
一种大口径无缝厚壁及特厚壁钢管的成形工艺.pdf

佳宁****么啦

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大口径无缝厚壁及特厚壁钢管的成形工艺.pdf
一种大口径无缝厚壁及特厚壁钢管的成形工艺,涉及大口径无缝厚壁及特厚壁钢管生产制造设备及二辊斜轧往复轧制和连线减径轧制工艺,包括以下步骤:1)坯料准备:将连铸实心管切断,形成连铸圆管坯;2)管坯加热:将连铸圆管坯置于环形炉加热;3)第一次减径:将加热后的连铸圆管坯经过二辊斜轧穿孔机穿孔,形成空心毛管;4)第二次减径:将空心毛管送至穿孔机前台进行二次往复式轧制;5)第三次减径:将空心毛管送至二辊斜轧轧管机受料槽进行减径轧制;6)成品管定径:送至定径机进行最终成形。本发明利用二辊斜轧穿孔机减径穿孔和往复轧管后,

大口径厚壁无缝钢管规格表_小口径厚壁无缝钢管规格表_厚壁无缝钢管规格表.pdf
.最新常用聊城宽达钢管厚壁无缝钢管规格表大全常用厚壁无缝钢管规格表<一6*1-1.5-2.570*4.5-5-6-7-8-9-10-12-15-16245*8-10-14-17-20-22-30-4014*1.5-2.5-373*4-4.5-5-6-7-8-9-10-12-1
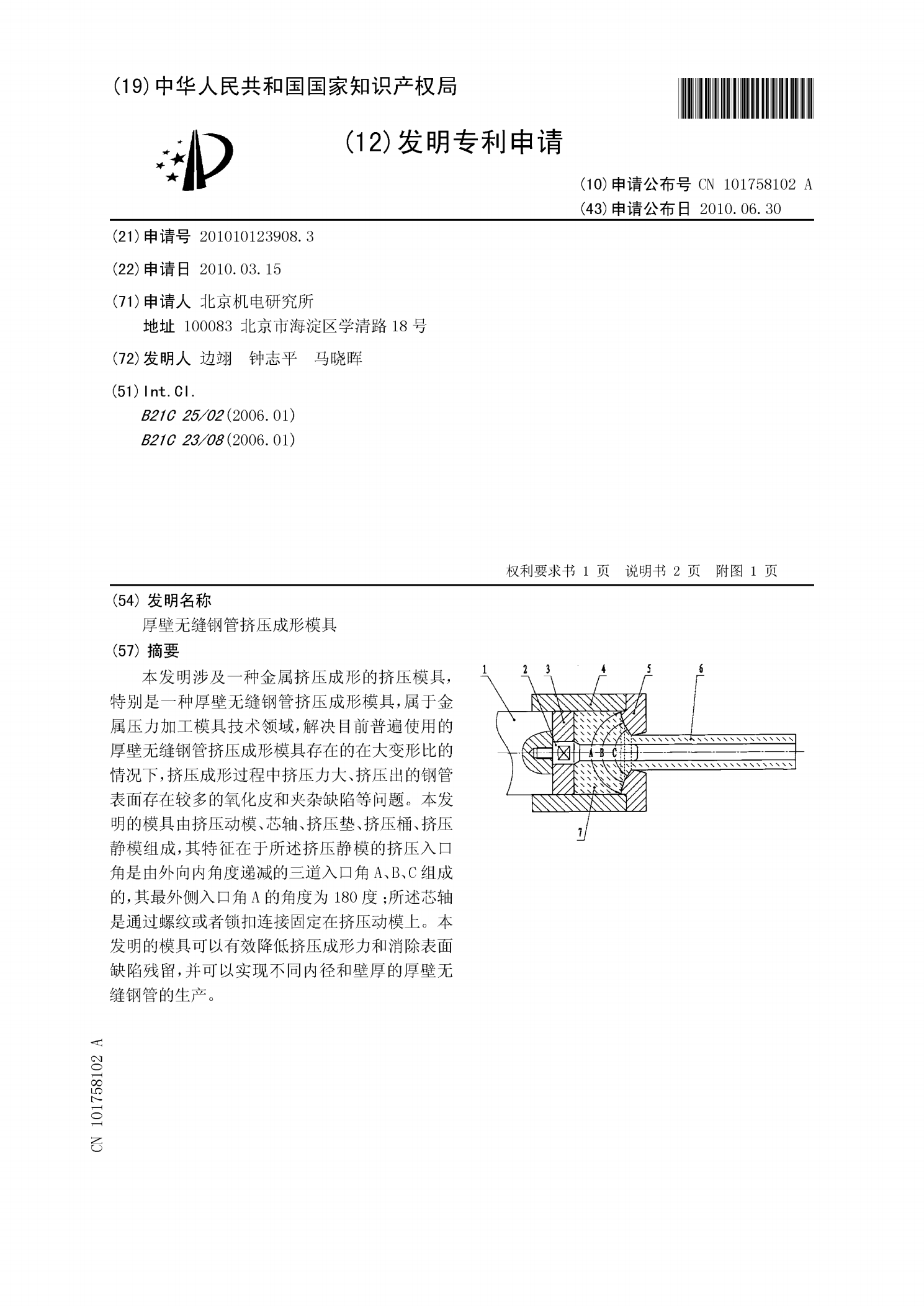
厚壁无缝钢管挤压成形模具.pdf
本发明涉及一种金属挤压成形的挤压模具,特别是一种厚壁无缝钢管挤压成形模具,属于金属压力加工模具技术领域,解决目前普遍使用的厚壁无缝钢管挤压成形模具存在的在大变形比的情况下,挤压成形过程中挤压力大、挤压出的钢管表面存在较多的氧化皮和夹杂缺陷等问题。本发明的模具由挤压动模、芯轴、挤压垫、挤压桶、挤压静模组成,其特征在于所述挤压静模的挤压入口角是由外向内角度递减的三道入口角A、B、C组成的,其最外侧入口角A的角度为180度;所述芯轴是通过螺纹或者锁扣连接固定在挤压动模上。本发明的模具可以有效降低挤压成形力和消除

一种大口径特厚壁无缝钢管及其制造方法.pdf
本发明提供了一种大口径特厚壁无缝钢管及其制造方法。所述制造方法包括将管坯轧制成无缝钢管后进行调质处理的步骤,其中,所述管坯的化学成分按重量百分比计为C:≤0.20%、Si:0.10~0.55%、Mn:1.10~1.70%、P≤0.020%、S≤0.015%、Nb≤0.05%、V≤0.10%、Ti:0.007~0.05%、Cr:0.10~0.60%、Ni:0.20~1.40%、Cu:≤0.35%、Mo:0.08~0.60%、Al:0.015~0.050%、B:0.0005~0.0030%%以及余量的铁和不可
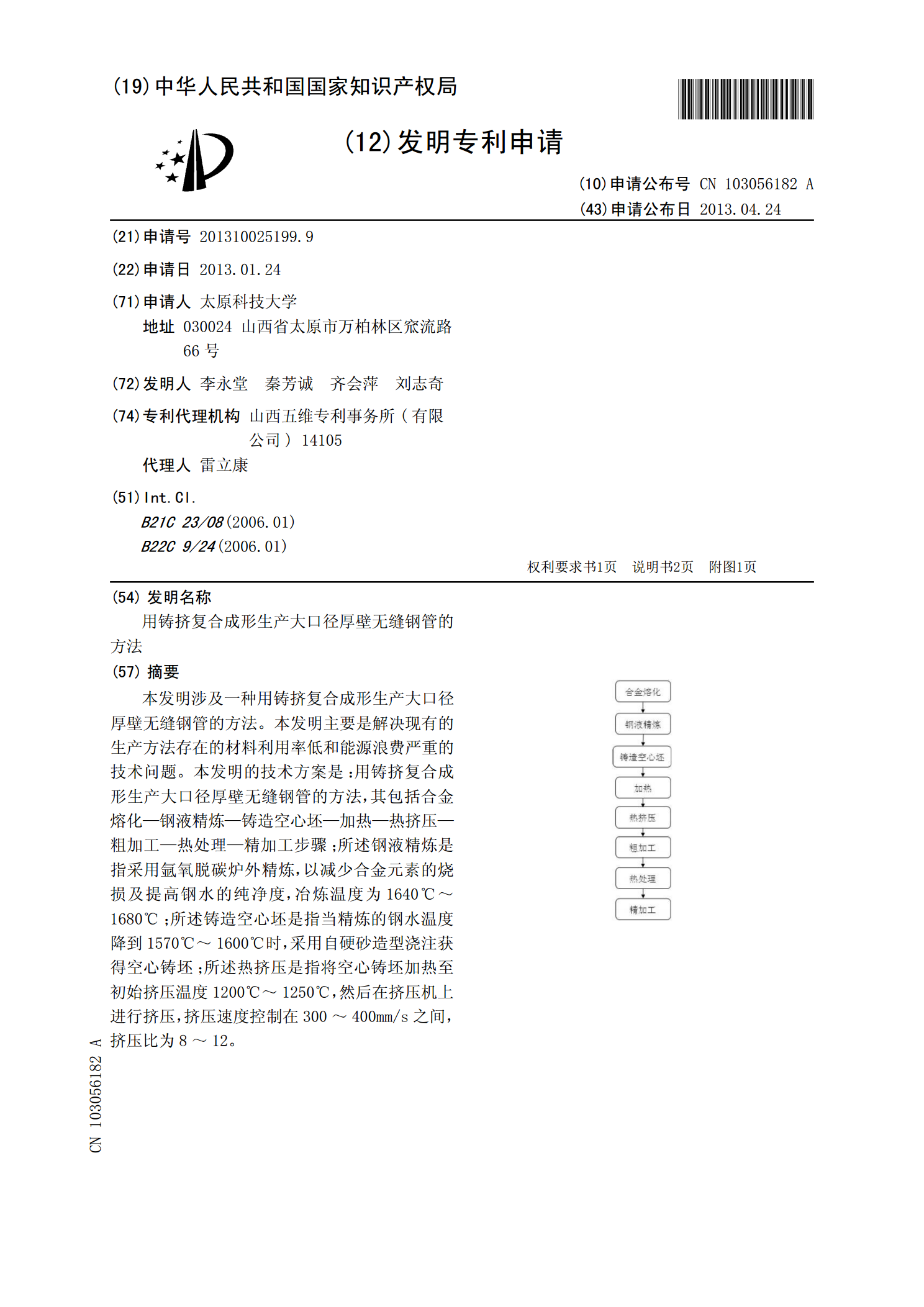
用铸挤复合成形生产大口径厚壁无缝钢管的方法.pdf
本发明涉及一种用铸挤复合成形生产大口径厚壁无缝钢管的方法。本发明主要是解决现有的生产方法存在的材料利用率低和能源浪费严重的技术问题。本发明的技术方案是:用铸挤复合成形生产大口径厚壁无缝钢管的方法,其包括合金熔化—钢液精炼—铸造空心坯—加热—热挤压—粗加工—热处理—精加工步骤;所述钢液精炼是指采用氩氧脱碳炉外精炼,以减少合金元素的烧损及提高钢水的纯净度,冶炼温度为1640℃~1680℃;所述铸造空心坯是指当精炼的钢水温度降到1570℃~1600℃时,采用自硬砂造型浇注获得空心铸坯;所述热挤压是指将空心铸坯加