
一种手用锥度销子铰刀防变形盐浴炉淬火工艺.pdf

小琛****82

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种手用锥度销子铰刀防变形盐浴炉淬火工艺.pdf
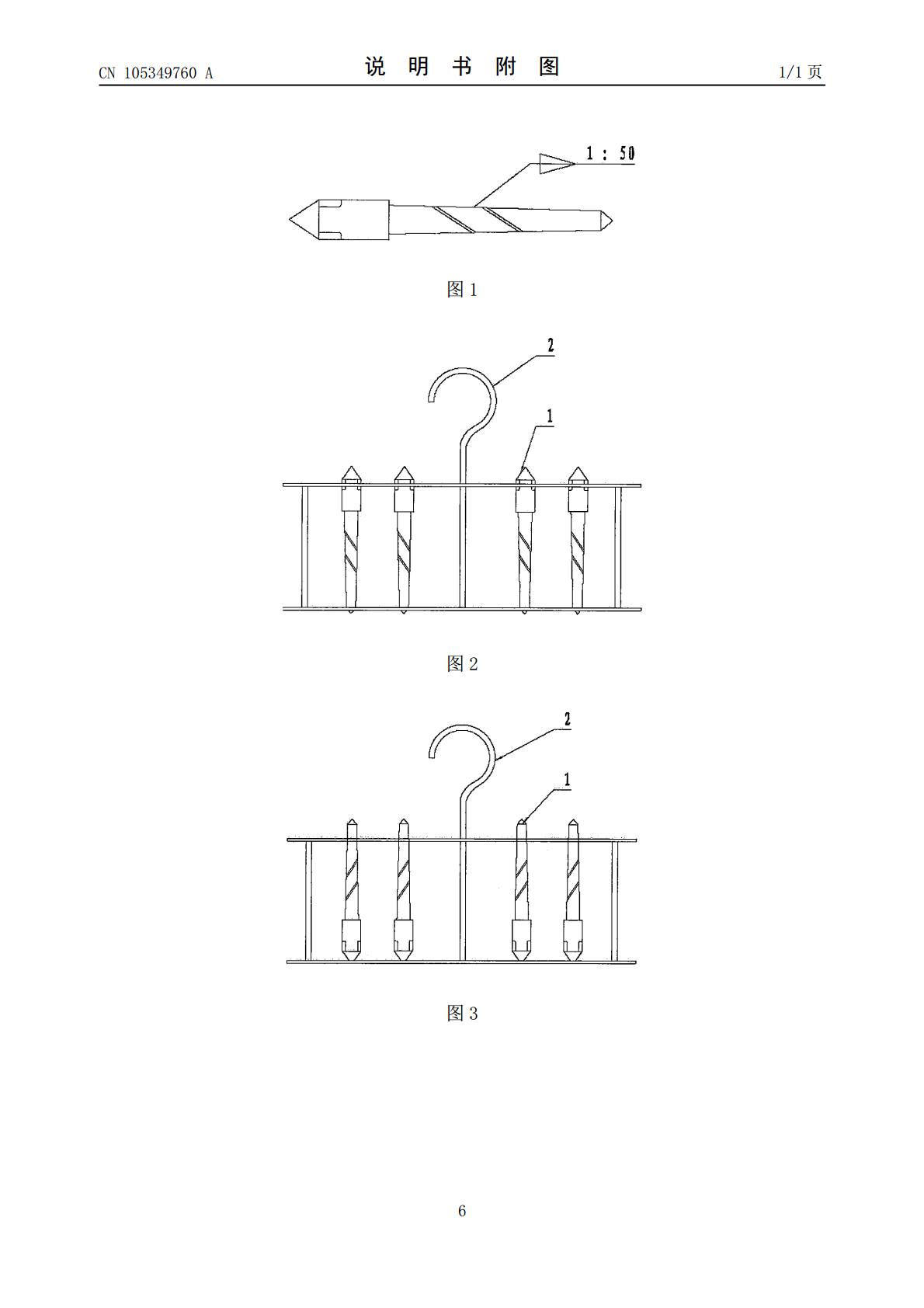
本发明提供了一种手用锥度销子铰刀防变形盐浴炉淬火工艺,解决了锥铰刀变形后无法校直的问题。其淬火工艺步骤,主要包括去应力、插淬火架、烘干、预热、淬火加热、分级冷却、清洗、回火、清洗的步骤;其中所述预热步骤,为两次预热;所述淬火加热,把经过第二次预热的锥铰直接转入1160~1180℃高温盐炉中进行淬火加热。本发明方法,解决了长期困扰的手用锥铰淬火变形问题,照所述工艺执行结果锥铰硬度和径向圆跳动变形量完全达到使用要求,锥铰刀成品率大幅提高,产品的成本则大幅降低,工艺效果显著。
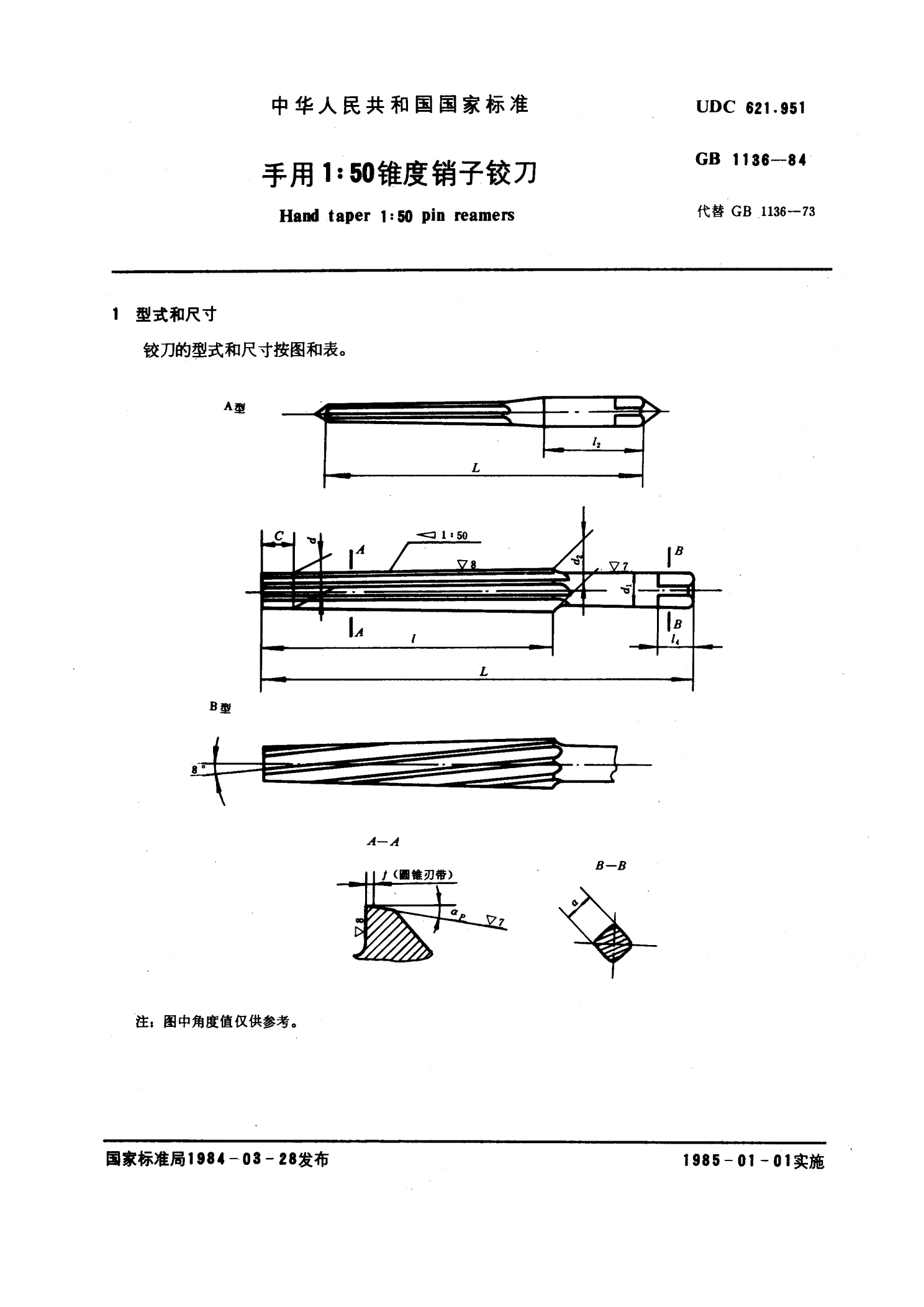
GB1136-84手用1:50锥度销子铰刀.pdf

淬火工艺守则(盐浴炉).docx
淬火工艺守则(盐浴炉)淬火工艺守则(盐浴炉)摘要:淬火是金属材料加工过程中非常重要的热处理工艺,其目的是通过控制金属的冷却速度来改变材料的结构和性能。而盐浴炉淬火是一种常用的淬火方式,其具有较高的加热速度和冷却速度,能够达到较高的硬化效果。然而,如果盐浴炉淬火工艺不符合守则,就有可能导致淬火效果不理想,甚至引发一系列的问题。本文将探讨淬火工艺守则(盐浴炉)及其对淬火效果的影响,以及如何正确控制淬火工艺以获得良好的淬火效果。第一部分:淬火工艺概述1.1淬火的定义及作用淬火是一种金属热处理工艺,通过在材料达到

一种离合器加强盘防变形盐浴淬火工艺.pdf
本发明公开了一种离合器加强盘防变形盐浴淬火工艺,设备包括:盐浴淬火炉和恒定压力回火炉,先对离合器加强盘施以双级热处理进行奥氏体化,采用等温盐浴淬火,等温盐浴淬火:先以加热温度的85%以上温度预热,再施以加热温度持续加热不低于40min,盐浴等温温度280℃保持50min;淬火后采用恒压中温回火,恒压中温回火:采用空冷并保持回火时的工装压力,配合冷却台顶置的施压装置可始终保持对产品施加恒定压力26Mpa。本发明具有淬火后的产品尺寸变化量可得到最小化控制;避免回火应力释放后对定型效果的影响的优点。
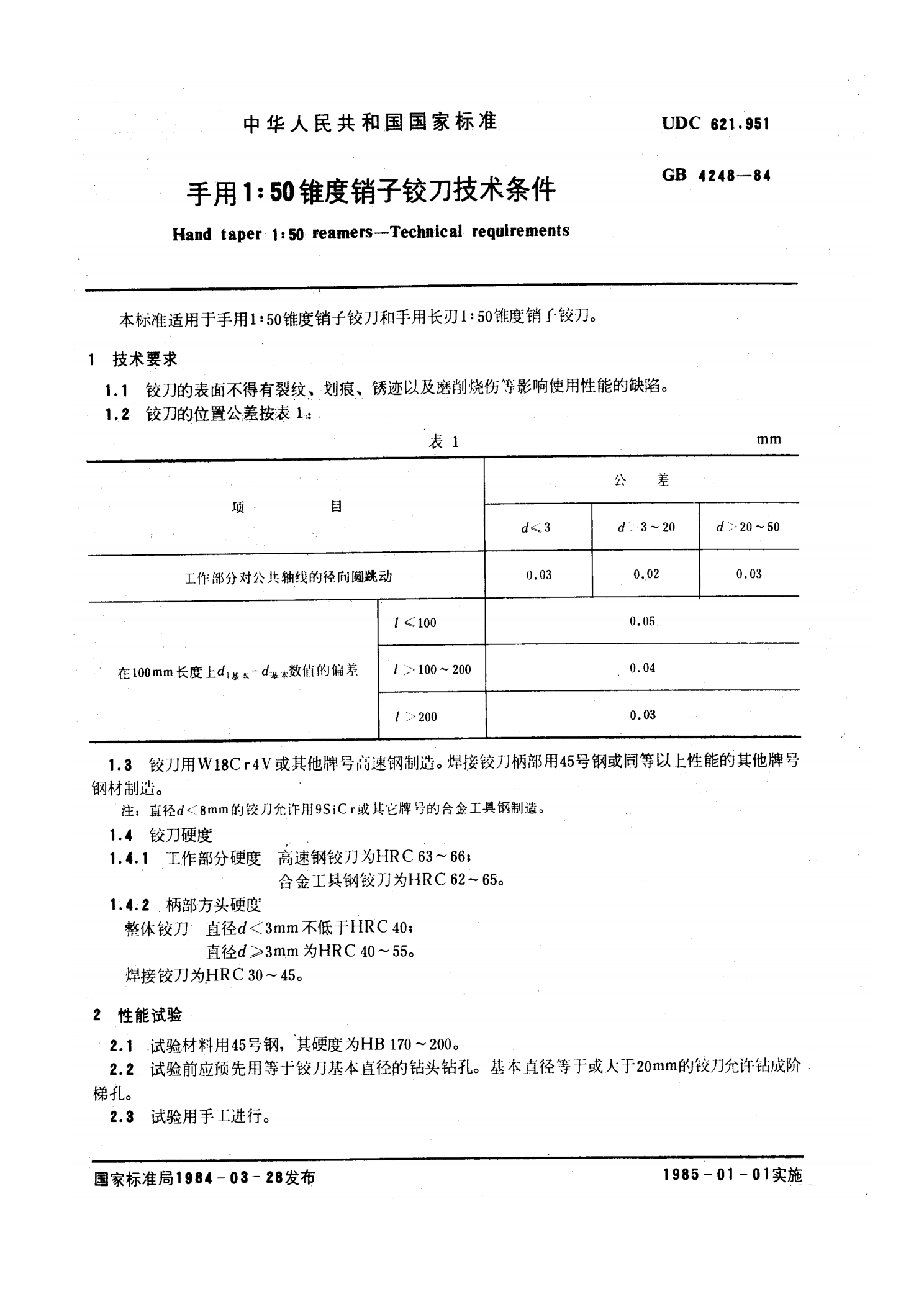
GB4248-84手用1:50锥度销子铰刀技术条件.pdf