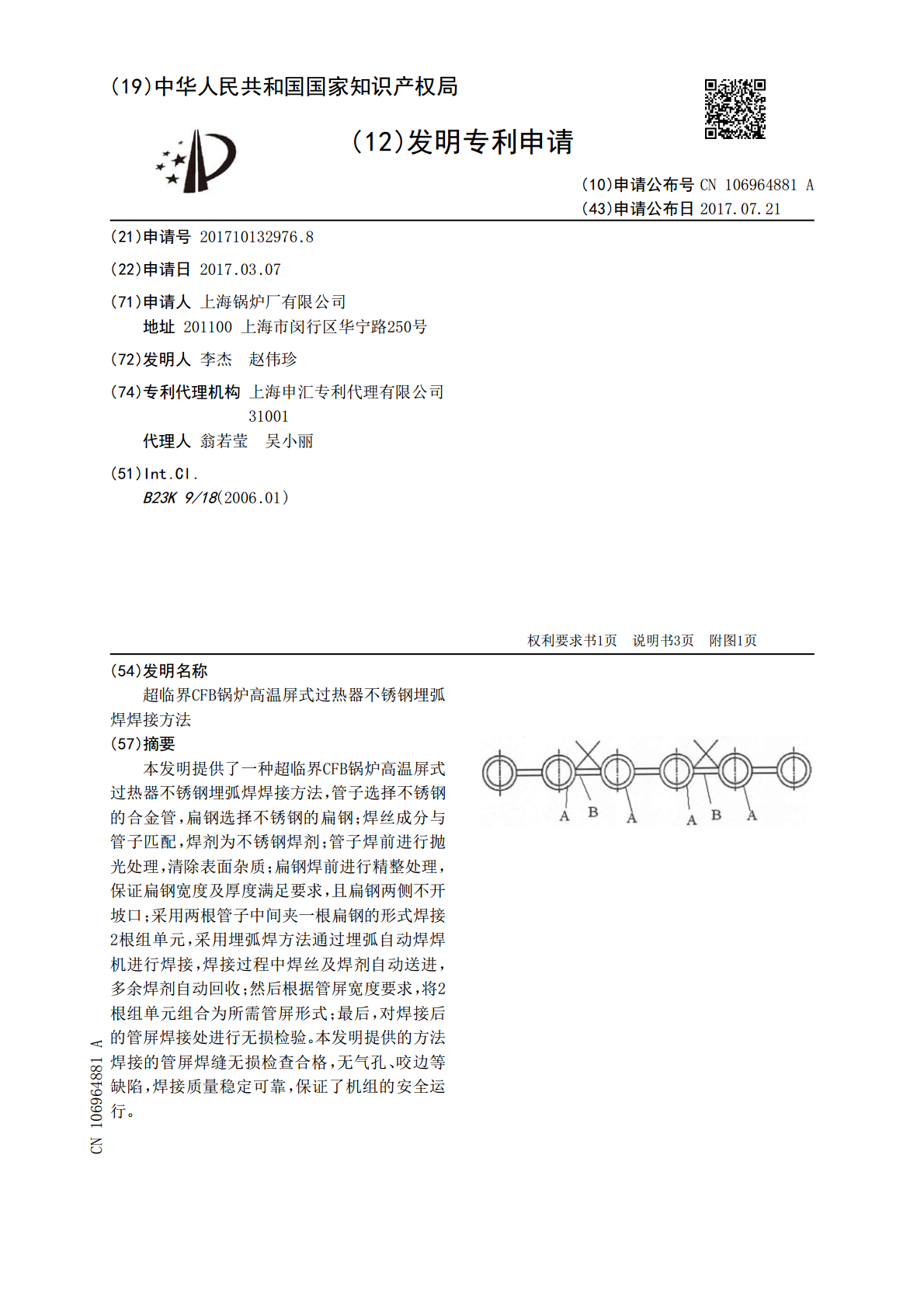
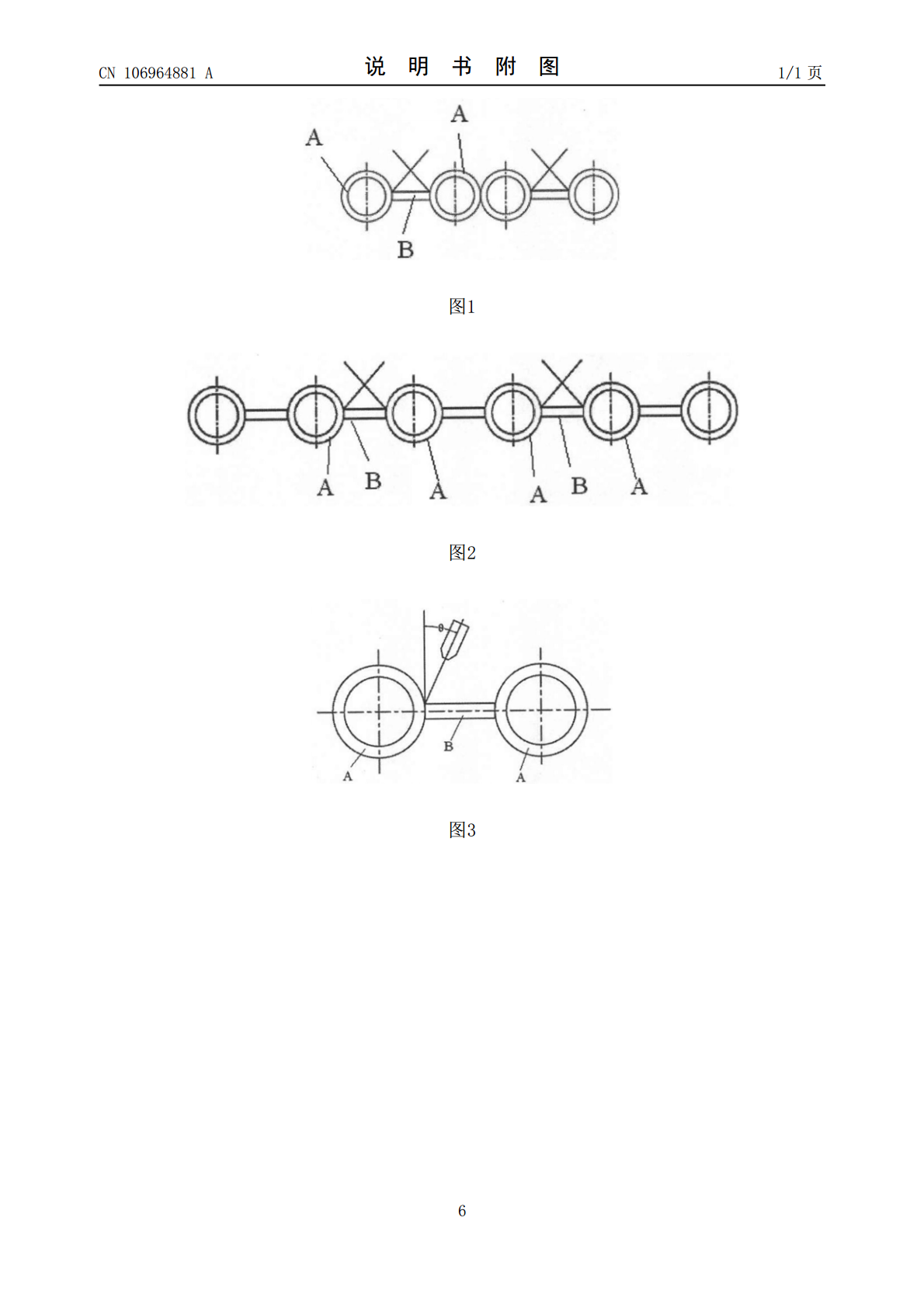
本发明提供了一种超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法,管子选择不锈钢的合金管,扁钢选择不锈钢的扁钢;焊丝成分与管子匹配,焊剂为不锈钢焊剂;管子焊前进行抛光处理,清除表面杂质;扁钢焊前进行精整处理,保证扁钢宽度及厚度满足要求,且扁钢两侧不开坡口;采用两根管子中间夹一根扁钢的形式焊接2根组单元,采用埋弧焊方法通过埋弧自动焊焊机进行焊接,焊接过程中焊丝及焊剂自动送进,多余焊剂自动回收;然后根据管屏宽度要求,将2根组单元组合为所需管屏形式;最后,对焊接后的管屏焊接处进行无损检验。本发明提供的方法焊接
基于超超临界锅炉高温屏式过热器管排焊接工艺.pdf
本发明公开了基于超超临界锅炉高温屏式过热器管排焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;采用双层单道焊,第一,可使焊接接头的每一道焊缝断面减小,提高冷却速度,改善一次结晶条件,并使每层焊缝之间有依次热处理作用,因而又改善二次组织;第二,改变焊缝金属结晶线的位置。最终目的提高接头强度;此外,对角焊缝的热处理参数进行合
超超临界锅炉高温屏式过热器不开坡口管排焊接工艺.pdf
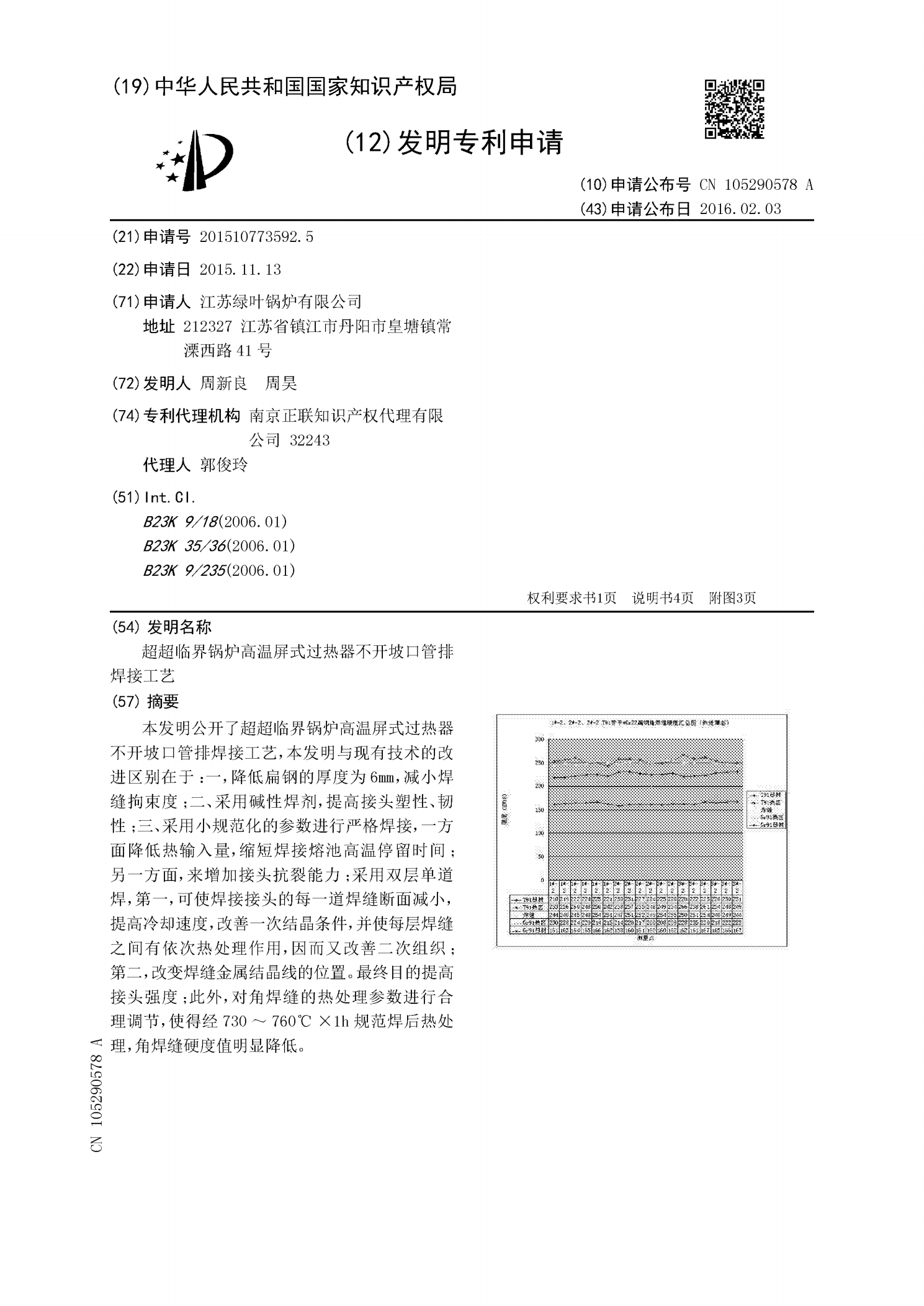
本发明公开了超超临界锅炉高温屏式过热器不开坡口管排焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;采用双层单道焊,第一,可使焊接接头的每一道焊缝断面减小,提高冷却速度,改善一次结晶条件,并使每层焊缝之间有依次热处理作用,因而又改善二次组织;第二,改变焊缝金属结晶线的位置。最终目的提高接头强度;此外,对角焊缝的热处理参数进
超超临界锅炉高温屏式过热器管排单层单道焊接工艺.pdf
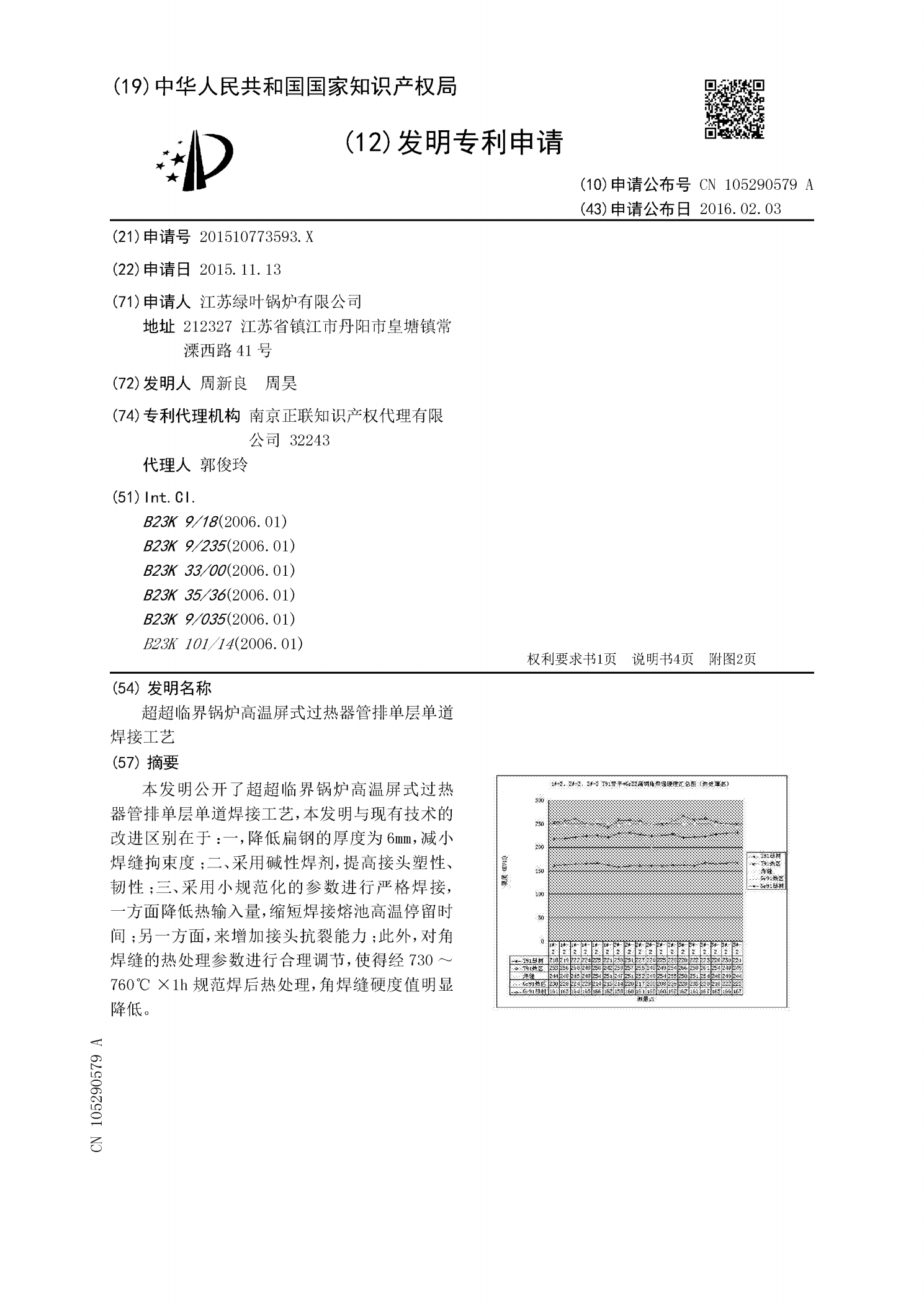
本发明公开了超超临界锅炉高温屏式过热器管排单层单道焊接工艺,本发明与现有技术的改进区别在于:一,降低扁钢的厚度为6mm,减小焊缝拘束度;二、采用碱性焊剂,提高接头塑性、韧性;三、采用小规范化的参数进行严格焊接,一方面降低热输入量,缩短焊接熔池高温停留时间;另一方面,来增加接头抗裂能力;此外,对角焊缝的热处理参数进行合理调节,使得经730~760℃×1h规范焊×18热处理,角焊缝硬度值明显降低。

焊接方法与设备——埋弧焊.ppt
《焊接方法与设备》第三章埋弧焊第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊----------埋弧焊的原理及特点第三章埋弧焊---------