
屈服强度≥650MPa级高强度高韧性热轧磁轭钢及生产方法.pdf

雨巷****凝海


1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
屈服强度≥650MPa级高强度高韧性热轧磁轭钢及生产方法.pdf
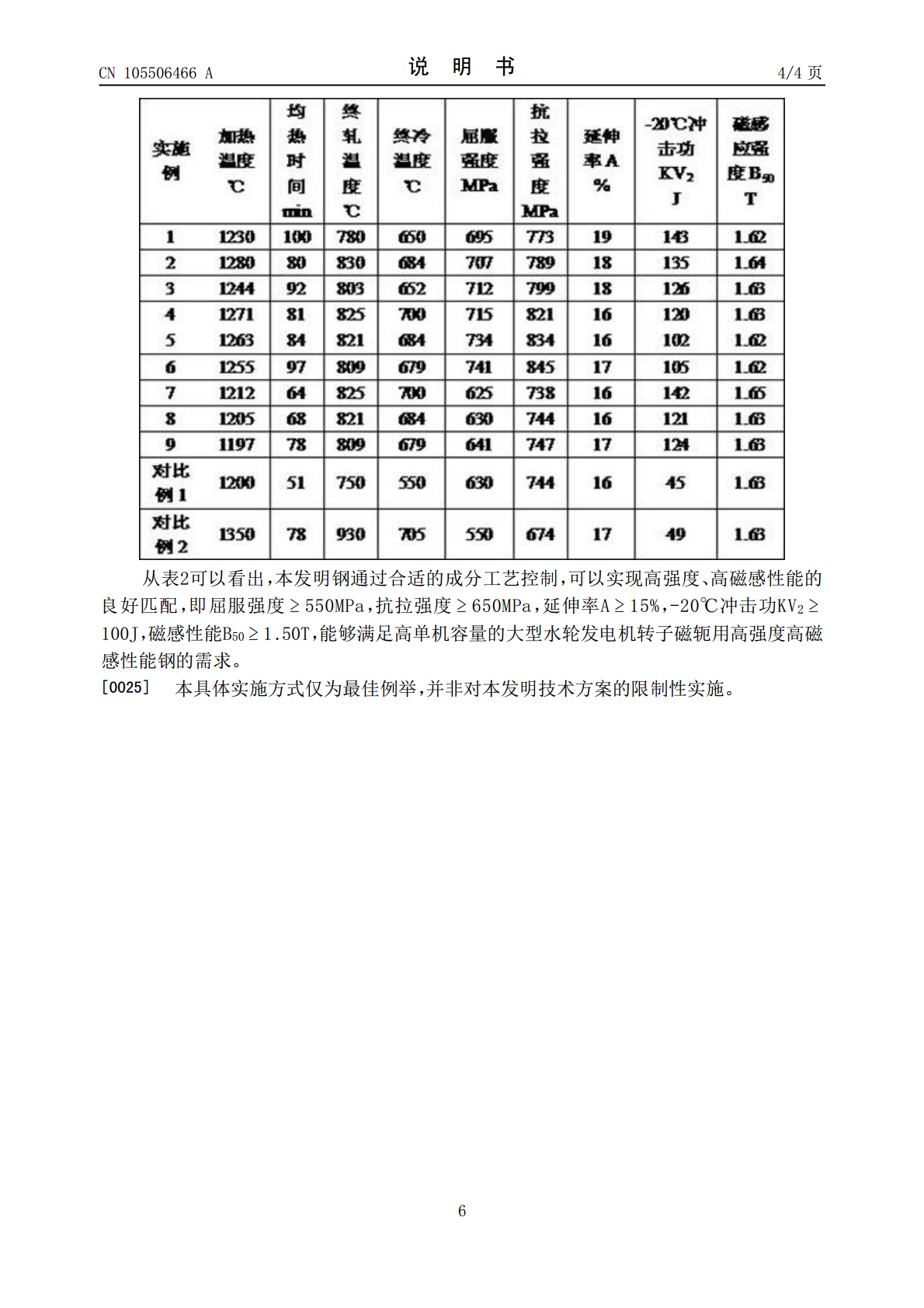
屈服强度≥650MPa级高强度高韧性热轧磁轭钢,其组分及wt%为:C:0.01~0.03%,Si:≤0.15%,Mn:1.45~1.75%,P:≤0.020%,S:≤0.010%,Ti:0.04~0.08%,Nb:0.01~0.02%,Als:0.02~0.10%,N:≤0.010%;生产步骤:经铁水脱硫、转炉复合吹炼、真空处理后浇注;将板坯加热;粗轧;精轧;层流冷却;卷取。本发明屈服强度≥650MPa,抗拉强度≥750MPa,延伸率A≥13%,-20℃冲击功KV

屈服强度≥750MPa级高强度高韧性热轧磁轭钢及生产方法.pdf
屈服强度≥750MPa级高强度高韧性热轧磁轭钢,其组分及wt%为:C:0.015~0.030%,Si:≤0.15%,Mn:1.80~2.10%,P:≤0.015%,S:≤0.005%,Ti:0.035~0.075%,Nb:0.02~0.07%,Als:0.02~0.10%,N:≤0.005%;生产步骤:经铁水脱硫、转炉复合吹炼、真空处理后浇注;将板坯加热;粗轧;精轧;层流冷却;卷取。本发明屈服强度≥750MPa,抗拉强度≥800MPa,延伸率A≥11%,-40℃冲击功KV

屈服强度550MPa级高强度高韧性热轧磁轭钢及生产方法.pdf
屈服强度550MPa级高强度高韧性热轧磁轭钢,其组分及wt%为:C:0.01~0.03%,Si:≤0.15%,Mn:1.00~1.40%,P:≤0.025%,S:≤0.015%,Ti:0.04~0.08%,Als:0.02~0.10%,N:≤0.010%;生产步骤:经铁水脱硫、转炉复合吹炼、真空处理后浇注;将板坯加热;粗轧;精轧;层流冷却;卷取。本发明屈服强度≥550MPa,抗拉强度≥650MPa,延伸率A≥15%,-20℃冲击功KV2≥100J,磁感性能B50≥1.50T,能够满足高单机容量的大型水轮发

屈服强度≥800MPa的热轧磁轭钢及其生产方法.pdf
屈服强度≥800MPa的热轧磁轭钢,其组分及重量百分比含量为:C:0.03~0.15,Si:≤0.15,Mn:1.20~2.00,P:≤0.015,S:≤0.005,Ti:0.08~0.18,Nb:0.04~0.08;Mo:0.10~0.50;Als:0.02~0.10,N:≤0.006,;生产步骤:冶炼并连铸成坯;将连铸坯加热;粗轧;精轧;层流冷却;常规卷取并待用。本发明由于屈服强度≥800MPa,抗拉强度≥850MPa,延伸率A≥11%,磁感性能B50≥1.50T,完全满足了高单机容量的特大型水轮发电

屈服强度≥750MPa的热轧磁轭钢及其生产方法.pdf
屈服强度≥750MPa的热轧磁轭钢,其组分及重量百分比含量为:C:0.03~0.15%,Si:≤0.15%,Mn:1.10~1.90%,P:≤0.020%,S:≤0.010%,Ti:0.08~0.18%,Nb:0.075~0.120%,Als:0.02~0.10%,N:≤0.010%;生产步骤:冶炼并连铸成坯;将连铸坯加热;粗轧;精轧;层流冷却;常规卷取并待用。本发明由于屈服强度≥750MPa,抗拉强度≥800MPa,延伸率A≥11%,磁感性能B50≥1.50T,完全满足了高单机容量的特大型水轮发电机转子